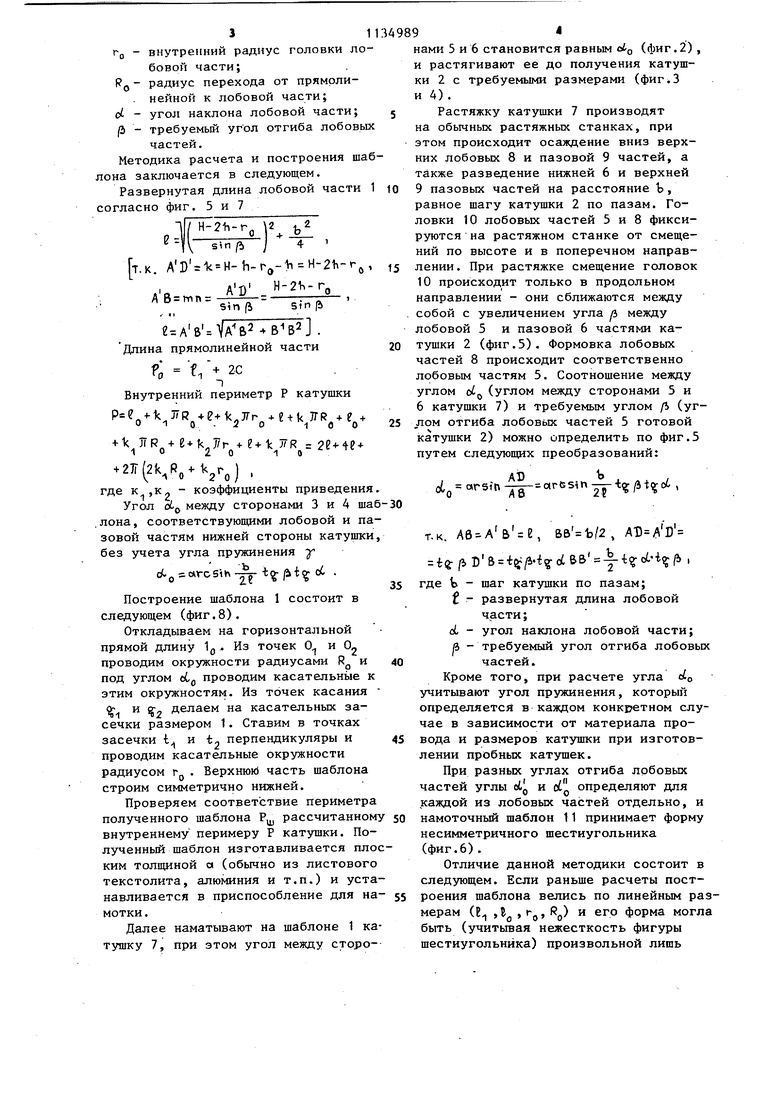
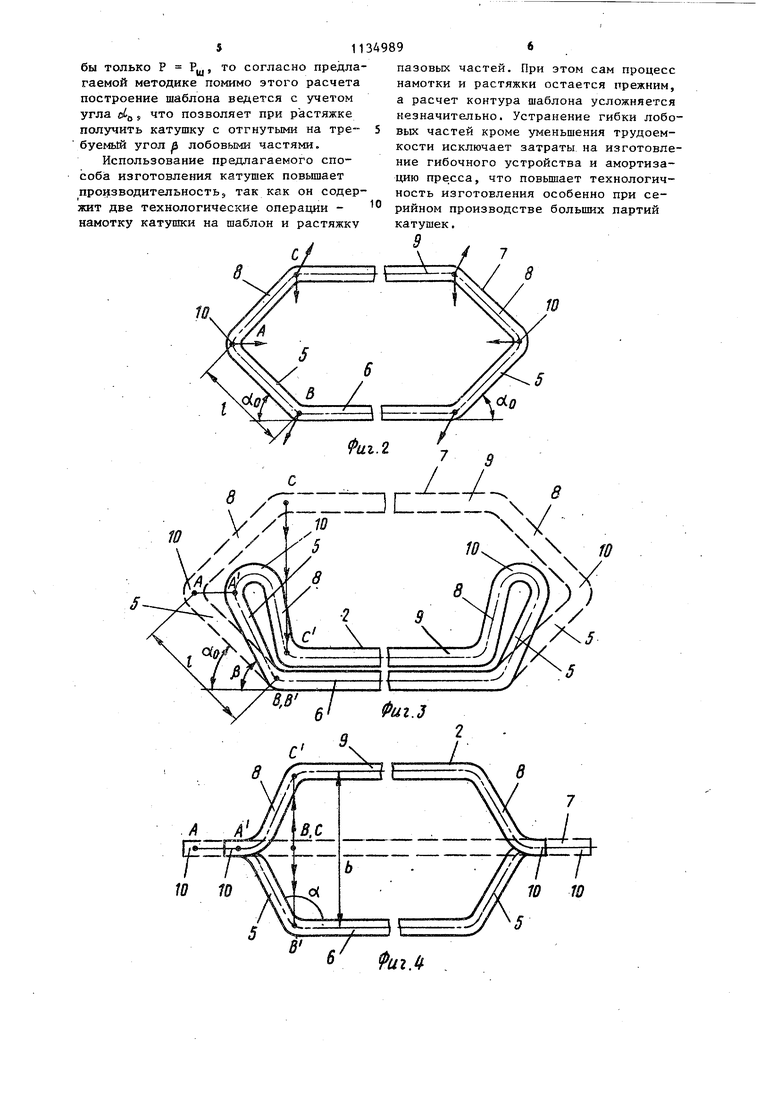
11 Изобретение относится к технологии изготовления обмоток электрических машин и может быть использовано в электротехнической промьшшенности Известен способ изготовления катушек электрических машин, заключающийся ,д намотке катушки на щаблон, гибке лобовых частей и последующей растяжке пазовых частей.. Шаблон имее плоскую форму в виде лодочки, форма которой определяется геометрическим построением lJ. Недостатком этого способа является то, что углы отгибов лобовых частей малы и не превьщ1ают 5-10 . Это объясняется тем, что расчет и геометрическое построение контура шабло на ведется при помощи линейных разме ров по внутреннему периметру катушки без учета ее угловых размеров. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления жестких катушек электрических машин, заключающийся в намотке катушки на шаблоне с последующей растяжкой пазовых частей. Перед рас тяжкой лобовые части катушек отгибают на прессе с помощью гибочного устройства 2J. , Однако данный способ не технологичен и трудоемок в изготовлении, так как предусматривает помимо намот кй и растяжки катушки дополнительную техническую операцию-операцию гибки лобовых частей, что снижает производительность. Целью изобретения является повышение производительности. Поставленная цель достигается тем, что согласно способу изготовления жестких катушек электрических ма шин, заключающемуся в намотке катушки на шаблоне, отгибе лобовых частей и последующей растяжке пазовых частей катушки, отгиб лобовых частей катушки ведут одновременно с растяжкой. пазовых частей, а намотку катушки производят на шаблоне, угол между сторонами которого, соответствующими лобовой и пазовой частям катушки, |. d aircs n- -k( , где Ь - шаг катушки по пазам; 8 - длина развернутой лобовой части; 9 оС - угол наклона лобовой части; ft - требуемьй угол отгиба лобовых .. .. частей; -у - угол пружинения. На фиг.1 показан намоточный шаблон; на фиг.2 - намотанная на шаблоне катушка; на фиг.З - растянутая катушка, вид сбоку; на фиг.4 - то же, вид в плане; на фиг.З - кинематика движения лобовой части катушки при растяжке пазовых частей; на фиг.6 намоточный шаблон для изготовления катушек с разными углами отгиба лобо вых частей; на фиг.7 - пример рабочего чертежа катушки; на фиг.8 - геометрическое построение шаблона. На фиг.2 - 5 стрелками показано движение отдельных участков катушки при растяжке пазовых частей: точки А, В, С, Д - до растяжки, точки А в , с , Д- после растяжки. Расчет намоточного шаблона 1 производят исходя из рабочего чертежа катушки 2 по методике, аналогичной известным методикам для обмоток вращающихся электрических машин 1 3 с учетом плоской формы сердечника и других возможных конструктивных особенностей исполнения конкретного электродвигателя. По рабочему чертежу поступившей для изготовления катушки 2 определяется внутренний периметр Р развернутой катушки, развернутые длины лобовой 1 и прямолинейной 1 частей. Как известно, на рабочих чертежах изображение катушки 2 и ее размеры указываются на двух (а иногда и трех) плоскостях. Так, например, (фиг.5) лобовая часть катушки АВ или АС на фронтальной проекции изображена как АВ, а на горизонтальной как ДВ или д с соответственно. Поэтому необходимые для расчета развернутые размеры, если они не указаны разработчиком в примечаниях рабочего чертежа, определяются путем алгебраических преобразований. Например,дан рабочий чертеж (фиг.7) катушки 2 со следующими размерами;L - длина катушки; Н - высота катушки; a,1i - размеры поперечного сечения; Q- длина пазовой части; С - длина вылета пазовой части з.а пределы сердечника; v Ъ - шаг катушки по пазам;
TO - внутренний радиус головки лобовой части; R-- радиус перехода от прямрли. нейной к лобовой части; d - угол наклона лобовой части; jb - требуемый угол отгиба лобовых
частей.
Методика расчета и построения шаблона заключается в следующем.
Развернутая длина лобовой части 1 согласно фиг. 5 и 7
М
1,Ь
4
sin
т.к. AD 1 H-h-r(,-h H-2h-r,
А С .±2Ы sin
.
Длина прямолинейной части
о f, + 2.С Внутренний периметр Р катушки
..e.k,j7r.efk/R.e. + 2e-t-4e+
27r(2k,) . где к ,K2 - коэффициенты приведения.
Угол ot.jj между сторонами 3 и 4 шаб .лона, соответствующими лобовой и пазовой частям нижней стороны катушки, без учета угла пружинения
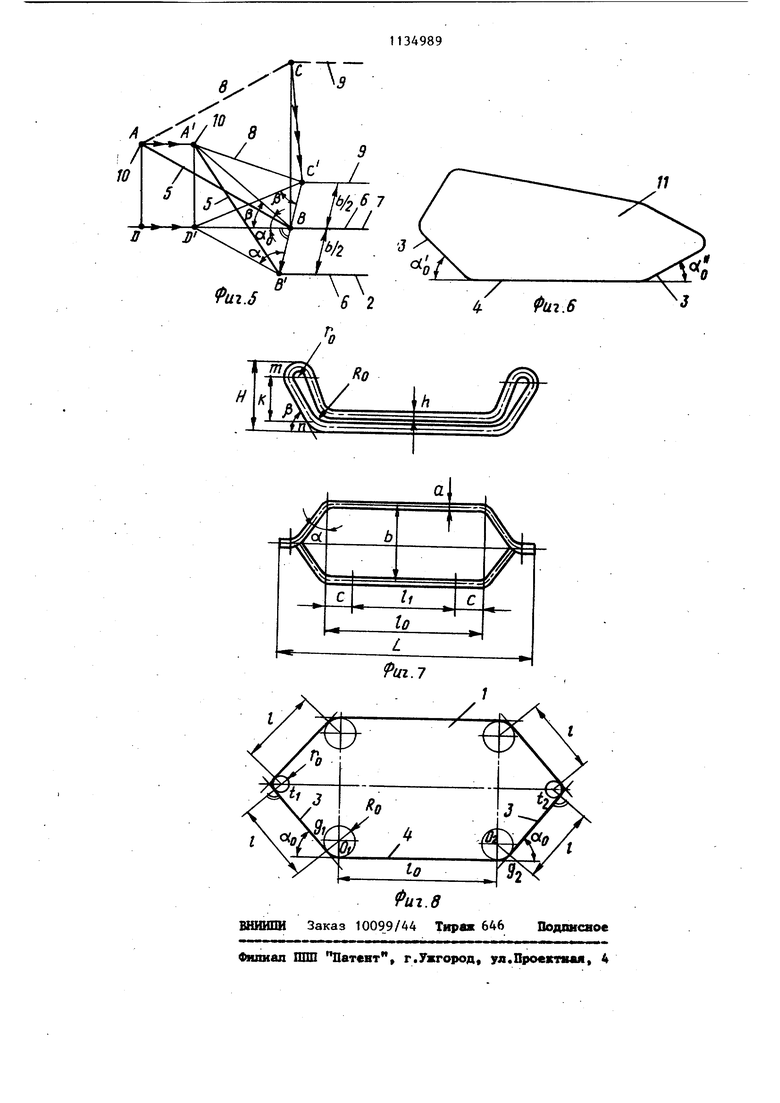
ctQ: «rcSih- -t i c6 . Построение шаблона 1 состоит в
следующем (фиг.8).
Откладываем на горизонтальной прямой длину 1(,. Из точек 0 и 0 проводим окружности радиусами R и под углом d,g проводим касательные к этим окружностям. Из точек касания и g-2 делаем на касательных засечки размером 1. Ставим в точках засечки 1 и i перпендикуляры и проводим касательные окружности радиусом Гц . Верхнюк часть шаблона строим симметрично нижней.
Проверяем соответствие периметра полученного шаблона Рщ рассчитанному внутреннему перимеру Р катушки. Полученный шаблон изготавливается плоским толщиной а (обычно из листового текстолита, алюминия и т.п.) и устанавливается в приспособление для намотки.
Далее наматывают на шаблоне 1 катушку 7, при этом угол между сторонами 5 и 6 становится равным (фиг.2) и растягивают ее до получения катушки 2 с требуемыми размерами (фиг.З и 4).
Растяжку катушки 7 производят на обычных растяжных станках, при этом происходит осаждение вниз верхних лобовых 8 и пазовой 9 частей, а также разведение нижней 6 и верхней
9пазовых частей на расстояние Ъ, равное шагу катушки 2 по пазам. Головки 10 лобовых частей 5 и 8 фиксируются на растяжном станке от смещений по высоте и в поперечном направлении. При растяжке смещение головок
10происходит только в продольном направлении - они сближаются между собой с увеличением угла между лобовой 5 и пазовой 6 частями катушки 2 (фиг.З). Формовка лобовых частей 8 происходит соответственно лобовым частям 5. Соотношение между углом 0 (углом между сторонами 5 и
6 катушки 7) и требуемым углом /i (углом отгиба лобовых частей 5 готовой катушки 2) можно определить по фиг.5 путем следующих преобразований:
° ®Тй
2
А8
т.к. , , ie-f 5B -t /i--tg-oCBB ,
где t - шаг катушки по пазам;
t - развернутая длина лобовой
части;
cL - угол наклона лобовой части; А - требуемый угол отгиба лобовы
частей.
Кроме того, при расчете угла учитывают угол пружинения, который определяется в каждом конкретном случае в зависимости от материала провода и размеров катушки при изготовлении пробных катушек.
При разных углах отгиба лобовых частей углы otjj и ot определяют для каждой из лобовых частей отдельно, и намоточный шаблон 11 принимает форму несимметричного шестиугольника (фиг.6).
Отличие данной методики состоит в следующем. Если раньше расчеты построения шаблона велись по линейным рамерам (Е ,6 (, о) и его форма могл быть (учитывая нежесткость фигуры шестиугольника) произвольной лишь бы только Р Рц,, то согласно предлагаемой методике помимо этого расчета построение шаблона ведется с учетом угла cL 5 что позволяет при растяжке получить катушку с отгнутыми на требуемый угол и лобовыми частями. Использование предлагаемого способа изготовления катушек повышает производительность, так как он содержит две технологические операции намотку катупжи на шаблон и растяжку 4у х: у 6/ 10 10 пазовых частей. При этом сам процесс намотки и растяжки остается прежним, а расчет контура шаблона усложняется незначительно. Устранение гибки лобовых частей кроме уменьшения трудоемкости исключает затраты на изготовление гибочного устройства и амортизацию пресса, что повьшхает технологичность изготовления особенно при серийном производстве больших партий катушек. Фиг.З Й/г.«
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмотка статора высоковольтной двухполюсной машины | 1989 |
|
SU1721716A1 |
| Способ формирования жестких секций обмотки статора | 1991 |
|
SU1791911A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Способ изготовления жестких катушек электрических машин | 1976 |
|
SU599314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНЫХ КАТУШЕК ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2169980C1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Станок для намотки якорей | 1987 |
|
SU1494145A1 |
| Устройство для изготовления катушек статоров электрических машин | 1982 |
|
SU1089714A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ КАТУШЕК ЭЛЕКТРИЧЕСКИХ МАШИН, заключающийся в намотке катушки на шаблоне, отгибе лобовых частей и последующей растяжке пазовых частей катушки. отличающийся тем, что, с целью повьш1ения производительности,, отгиб лобовых частей катушки ведут одновременно с растяжкой пазовых частей , а намотку катушки производят на шаблоне, угол между сторонами которого, соответствующими лобовой и пазовой частям катушки, равен cL JJ o с S i п-2J-t (g об. + 2Г . где Ь - шаг катушки по пазам; - длина развернутой лобовой части; ct - угол наклона лобовой части; /Ь - требуемьй угол отгиба лобо(Л вых частей; f- угол пружинения. 7 00 4 СО 00 со иг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов Н.В | |||
| Обмотчик электрических машин | |||
| М., Высшая школа, 1977, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления жестких катушек электрических машин | 1976 |
|
SU599314A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
