Л-А
4;i
О
N ю
ГчЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| ФАСОВОЧНО-УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2132294C1 |
| Ножницы комбинированные | 1979 |
|
SU889311A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Комбинированные ножницы | 1987 |
|
SU1500442A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Устройство для сварки сетки | 1987 |
|
SU1526941A1 |
| Грейферное подающее устройство к прессу | 1987 |
|
SU1433594A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
Изобретение относится к области машиностроения, а именно к устройствам для контактной точечной сварки, и может быть применено для изготовления железобетонных конструкций. Цель изобретения - упро- ш.ение конструкции и повышение ее эксплуатационной надежности. Подвижный нож 7 механизма отрезки закреплен на качаюшем- ся рычаге 8. Один конец рычага 8 соединен шарнирно с ползуном 11, установленным в направляюших 12 с возможностью фиксирования рабочего и нерабочего положений. Другой конец имеет возможность взаимодействия в нерабочем положении с выставляемым упором 17. Качающийся рычаг 8 приводится в движение тягой 21, соединенной рычажной связью с приводом. Устройство позволяет применить единый кривошип- но-шатунный привод всех исполнительных механизмов. Применение для механических связей простейших звеньев - тяг, рычагов упрощает конструкцию. 3 ил. € (Л
Фс/г.2
Изобретение относится к машиностроению, в частности к производству устройств для контактной точечной сварки, и может быть применено при изготовлении железобетонных конструкций.
Цель изобретения - упрощение конструкции и повышение ее эксплуатационной надежности.
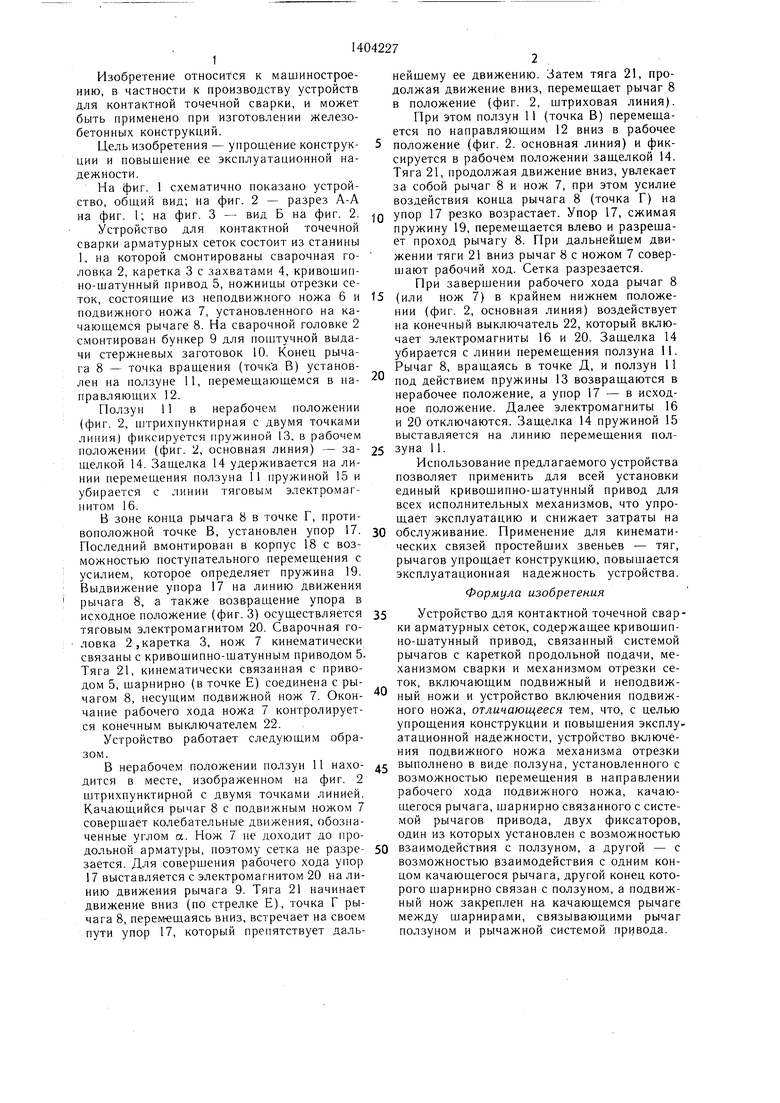
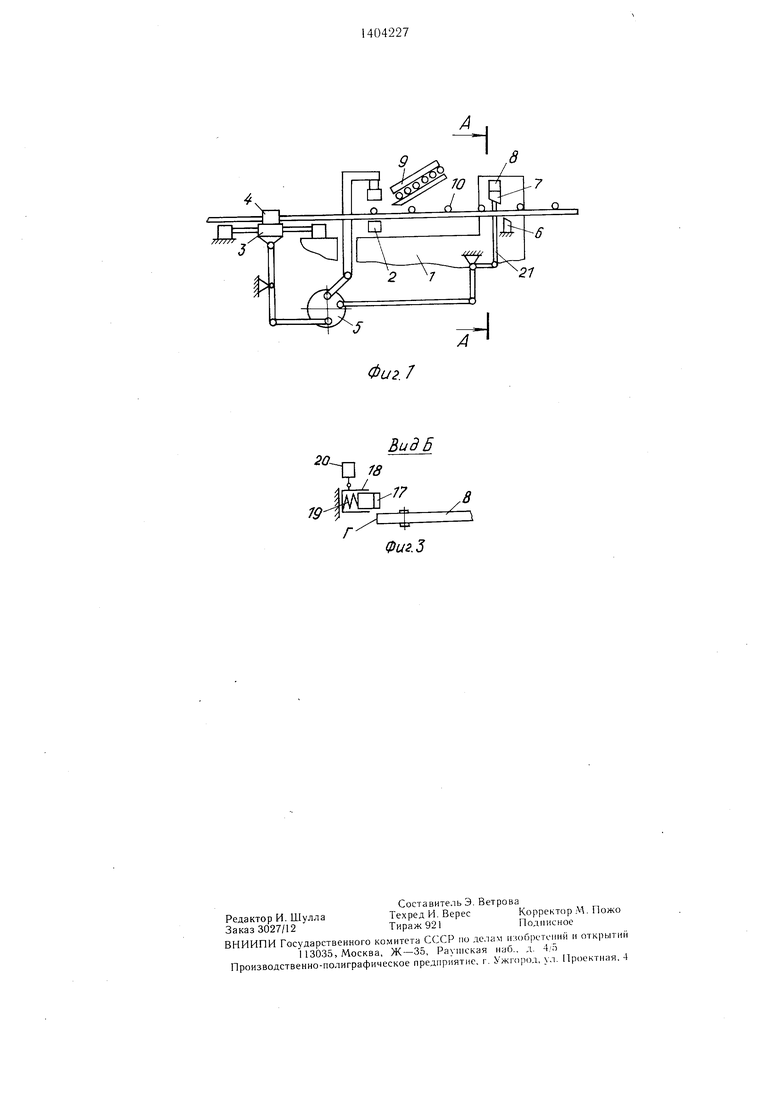
На фиг. 1 схематично показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Устройство для контактной точечной сварки арматурных сеток состоит из станины 1, на которой смонтированы сварочная головка 2, каретка 3 с захватами 4, кривощигь но-шатунный привод 5, ножницы отрезки сеток, состоящие из неподвижного ножа 6 и подвижного ножа 7, установленного на качающемся рычаге 8. На сварочной головке 2 смонтирован бункер 9 для поштучной выдачи стержневых заготовок 10. Конец рычага 8 - точка вращения (точка В) установлен на ползуне 11, перемещающемся в направляющих 12.
Ползун 11 в нерабочем положении (фиг. 2, штрихпунктирная с двумя точками линия) фиксируется пружиной 13, в рабочем положении (фиг. 2, основная линия) - за- щелкой 14. Защелка 14 удерживается на линии перемещения ползуна 11 пружиной 15 и убирается с линии тяговым электромагнитом 16.
В зоне конца рычага 8 в точке Г, противоположной точке В, установлен упор 17. Последний вмонтирован в корпус 18 с возможностью поступательного перемещения с усилием, которое определяет пружина 19. Выдвижение упора 17 на линию движения рычага 8, а также возвращение упора в исходное положение (фиг. 3) осуществляется тяговым электромагнитом 20. Сварочная головка 2,каретка 3, нож 7 кинематически связаны с кривошипно-щатунным приводом 5 Тяга 21, кинематически связанная с приводом 5, щарнирно (в точке Е) соединена с рычагом 8, несущим подвижной нож 7. Окончание рабочего хода ножа 7 контролируется конечным выключателем 22.
Устройство работает следующим образом.
В нерабочем положении ползун 11 находится в месте, изображенном на фиг. 2 штрихпунктирной с двумя точками линией. Качающийся рычаг 8 с подвижным ножом 7 совершает колебательные движения, обозначенные углом а. Нож 7 не доходит до продольной арматуры, поэтому сетка не разрезается. Для совершения рабочего хода упор 17 выставляется с электромагнитом 20 на линию движения рычага 9. Тяга 21 начинает движение вниз (по стрелке Е), точка Г рычага 8, перем-ещаясь вниз, встречает на своем пути упор 17, который препятствует даль
0
5
0
5
5
нейшему ее движению. Затем тяга 21, продолжая движение вниз, перемещает рычаг 8 в положение (фиг. 2, щтриховая линия).
При этом ползун 11 (точка В) перемещается по направляющим 12 вниз в рабочее положение (фиг. 2. основная линия) и фиксируется в рабочем положении защелкой 14. Тяга 21, продолжая движение вниз, увлекает за собой рычаг 8 и нож 7, при этом усилие воздействия конца рычага 8 (точка Г) на упор 17 резко возрастает. Упор 17, сжимая пружину 19, перемещается влево и разрешает проход рычагу 8. При дальнейшем движении тяги 21 вниз рычаг 8 с ножом 7 совершают рабочий ход. Сетка разрезается.
При завершении рабочего хода рычаг 8 (или нож 7) в крайнем нижнем положении (фиг. 2, основная линия) воздействует на конечный выключатель 22, который включает электромагниты 16 и 20. Защелка 14 убирается с линии перемещения ползуна 11. Рычаг 8, вращаясь в точке Д, и ползун 11 под действием пружины 13 возвращаются в нерабочее положение, а упор 17 - в исходное положение. Далее электромагниты 16 и 20 отключаются. Защелка 14 пружиной 15 выставляется на линию перемещения ползуна 11.
Использование предлагаемого устройства позволяет применить для всей установки единый кривошипно-шатунный привод для всех исполнительных механизмов, что упрощает эксплуатацию и снижает затраты на 0 обслуживание. Применение для кинематических связей простейших звеньев - тяг, рычагов упрощает конструкцию, повышается эксплуатационная надежность устройства.
Формула изобретения
Устройство для контактной точечной сварки арматурных сеток, содержащее кривошипно-шатунный привод, связанный системой рычагов с кареткой продольной подачи, механизмом сварки и механизмом отрезки сеток, включающим подвижный и неподвижный ножи и устройство включения подвижного ножа, отличающееся тем, что, с целью упрощения конструкции и повыщения эксплуатационной надежности, устройство включения подвижного ножа механизма отрезки выполнено в виде ползуна, установленного с возможностью перемещения в направлении рабочего хода подвижного ножа, качающегося рычага, шарнирно связанного с системой рычагов привода, двух фиксаторов, один из которых установлен с возможностью взаимодействия с ползуном, а другой - с возможностью взаимодействия с одним концом качающегося рычага, другой конец которого шарнирно связан с ползуном, а подвижный нож закреплен на качающемся рычаге между шарнирами, связывающими рычаг ползуном и рычажной системой привода.
0
5
0
Фи2.7
Вид Б
8
| УСТРОЙСТВО для РЕЗКИ к МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 0 |
|
SU200392A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Маркинд А | |||
| Г | |||
| и др | |||
| Автоматизированная линия для изготовления арматурных каркасов шпалерных стоек | |||
| Экспресс-информация ВНИИЭСМ, сер | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
