(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
НАРУЖНЫХ ПОВЕРХНОСТЕЙ ОДНОЙ ИЛИ НЕСКОЛЬКИХ
Известны устройства для эпектроэрозионной обработки наружных поверхностей
ооной или нескольких деталей, состоящих из нескольких ступеней, наружные поверхности которых представл5пот собой линей чатые поверхности неправильной формы. К одним из таких устройств относится устройство для электроэрозионного шлифования сложных фасонных поверхностей цилиндрическим дисковым электродом-инструментом При работе вращающийся электрор1-инстру мен/ врезается в неподвижную заготовку цо тех пор, пока копировальный палец не коснется копира, после чего заготовке сообщается вращательное или поступательное движение, и электрод-инструмент профилирует деталь за один проход.
Однако в этом устройстве нельзя обрабатывать наружную поверхность всей детали, состоящей из нескольких ступеней, наружйые поверхности которых представляют собой разпкганые линейчатые поверхности неправильной формы.
ДЕТАЛЕЙ
по углу поворота на каждой ступени различный, и поэтому они не могут быть обработаны одним электродом-инструментом, имеющим радиальную подачу.
Предлагаемое устройство позволяет осуществить одновременную электроэрозионную обработку всех ступеней каждой детали от одного автоматического регулятора подачи.
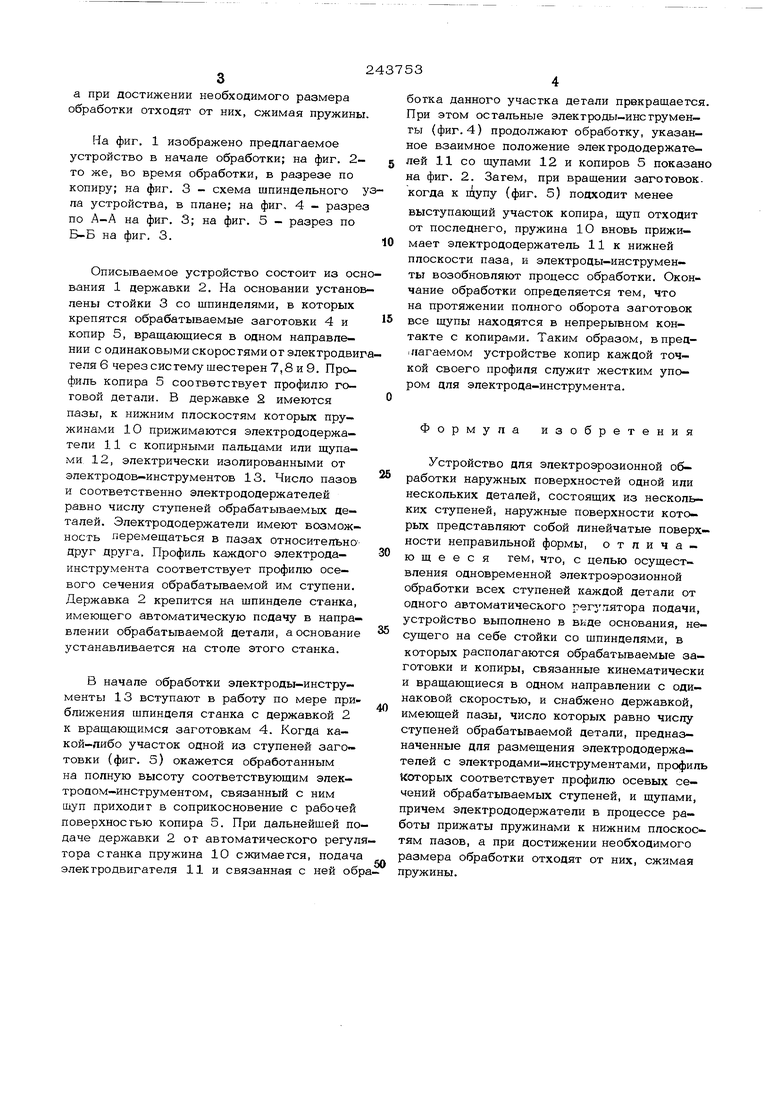
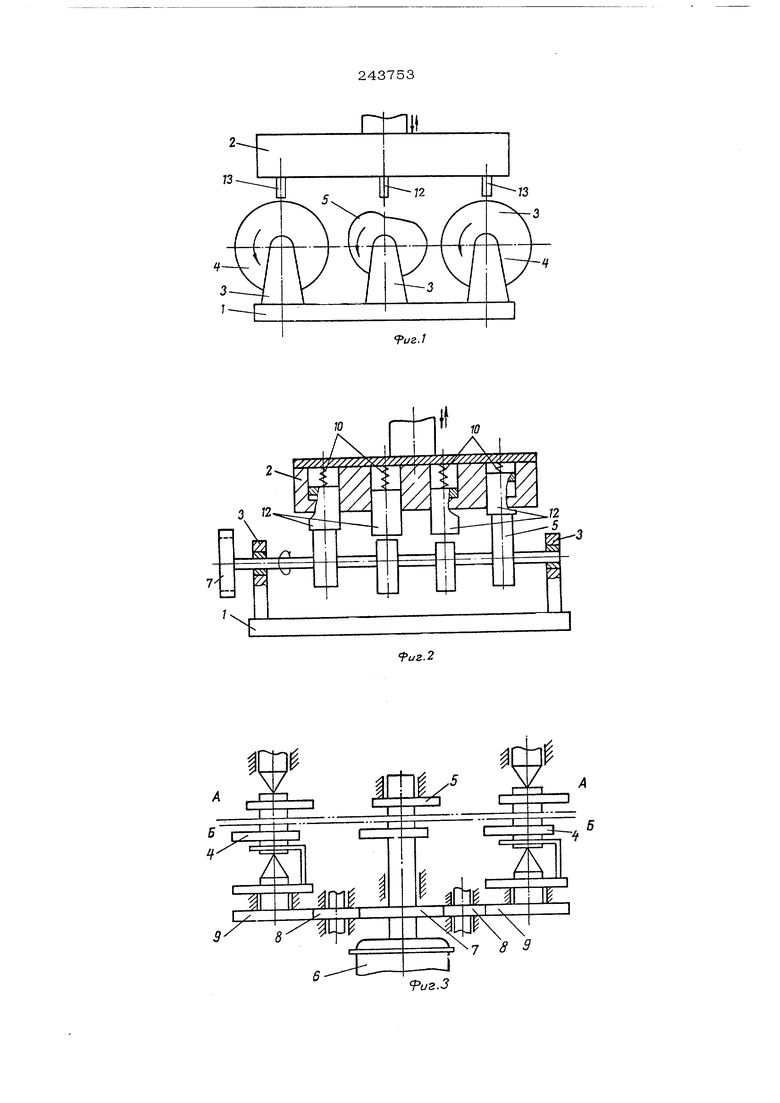
Это достигается тем, что оно вьтолне- но в виде основания, несущего на себе стойки со щпинделями, в которых располагаются обрабатываемые заготовки и копиры, связанные кинематически и вращающиеся в одном направлении с одинаковой скоростью, и снабжено державкой, имеющей пазы, число которых равно числу ступеней обрабатываемой детали, предназначенные для размещения электрододержателей с электродами-инструментами, профиль которых соответствует профилю осевых сечений об- рабатьтаемых ступеней, и щупами, причем электрододержатели в процессе работы прижаты пружинами к нижним плоскостям пазо а при достижении необходимого размера обработки отходят от них, сжимая пружины На фиг. 1 изображено предлагаемое устройство в начале обработки; на фиг. 2- то же, во время обработки, в разрезе по копиру; на фиг. 3 - схема шпиндельного ла устройства, в плане; на фиг, 4 - разре по А-А на фиг. 3; на фиг. 5 - разрез по Б-Б на фиг. 3. Описываемое устройство состоит из осн вания 1 державки 2. На основании установ лены стойки 3 со шпинделями, в которых крепятся обрабатываемые заготовки 4 и копир 5, вращающиеся в одном направлении с одинаковыми скоростями о т электродви теля 6 черезсистему шестерен 7,8 и 9. Профиль копира 5 соответствует профилю готовой детали. В державке 2 имеются пазы, к нижним плоскостям которых пружинами 10 прижимаются электрод о держатели 11с копирными пальцами или щупами 12, электрически изолированными от электродов-инструментов 13. Число пазов и соответственно электрододержателей равно числу ступеней обрабатываемых деталей. Электр од о держатели имеют возможность перемешаться в пазах относительно друг друга. Профиль каждого электродаинструмента соответствует профилю осевого сечения обрабатываемой им ступени. Державка 2 крепится на шпинделе станка, имеющего автоматическую подачу в направлении обрабатываемой детали, а основание устанавливается на столе этого станка. В начале обработки электроды-инструменты 13 вступают в работу по мере при ближения шпинделя станка с державкой 2 к вращающимся заготовкам 4. Когда какой-либо участок одной из ступеней заготовки (фиг. 5) окажется обработанным на полную высоту соответствующим электродом-инструментом, связанный с ним щуп приходит в соприкосновение с рабочей поверхностью копира 5. При дальнейшей п даче державки 2 от автоматического регу тора станка пружина 10 сжимается, подача электродвигателя 11 и связанная с ней обработка данного участка детали прекращается. При этом остальные электроды-инструмен- ты (фиг. 4) продолжают обработку, указанное взаимное положение электрододержате- лей 11 со щупами 12 и копиров 5 показано на фиг. 2. Затем, при вращении заготовок, когда к шупу (фиг. 5) подходит менее выступающий участок копира, щуп отходит от последнего, пружина 10 вновь прижимает электрододержате ль 11 к нижней плоскости паза, и электроды-инструменты возобновляют процесс обработки. Окончание обработки определяется тем, что на протяжении полного оборота заготовок все щупы находятся в непрерывном контакте с копирами. Таким образом, впред.лагаемом устройстве копир каждой точкой своего профиля служкт жестким упором для электрода-инструмента. Формула изобретения Устройство для электроэрозионной обработки наружных поверхностей одной или нескольких деталей, состоящих из нескольких ступеней, наружные поверхности которых представляют собой линейчатые поверхности неправильной формы, отличающееся тем, что, с целью осуществления одновременной электроэрозионной обработки всех ступеней каждой детали от одного автоматического регупятора подачи, устройство выполнено в врще основания, несущего на себе стойки со шпинделями, в которых располагаются обрабатываемые заготовки и копиры, связанные кинематически и вращающиеся в одном направлении с одинаковой скоростью, и снабжено державкой, имеющей пазы, число которых равно числу ступеней обрабатываемой детали, предназначенные для размещения электрододержа- телей с электродами-инструментами, профиль Которых соответствует профилю осевых сечений обрабатываемых ступеней, и щупами, причем электрододержатели в процессе работы прижаты пружинами к нижним плоскостям пазов, а при достижении необходимого размера обработки отходят от них, сжимая пружины.
73П-ЛИ
-73
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| Устройство для электрохимической обработки | 1988 |
|
SU1646732A1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для расточки | 1986 |
|
SU1366298A1 |
| Устройство для измерения глубины отверстий | 1981 |
|
SU973269A1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство для электроэрозионной обработки пазов | 1979 |
|
SU891306A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
W
X
f-iml,
I I
л
xJ-x
