Изобретение относится к обработке металлов давлением и может быть использовано в электротехнической, радиотехнической электронной промьш ленности, а также в приборостроении для изготовления и запрессовки проволочных штырей в монтажные платы. Известно устройство, содержащее корпус, привод, блок управляющих кулачков, механизм подачи проволоки, . механизм отрезки, разжимную поворотную матрицу осадки буртика, механизм расклепки хвостовой части штыря, вве денного в отверстие монтажной платы. Устройство позволяет устанавливать штыри высотой от i - 10 мй с одной стороны платы. Плата удерживается вручную l. Недостатком данного устройства. является невозможность установки двухсторонних штырей. Известно устройство, состоящее из стойки, двух кронштейнов, на одном и которых размещен тормозной зажим для фиксации и выравнивания проволоки и катушка с проволокой, а на втоipoM укреплен нажимной рычаг, подвижная каретка, прессующая втулка, зажимной и обрубной кулачки. Плата удерживается вручную с помощью нажимного рычага производится разваль-. цовка проволочного штыря с обеих сторон платы f2j. Недостатками данного устройства является то, что проволока, находясь в канале втулки с зазором, изгибается в процессе осадки буртиков и штырь получается деформированным, кроме того, удерживая плату одной рукой, нельзя получить хорошую соосность штыря и отверстия платы, производительность станка мала. Известно устройство, состоящее из станины, стЬйки, подающего валкового механизма, механизма запрессовки, отрезного пуансона, связанных с ку3лачковым валом посредством рычагов В этих устройствах плата подводится к запрессованному штырю вручную и затем производится включение вращения кулачкового вала, обеспечивающего взаимодействие исполнительных механизмов. Устройство позволяет устанавливать плату двумя руками . Известно устройство, содержа;щее корпус, механизм подачи проволоки, смонтированные с возможностью вертикального перемещения деформиру ющие головки с размещенными в них деформирующими инструментами, механизмами зажима и отрезки проволоки и средствами для симметричной установки штифтов в изделии V. Недостатком данного устройства является то, что оно не учитывает факторов, влияющих на качество запрессовки штырей, а именно разнотолщинности плат, величина которых соизмерима с первоначальным зазором между торцом высадочного пуансона и платой, кривизны, необходимости синхронного изменения зазоров между торцами верхнего и нижнего высадоч-ных пуансонов и платой в процессе формообразования буртиков, смещения незакрепленной платы в момент начал формирования буртиков в направлении, перпендикулярном оси проволоки. Два первых фактора влияют на стабильность размеров буртиков над и под платой и, соответственно, на надежность запрессовки штыря в отверстие платы. Третий фактор ведет к искривлению оси штыря и частичному срезанию основного сечения его, что ухудшает не только прочностные, но и электрические характеристики соединения. Цель изобретения - повышение качества изделия путем увеличения на дежности крепления штыря к плате.:. Поставленная цель достигается тем, что устройство для изготовлен и запрессовки проволочных штырей в монтажные платы, содержащее корпус, fiiexaHH3M подачи проволоки, смо
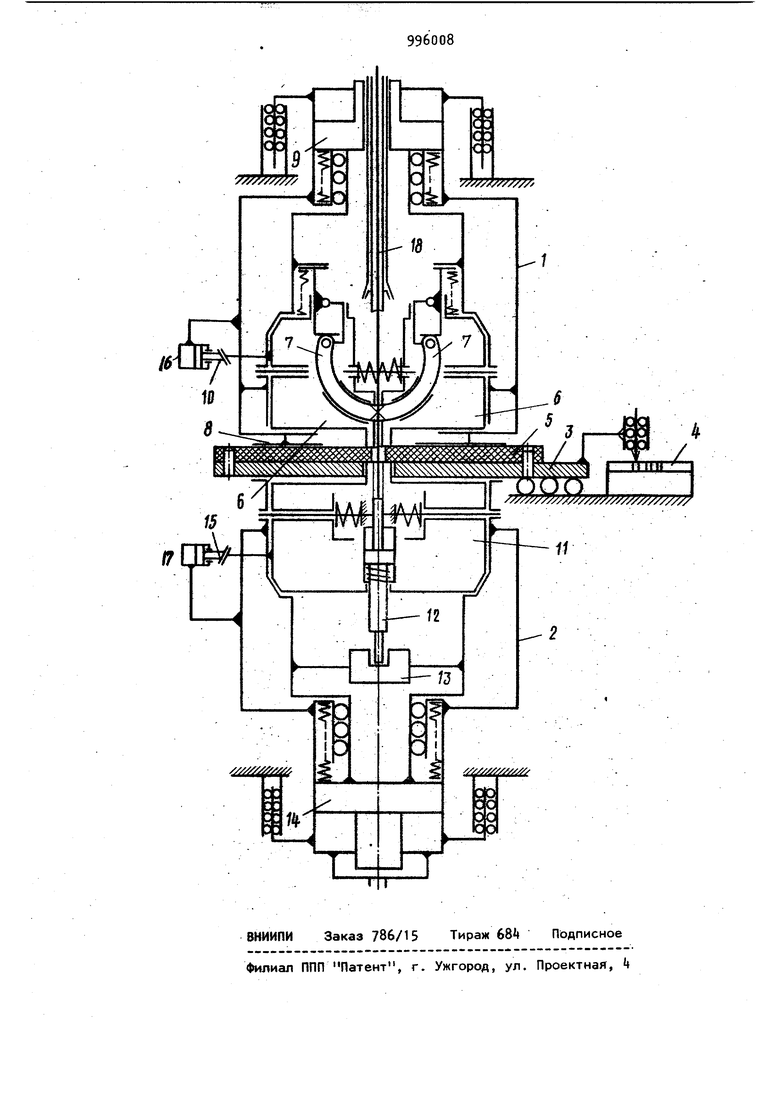
тированные с возможностью вертикального перемещения деформирующие головки с размещенными в них деформирующими инструментами, механизмами зажима и отрезки проволоки и средствами для симметричной установки штифтов в изделии, имеет размещенный между деформирующими головками двухная матрица 11 с подпружиненным толкателем 12, оканчивающимся лепестком, входящим в прорезь бесконтактного датчика 13, управляющего отключением привода механизма пвдачи (не показан), пневматический привод 14 механизма зажима высадочной матрицы и высадки нижнего буртика, регулируемый упор координатный стол и смонтированный на верхней деформирующей головке прижим, средство для установки равных зазоров между деформирукщими инструментами и поверхностями платы состоит из размещенных на деформирующих головках регулируемых приводных упоров, кроме того, деформирующие инструменты выполнены в виде разъемных высадочных матриц с автономными приводами для синхронного перемещения. С целью расширения технологических возможностей путем одновременного с отрезкой формирования конца штифта, механизм отрезки состоит из четырех шарнирно закрепленных в верхней деформирующей головке дугообразных пуансонов. С целью автоматизации работы устройства, нижняя высадочная матрица имеет датчик для отключения привода механизма подачи проволоки. На чертеже изображена кинематическая схема устрюйства. Устройство содержит станину, катушку для проволоки (не показаны), верхнюю деформирующую головку 1, нижнюю деформирующую головку 2 с индивидуальными приводами (не показаны) для вертикальных перемещений, двухкоординатный стол 3, перемещающийся в горизонтальной плоскости вручную по шаблону k с отверстиями, шаг между которыми соответствует шагу установки штырей на монтажной плате 5. В верхней деформирующей головке размещены механизмы правки, подачи ие показаны), верхняя высадочная разъемная матрица 6, механизм 7 отрезки , имеющий четыре криволинейных пуансона, прижим 8, выпрямляющий плату на столе, пневматический привод 9 механизмов зажима высадочной матрицы, высадки верхнего буртика и отрезки штыря, peгyлиpye fclй упор 10, служащий для установки необходимого перед началом деформации проволоки зазора между торцом верхней высадочной матрицы и монтажной платой . В нижней деформирующей головке размещены нижняя высадочная разъем15, служащий для установки необходи мого перед началом деформации прово локи зазора между торцом нижней выс дочной матрицы и монтажной платой. Упоры 10 и 15 имеют индивидуальные приводы 16 и 17. Проволока для изготовления штифтов обозначена позицией 18. Устройство работает следующим об разом. Предварительно, по специальной таблице, устанавливаются упоры 10. и 15, обеспечивающие остановку выса дочных матриц 6 и 11 перед началом высадки буртиков над и под платой на расчётном расстоянии от платы., Монтажная плата 5 устанавливается на столе 3 на базовью штифты. Прово лока 18 заправляется в канал кюханизма пода««1. Исходное положение го ловки верхней 1 крайнее верхнее, а головки нижней крайнее нижнее. Оператор вводит щуп в отверстие шаблона k, передвигая таким образом стол с платой в нужную позицию. Далее работа происходит автоматичес ки. . I . . Верхняя и нижняя деформирующие головки подводятся к плате. Нижняя головка в крайнем верхнем положении корпусом ложится на нижнюю поверхность стола .3. Анал огично прижим 8 головки верхней прижимает монтажную плату к столу, устраняя ее кривиз ну. Высадочные разъемные матрицы клиновыми упорами 10 и 15 удерживаются на заранее заданном расстоянии от платы. Затем включается механизм подачи проволоки (не показан), состоящий из цанги, электромагнитного привода зажима ее и пневмоцилиндра подачи. Проволока проталкивается через раскрытой верхней высадочной матрицы 6, отверстие монтажной платы, в канал раскрытой нижней высадочной мат рицы 11 и нажимает на подпружиненный толкатель 12. При вхождений лепестка находящегося на конце толкателя, в прорезь бесконтактного датчика 13, появляется сигнал, управляющий отключением электромагнитного привода зажима цанги и включением продолжени цикла работы. Далее включается на хо к плате приводы 9 и 1й механизмов зажима высадочных матриц 6 и 11 и производится зажим проволоки, после чего срабатывает механизм 7 отрезки. Четыре криволинейных пуансона сдвигаются к центру, обжимая проволоку и формируя пирамидальные фаски на верхнем конце изготавливаемого штыря и нижнем конце проволоки. После отвода упоров 10 и 15 высадочные матрицы продолжают движение к плате и производят высадку буртиков. Матрицы двигаются до упора в прижим 8 и стол 3, что обеспечивает заданную высоту буртиков над и под платой. После окончания высадки включается обратный ход пневмоцилиндра подачи проволоки и на короткое время электромагнитный привод зажима. Так как высадочные матрицы еще сомкнуты, происходит отрыв проволоки от запрессованного штыря без дополнительных механических воздействий на плату, затем матрицы раскрываются и головки возвращаются в свои исходные положенй я. Предлагаемое устройство позволяет получить стабильные размеры буртиков над и под платой, улучшить качество соединения штырь-монтажная плата, упростить настройку, устраняюе ую влияние разнотолщинности плат и их кривизны, исключить зависимость качества запрессовки от навыков опера тора. Стабильность размеров буртиков над и под платой являющаяся следствием настройки устройства на одинаковый объем деформируемого материала, служит вн)ним признаком хорошего качества соединения штырь-момтажная плата. Разнотолщинность плат при этом учитывается устройством автоматически. Применение сменных высадочных матриц делает удобным и быстрым переход на различные размеры штырей. Настройка и подналадка устг-. ройства в процессе работы не требуется, что позволяет снизить квалификацию оператора. Формула изобретения 1. Устройство для изготовления и запрессовки проволочных штырей в монтажные платы, содержащее корпус, механизм подачи проволоки, смонтированные с возможностью вертикального перемещения деформирующие головки с размещенными в них деформирующими инструментами, механизмами зажима
и отрезки проволоки и средствами для установки равных зазоров между деформирующими инструментами и поверхностями платы, отличающеес я тем, что, с целью повышения качёства изделия путем увеличения надежности крепления штыря к плате, оно имеет размещенную между формирующими головками двухкоординатный стол и смонтированный на верхней деформи.рующей головке прижим.
2.Устройство по П.1, о т ли ч аю щ е е с я тем, что средство для установки равных зазоров между деформирующими инструментами и поверхностями платы -состоит из размещенных
на деформирующих головках регулируемых приводных упоров.
3.Устройство по п.1, о т л и ч аю щ е е ся тем-, что деформирующие инструменты выполнены в виде разъемных высадочных матриц с автономными приводами для синхронного перемещения
Ц. Устройство по п. 1, о т л и чающееся тем, что, с целью
расширения технологически. возможгностей путем одновременного с отрез кой формирования конца штифта, механизм отрезки состоит из четырех шарнирно закрепленных в верхней деформирующей головке дугообразных пуансонов.
5- Устройство по п. 1, о т л и ю щ е е с я тем, что, с целью автоматизации работы устройства, нижняя высадочная матрица имеет датчик для отключения привода механизма подачи проволоки.
Источники информации, принятые во внимание при экспертизе
1.Полуавтомат для установки штырей на печатные платы модели ПУШ-1 разработанной ЛНПО Авангард. Л.
2.Авторское свидетельство СССР fP Й0108, кл. Н 05 К 13/02, 1Эб1.
3.Авторское свидетельство СССР Г 163876, кл. В 21 F 5/00, 1962.
4.Авторское свидетельство СССР If 689766, кл. В 21 F 5/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления штифтов с головкой | 1992 |
|
SU1819179A3 |
| Устройство для установки проволочных контактов на плату | 1978 |
|
SU790385A1 |
| УСТРОЙСТВО для АРМИРОВАНИЯ ПЛАТ И КОРПУСОВ ЭЛЕКТРОННЫХ ПРИБОРОВ ПРОВОЛОЧНЫМИ ВЫВОДАМИ | 1972 |
|
SU329695A1 |
| Гвоздильный автомат | 1974 |
|
SU520170A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1646661A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ С ГОЛОВКАМИ | 1991 |
|
RU2022677C1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |