СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА
Заявлено 18 октября 1960 г. за № 682636/25 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений № 15 за 1961 г.
Для определения момента касания инструмента с деталью в электроэрозионных и ультразвуковых станках широко применяется способ короткого замыкания тока между инструментом и деталью при их касании. Этот способ вследствие наличия в ваннах станков токопроводящих частиц не обеспечивает надежного определения момента касания, а также не позволяет установить требуемое время срабатывания. Прет,лагаемый способ лишен указанных недостатков.
Суш.ность изобретения заключается в том, что в момент остановки шпинделя при встрече с деталью фиксируют снижение давления жидкости в его демпферной системе посредством, например, гидравлического датчика.
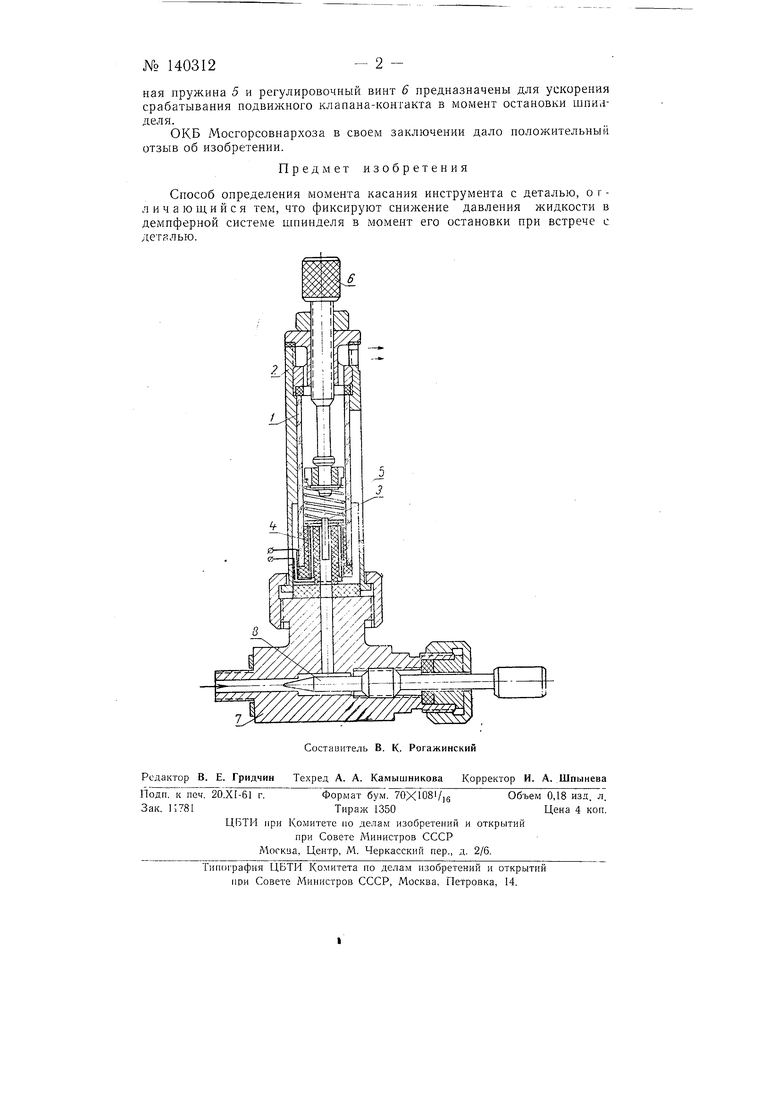
На чертеже изображен гидравлический датчик, выполненный согласно изобретению.
Датчик состоит из стеклянного цилиндра /, зашищенного стальным кожухом 2, подвижного клапана-контакта 3, пробки 4 с тремя отверстиями (центральным для прохода жидкости и направления хвостовика клапана-контакта и двумя боковыми для запрессовки неподвижных контактов), нажимной пружины 5, регулировочного винта 6, корпуса 7 в KOTODOM монтируется дросселируюшее устройство с регулировочной иглой 8. .f f
Жидкость, вытесняемая из демпфера во время движения шпинделя станка, происходит по каналам дросселирующего устройства и приподнимает клапан-контакт 3, который размыкает контакты При этом прибор сигнализирует о том, что жидкость, а следовательно и шпиндель находится в движении. Избыток жидкости поднимается в верхнюю часть датчика и через отверстие вновь поступает в цилиндр демпфеоа (направление движения жидкости). В момент прекращения движения жиакости т. е., когда инструмент коснулся изделия или шпиндель станка остановился, клапан-контакт возвращается в прежнее положение, замыкает контакты и подает сигнал на исполнительный элемент станка НажимС ДЕТАЛЬЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки наружных поверхностей одной или нескольких деталей | 1967 |
|
SU243753A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU346846A1 |
| Электроимпульсный гидрофицированный многошпиндельный полуавтомат для обработки, например, прокатных валков | 1961 |
|
SU147441A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU353388A1 |
| Устройство для задания траекторий движения инструмента | 1988 |
|
SU1699685A1 |
| Электроэрозионный станок | 1965 |
|
SU294428A1 |
| Способ восстановления плоскостности рабочего торца ультразвукового инструмента | 1961 |
|
SU150744A1 |
| Способ электроэрозионной обработки в жидкой среде | 1966 |
|
SU221863A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| АВТОМАТИЧЕСКИЙ ПАТРОН ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2008138C1 |
