Известны способы восстановления плоскостности рабочего торца ультразвукового инструмента с толщиной режущих кромок от одного миллиметра и меньще.
По предлагаемому способу, с целью избежания снятия инструмента со станка при его износе для заточки, под рабочий торец инструмента устанавливают ллоскопараллельную пластину, изготовленную из материала, вязкость которого выше вязкости инструмента. Затем включают станок на рабочий цикл, в котором роль инструмента играет плоскопараллельная пластинка, а роль изделия - колеблющийся инструмент.
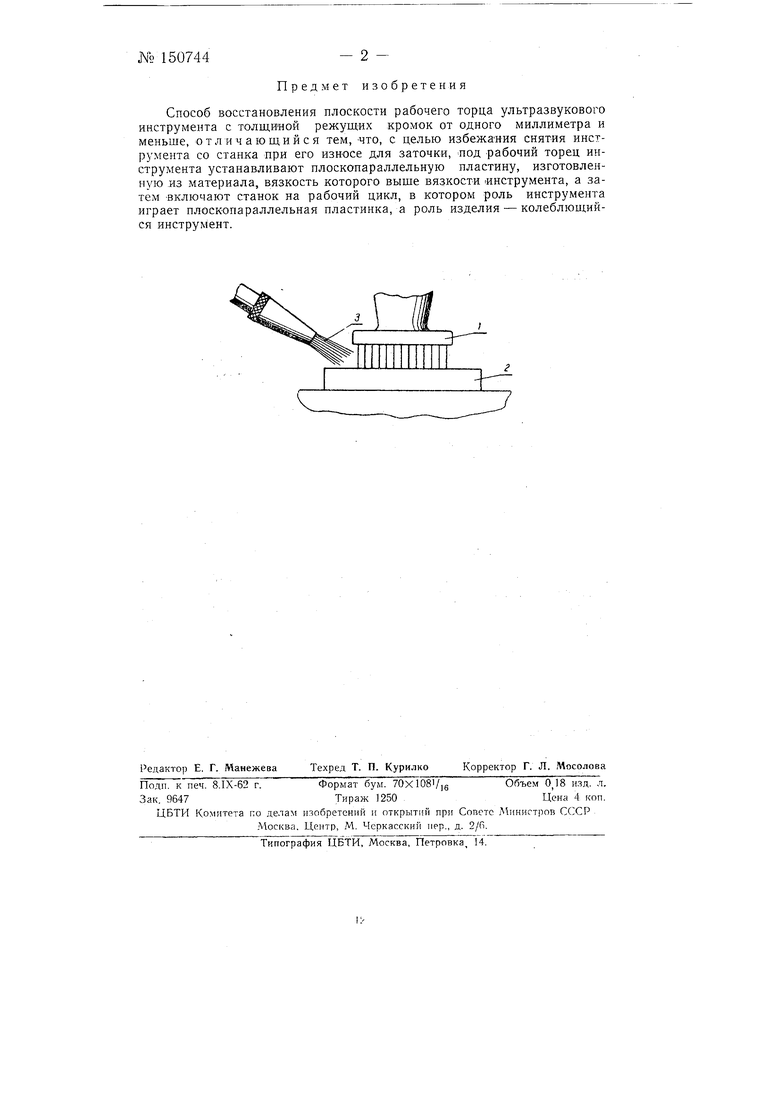
На чертеже изображена схема осуществления предлагаемого способа.
При восстановлении плоскости рабочего торца 1 Инструмента под него устанавливается плоскопараллельная пластинка 2 из вязкой стали, к которой инструмент прижимается с усилием 2-4 кг. Затем станок включается в работу по нормальному циклу при непрерывной подаче абразивной суспензии 3. Через 2-3 минуты работы благодаря интенсивному разрущению выступающих частей режущей кромки торец инструмента становится плоским. В основу способа положен тот факт, что обработка вязких металлов происходит при больщом износе инструмента.
В .имеющемся заключении указано, что, по сравнению с существующими, предлагаемый способ восстановления плоскости торца ультразвукового инструмента проще и экономичнее.
2 № 150744 Предмет изобретения
Способ восстановления плоскости рабочего торЦа ультразвукового инструмента с толщиной режущих кромок от одного миллиметра и меньше, отличающийся тем, что, с целью избежания снятия инструмента со станка при его износе для заточки, пoд рабочий торец инструмента устанавливают плоскопараллельную пластину, изготовленную .из материала, вязкость которого выше вязкости инструмента, а затем включают станок на рабочий цикл, в котором роль инструмента играет плоскопараллельная пластинка, а роль изделия - колеблющийся инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой обработки | 1957 |
|
SU110819A1 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Способ восстановительной обработки режущего инструмента | 1988 |
|
SU1534074A1 |
| Способ восстановительной термообработки быстрорежущего инструмента | 1990 |
|
SU1730181A1 |
| Электроэрозионный станок | 1965 |
|
SU294428A1 |
| Способ обработки твердосплавных металлокерамических изделий | 1981 |
|
SU1009607A1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |