(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ НЕЖЕСТКИХ ВАЛОВ НА ТОКАРНОМ СТАНКЕ | 1990 |
|
RU2009830C1 |
| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Устройство для обработки нежестких деталей | 1984 |
|
SU1232379A1 |
| Способ поднастройки системы СПИД и устройство для его осуществления | 1985 |
|
SU1255284A1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| Устройство для автоматической поднастройки системы СПИД | 1986 |
|
SU1404271A2 |
СПОСОБ ПОДНАСТРОЙКИ СИСТЕЬИ СПИД ПО авт.св. 900992, отличающийся тем, что, с целью повышения точности и расширения технологических возможностей, растягивающее усилие прикладывают с частотой, кратной частоте вращения детали, причем импульсы управляемой растягивающей силы прикладывают пропорционально величине амплитуды вынужденных колебаний в плоскости резания.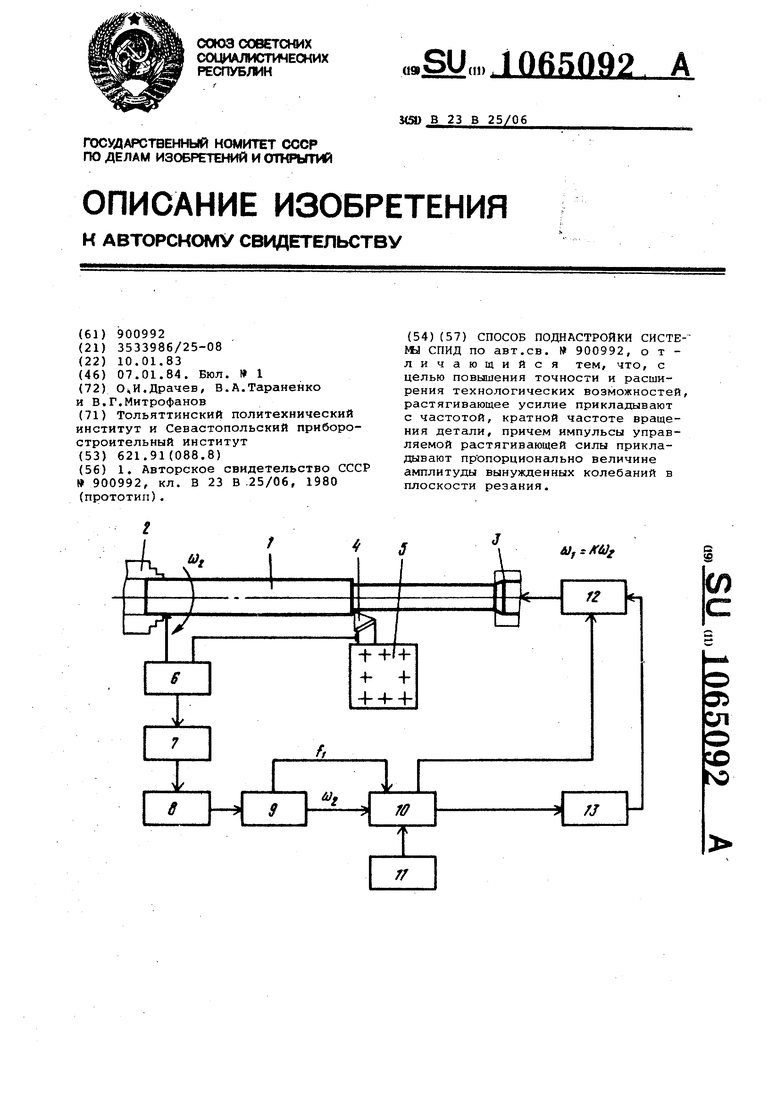
:л
о
X)
ЧЭ Изобретение относится к станкостроению и может быть использовано при обработке нежестких деталей на металлорежущих станках с примен нием систем адаптивного-управления По основному . № 900992 известен способ поднастройки сисTerjsH СПИД, по ко орому измеряют термо-ЭДС термопары резец-деталь, выделяют переменную составляющую термо-ЭДС, несущую информацию о ча тоте и амплитуде относительных колебаний резца и деталиJ полученный сигнал усиливают и из него выделяю сигнал, пропорциональный автоколебаниям, которым воздействуют чер блок управления на упругую систему СПИД путем автоматического управления динамической растягивающей силой по длине обработки и вносят корректирующую поправку в относите ное положение детали и резца, при этом отстраивают систему от резонанса вибраций при автоколебательном режиме ij , Однако известный способ поднастройки характеризуется недостаточной точностью обработки нежестких деталей, ограниченными техноло гическими возможностями, необходимостью мощного привода для реализации способа. Цель изобретения - повышение то ности обработки и расширение техно логических возможностей. Указанная цель достигается тем, что согласно способу поднастройки растягивающее усилие прикладывают с частотой;, кратной частоте вращения детаз1И; причем импульсы управляемой растягивающей силы прикладывают пропорционально величине амплитуды вынужденных колебаний в плоскости резания. На чертеже представлена структурная схема систег фл автоматического управленияр посредством которой реализуется способ поднастройк системы СПИД„ Система автоматического управле ния , реализующая способ поднастрой ки системы СПИД, содержит обрабаты ваемую нежесткую деталь 1, закрепленную в патроне 2 передней бабки и механизм 3 зажима задней бабки, резец 4, закрепленный в резцедержателе 5 станка, устройство б измерения термо-ЭДС естественной тер пары резец-деталь у блок 7 выделения переменной составляющей термоЭДС, усилитель 8, фильтр 9 выделен частоты автоколебанийi , блок управления 10, задающее устройство 1 механизм 12 натяжения детали 1, механизм 13 импульсного изменения управляемой растягивающей силы. На чертеже применяются следующие обоз чения: i - частота автоколебаний, ОЭ частота вынужденных колебаний детали (оборот детали), частота изменения импульсов растягивающей силы (k 2,4,. , ц) . Способ поднастройки системы СПИД реализуется следующим образом. Предварительно деталь 1 устанавливается в патроне 2 передней бабки станка и зажимает ее. Второй конец детали 1, обращенный к задней бабке,, зажимают в механизме 3 зажима. К детали 1 подводят резец 4 и настраивают его на требуемый раз- мер. Включают привод главного -движения станка, приводят во вращение деталь 1 и осуществляют резание, затем начинсшзт обработку. Одновременно с блока 10 управления подают сигнал на механизм 12 натяжения детали 1 и предварительно нагружают ее начальной растягивающей силой для увеличения жесткости системы СПИД. В процессе обработки устройством 6 измеряют термо-ЭДС естественной термопары резец-деталь и с помощью блока 7 выделяют переменную составляющую термо-ЭДС, несущую информацию о вынужденных колебания;х системы деталь-резец. Так как глубина резания из-за малой жесткости детали является величиной переменной по диаметру детали и ее длине, то термо-ЭДС пропорциональна глубине резания, т.е. частота и aг mлитyдa переменной составляющей термо-ЭДС пропорциональна частоте вращения детали и а;утлитуде относительных колебаний деталь-резец в зоне резания. Сигнал, пропорциональный переменной составляющей термо-ЭДС, усиливают в усилители 8 и подают на фильтр 9, где выделяют сигналы i и Wg , соответственно пропорциональные, автоколебаниям и вынужденным колебаниям, и подают их на блок 1-0 управления. С задающего устройства в зависимости от размеров обрабатываемой детали и режимов обработки вводится )ициент кратности вынужденных колебаний (имеющий четные значения 2,4, 6... я). Сигнал с блока 10 управления поступает на механизм 13 импульсного изменения управляемой растягивающей силы, который воздействует с частотой (j2 ц -с KCOg г кратной частоте вращения детали, на зажатый в механизме 3 конец детали. Импульсы управляемой растягивающей силы прикладывают в момент прохождения максимальной амплитуды биения детали через вершину резца и при повороте ее на угол, пропорциональный коэффициенту кратности частоты вынужденных колебаний детали, при этом вносят корректируютую поправку в относительное поло- жение резца и детали при резании.
Способ опрйбован на станке 1А616 со встроенной автоматически управляемой задней бабкой, в пиноль каждой встраивается гидравлический сервопривод, управляемый от электронного блока управления с учетом заданного воздействия. Обрабатываемая деталь имеет следующие параметры: длина 450 мм, диаметр 20 мм. Оба конца детали зажимаются специсШьными патронами с учетом действия иа них сил растяжения. Режимы резания:скорость резания 15-19 м/ми -Глубина резания 0,25-0,75 мм, подача 0,054-0,11. Начальный эксцентриситет заготовки 0,320-3,350 мм. Геометрия инструмента (ft 45 , у г 5 , vL- 5°, твердосплавная пластинка Т15К6. Начальное осевое усилие растяжения 50 кг.
Точность обработки повышается в 4-4,75 раза в зависимости от режимов резания, геометрических размеров заготовки и точки зоны обработки. Точность обработки в центре заготовки повьЕиается максимально в 3,5-4 раза. С увеличением отношения длины заготовки к диаметру точность повышается.
При растяжении собственная частота детали растет на 10-20%, т.е. происходит смещение спектра частот в сторону их возрастания и одновременно уменьшаются амплитуды колебаний по соответствующим формам. Последнее позволяет повысить виброустойчивость системы СПИД в 2-2,35
0 раза, что приводит к увеличению производительности на 40-45%.
Импульсное приложение растягивающей силы приводит к уменьшению величины силы растяжения в 6-8 раз,
5 уменьшению мощности механизма растяжения на 60%. Кратность частот импульсов растягивающей силы частоте вращения детали позволяет получить резонансный режим работы.
Указанный способ поднастройки сис0темы СПИД обеспечивает повышение точности поднастройки и обработки, расширяет технологические возможности, уменьшает величину силы растяжения при том же эффекте, коррек5тирующее воздействие осуществляют на упругую систему СПИД, что упрощает процесс .поднастройки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
