Известные устройства для изготовления и запрессовки проволочных штырьков в изоляционные монтажные платы сложны по конструкции и малопроизводительны.
Предлагаемое устройство отличается от известных простотой конструкции и высокой скоростью процесса запрессовки штырьков. Особенность станка состоит в том, что в нем применен тормозной зажим для фиксации и выпрямления проволоки, зажимной и обрубной кулачки, с помощью которых проволока режется на требуемую длину, и втулка, связанная с этими кулачками и осушествляющая развальцовку и запрессовку штырьков в отверстия платы.
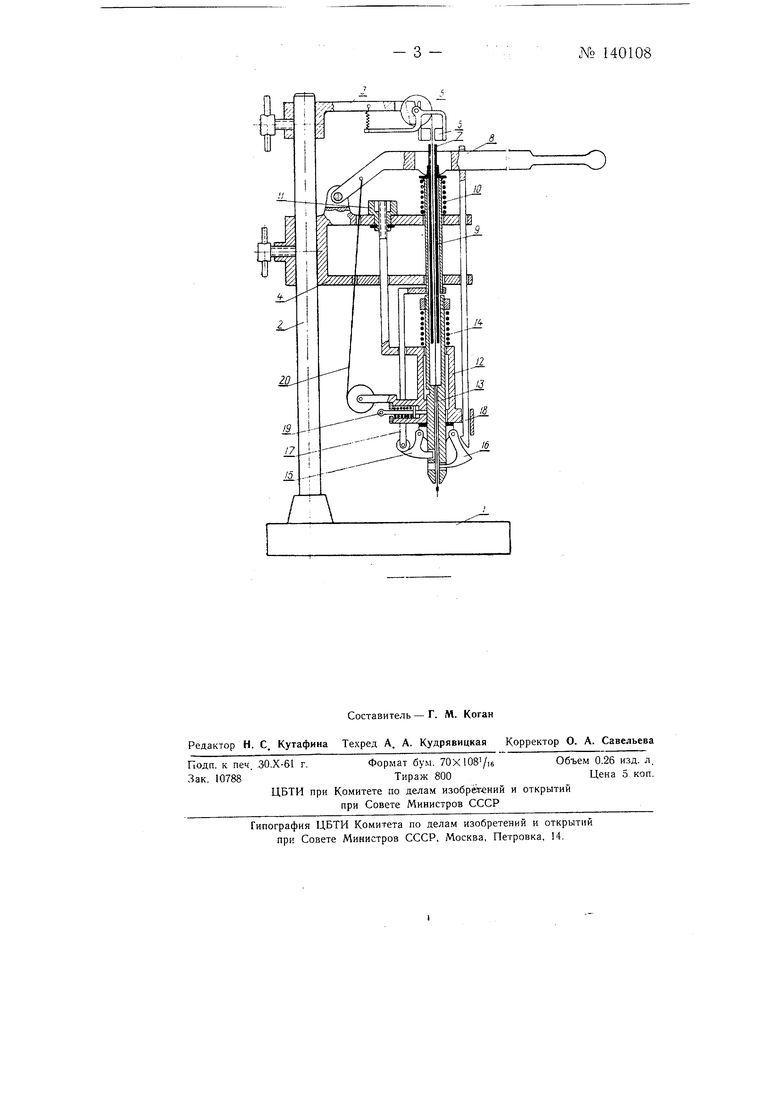
На чертеже изображена кинематическая схема описываемого станка.
На основании / смонтирована вертикальная стойка 2, на которой с помощью зажимных винтов закреплены кронштейны 3 4. На кронштейне 3 размещен тормозной зажим 5 для фиксации и выравнивания проволоки и катущка 6 с проволокой 7. На кронштейне 4 шарнирно укреплен нажимной рычаг 8. В отверстие кронштейна 4 помещена направляющая трубка 9, подпружиненная возвратной пружиной 10. Посредством регулировочной гайки 11 к кронщтейну 4 крепится подвижная каретка 12. Через центральное отверстие каретки 12 проходит прессующая втулка 13, снабженная возвратной пружиной 14. В нижней части втулки 13 смонтированы зажимной 15 и обрубной 16 кулачки. Зажимной кулачок приводится в действие тягой 17, жестко соединенной с трубкой Р, а обрубной -тягой 18, связанной с рычагом 8. Для фиксации втулки 13 служит фиксатор 19, который приводится в действие тягой 20, закрепленной на рычаге 8.
Работа на станке производится следующим образом.
№ 140108- 2 При нажатии на рычаг 8 тяга 17 давит на кулачок 15, который зажимает проволоку в канале втулки 13. При дальнейшем движении рычага 8 вниз трубка 9 воздействует на втулку 13, которая, перемещаясь вниз, протягивает проволоку через тормозной зажим 5. При этом нижний коней проволоки вводится в отверстие монтажной платы. При последующем нажатии на рычаг проволока развальцовывается и затем с помощью обрубного кулачка 16 запрессованная в отверстие платы проволока обрубается. После обрубки проволоки втулка /5 фиксируется в нижнем положении фиксатором 19. При возвращении рычага 8 в верхнее положение фиксатор 19 посредством тяги 20 выводится из фиксирующего отверстия во втулке 13 и последняя возвращается в верхнее положение. При движении втулки 13 вверх проволока удерживается на месте тормозным зажимом 5. При следующем нажатии на рычаг 8 цикл работы станка повторяется.
Проверка работы опытного образца показала, что станок позволяет запрессовывать в среднем 15-20 щтырьков в минуту.
Предмет изобретения
Устройство для изготовления и запрессовки проволочных штырьков в изоляционные монтажные платы, отличающееся тем, что, с целью упрощения конструкции устройства и ускорения процесса запрессовки, в нем применен тормозной зажим, служащий для фиксации и выпрямления проволоки, и зажимной и обрубной кулачки, производящие нарезку щтырьков заданной длины, связанные с втулкой, служащей для развальцовки и запрессовки штырьков в отверстия платы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ НА МОНТАЖНЫЕ ПЛАТЫ | 1971 |
|
SU301885A1 |
| Читающее устройство | 1959 |
|
SU124972A1 |
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ ПЛАТ И КОРПУСОВ ЭЛЕКТРОННЫХ ПРИБОРОВ ПРОВОЛОЧНЫМИ ШТЫРЬКАМИ | 1967 |
|
SU216067A1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Полуавтомат для сборки цоколей приемно-усилительных ламп | 1958 |
|
SU120612A1 |
| Устройство для установки и развальцовки контактных штырей на печатных платах | 1989 |
|
SU1709574A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| ОРУЖЕЙНАЯ УСТАНОВКА | 2009 |
|
RU2419056C1 |