4ik.
12
tib tNd
ГЧ)
щается в благоприятньй режим работы. Одновременно с этим при увеличении припуска или твердости обрабатываемой детали и увеличении силы резания, действующей на резец 6 сердечник 3 электромагнита 4, электрически связанного с переменным сопротивлением 9, начинает вьщвигаться, перемещая
электродвигатель 1 с эксцентриком 2 вдоль балансира 10 в направлении вала 7. Вследствие этого увеличивается амплитуда колебаний режущего инструмента, что значительно сокращает время, необходимое для поднастройки системы СПИД, 1 ип.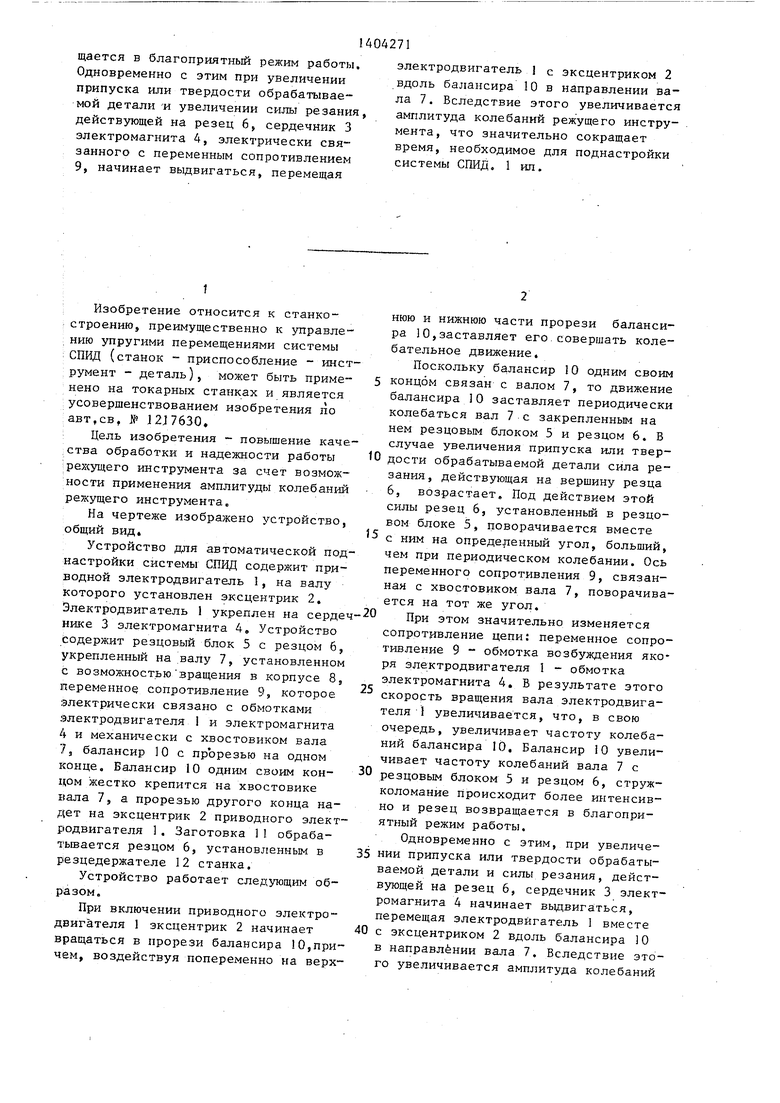
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической поднастройки системы СПИД | 1984 |
|
SU1217630A2 |
| Устройство для автоматической поднастройки системы спид | 1978 |
|
SU791502A1 |
| Устройство для автоматического управления положением резца при поднастройке системы спид | 1977 |
|
SU733966A1 |
| Устройство для автоматической поднастройки колеблющегося резца в пространстве | 1991 |
|
SU1802780A3 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКИ | 1971 |
|
SU294679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
Изобретение относится к станкостроению, преимущественно к управлению упругими перемещениями системы СПИД (станок - приспособление - инструмент - деталь), и может быть применено на токарных станках. Цель изобретения - повьшение качества и надежности работы режущего инструмента. В случае увеличения припуска или твердости обрабатываемой детали сила резания, действующая на вершину рез ца 6, возрастает. Под действием этой силы резец 6, установленный в резцовом блоке 5, поворачивается вместе с ним на определенный угол, больший, чем при периодическом колебании.Ось переменного сопротивления 9, связанная с хвостовиком вала 7, поворачивается на тот же угол. При этом значительно изменяется сопротивление цепи: переменное сопротивление 9 - обмотка возбуждения якоря электродвигателя 1 - обмотка электромагнита 4. В результате этого скорость вращения вала электродвигателя 1 увеличивается, что, в свою очередь, увеличивает частоту колебаний резца 6, и он возвра- I а tQ С
I
Изобретение относится к станкостроению, преимущественно к управлению упругими перемещениями системы СПИД (станок - приспособление - инструмент - деталь), может быть применено на токарных станках и является усовершенствованием изобретения по авт,св, № J2J7630,
; Цель изобретения - повышение качества обработки и надежности работы режущего инструмента за счет возможности применения амплитуды колебаний режущего инструмента.
На чертеже изображено устройство, общий вид.
Устройство для автоматической под настройки системы СПИД содержит приводной электродвигатель , на валу которого установлен эксцентрик 2. Электродвигатель 1 укреплен на серде Нике 3 электромагнита 4, Устройство содержит резцовый блок 5 с резцом 6, укрепленный на валу 7, установленном с возможностью вращения в корпусе 8j переменное сопротивление 9, которое электрически связано с обмотками электродвигателя I и электромагнита 4 и механически с хвостовиком вала 7j балансир 10 с прорезью на одном конце. Балансир 10 одним своим концом жестко крепится на хвостовике вала 7, а прорезью другого конца надет на эксцентрик 2 приводного электродвигателя 1. Заготовка 11 обраба- тьюается резцом 6, установленным в резцедержателе 12 станка.
Устройство работает следующим образом.
При включении приводного электродвигателя 1 эксцентрик 2 начинает вращаться в прорези балансира 10,причем, воздействуя попеременно на верх20
нюю и нижнюю части прорези балансира 10,заставляет его.совершать колебательное движение.
Поскольку балансир 10 одним своим
5 концом связан с валом 7, то движение балансира IО заставляет периодически колебаться вал 7с закрепленным на нем резцовым блоком 5 и резцом 6. В случае увеличения припуска или твер 0 дости обрабатываемой детали сила резания, действующая на вершину резца 6, возрастает. Под действием этой силы резец 6, установленный в резцовом блоке 5, цоворачивается вместе
5 с ним на определенный угол, больший, чем при периодическом колебании. Ось переменного сопротивления 9, связанная с хвостовиком вала 7, поворачивается на тот же угол.
При этом значительно изменяется сопротивление цепи: переменное сопротивление 9 - обмотка возбуждения якоря электродвигателя 1 - обмотка электромагнита 4, В результате этого скорость вращения вала электродвигателя 1 увеличивается, что, в свою очередь, увеличивает частоту колебаний балансира Ю, Балансир 10 увеличивает частоту колебаний вала 7 с
30 резцовым блоком 5 и резцом 6, струж- коломание Происходит более интенсивно и резец возвращается в благоприятный режим работы.
Одновременно с этим, при увеличе35 НИИ припуска или твердости обрабатываемой детали и силы резания, действующей на резец 6, сердечник 3 электромагнита 4 начинает выдвигаться, перемещая электродвигатель 1 вместе
40 с эксцентриком 2 вдоль балансира 10 в направлении вала 7, Вследствие этого увеличивается амплитуда колебаний
25
режущего инструмента, что значительно сокращает время, необходимое для поднастройки системы СПИД,
Предложенная конструкция устройства позволяет значительно расширить его технологические возможности, при этом появляется возможность при увеличении припуска или твердости обрабатываемой заготовки одновременно увеличивать частоту и амплитуду колебаний режущего инструмента, что значительно сокращает время поднастрой- ки системы СПИД и положительно влияет на качество обработки.
Формула изобретения
Устройство для автоматической под- настройки системы СПИД по авт.св. № 1217630, отличающееся тем, что, с целью повышения качества обработки и надежности работы режущего инструмента, в устройство дополнительно введён электромагнит, а приводной электродвигатель жестко укреплен на сердечника электро - магнита с возможностью пере - мещения вместе с ним вдоль бала йсидза.
| Устройство для автоматической поднастройки системы СПИД | 1984 |
|
SU1217630A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
