Известны устройства для автоматической поднастройки размерных цепей токарного станка в процессе обработки с перемещением исполнительного звена через пару винт - гайка от электродвигателя, который вращается по сигналу рассогласования между величинами, заданной и измеренной датчиком упругих перемещений. Однако недостаток этих устройств состоит в том, что требуется дополнительная затрата времени на смену инструмента, не обеспечивается одновременная работа несколькими инструментами, уменьщается жесткость системы СПИД вследствие ослабления одного из звеньев.
Предлагаемое устройство отличается от известных тем, что, с целью повыщения точности и производительности обработки, исполнительное звено устройства выполнено в виде поворотной на укрепленной в резцедержателе оси пластины, несущей стружколом, одним концом шарнирно связанной с винтом привода, имеющим осевое перемещение.
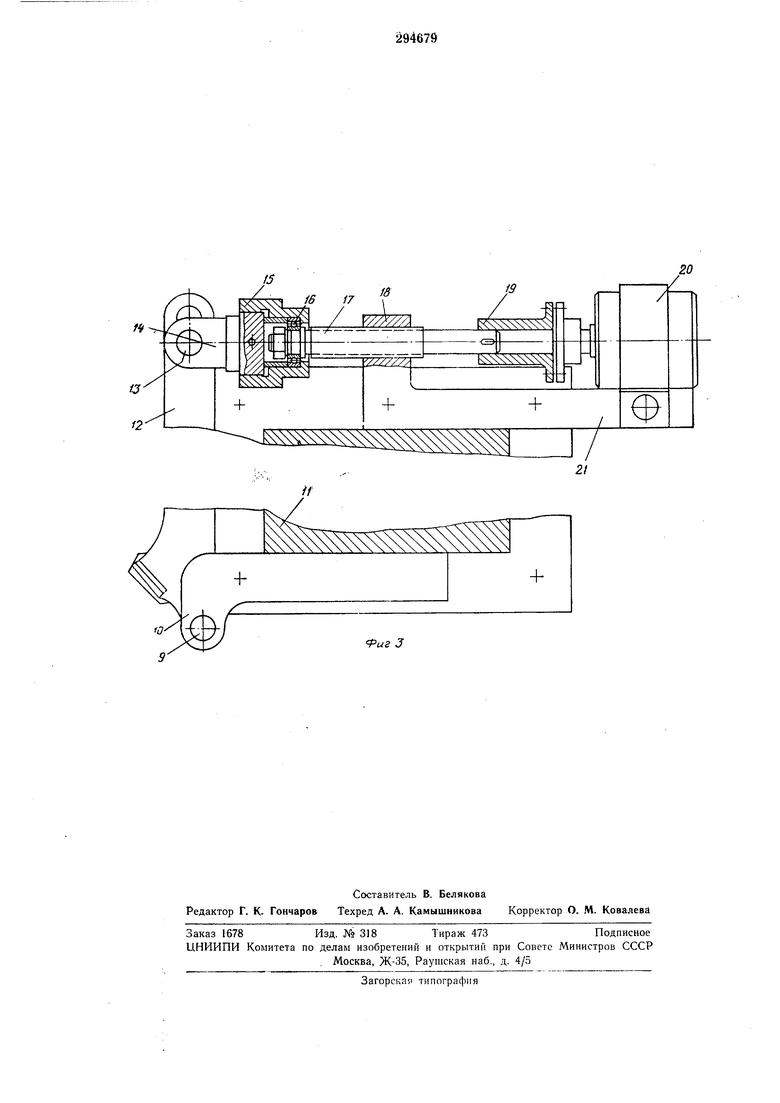
На фиг. 1 схематично изображено описываемое устройство; на фиг. 2 - крепление пластины в резцедержателе; на фиг. 3 - привод для неремещений пластины со стружколомом.
Устройство для автоматической поднастройки токарного станка содержит резец 1 со стружколомом 2, привод 3 для перемещения пластины со стружколомом, датчик 4 упругих
перемещений, усилитель 5 сигналов датчика, задатчик 6, суммирующее устройство 7, усилитель 8 командных импульсов. Стружколом 2 щтифтом 9 закреплен на пластине 10, которая располагается на резце 1, установленном в резцедержателе 11.
Привод для перемещений стружколома состоит из пластины 12, щтифта 13, скобы 14, стакана 15 с шарикоподщипником 16, ходового винта 17, неподвижной гайки 18, муфты 19, электродвигателя 20 и кронщтейна 21.
Устройство работает следующим образом.
Сигнал от датчика 4 упругих перемещений, усиленный усилителем 5, сравнивается с сигналом задатчика 6 в суммирующем устройстве 7 и после усиления усилителем 8 управляет работой привода 3. Струл колом 2, поворачиваясь вокруг щтифта 9, в соответствии с сигналом датчика 4, изменяет условия стружкообразования.
При перемещении стружколома к детали увеличивается сопротивление схода стружки, что приводит к увеличению сил на стружколоме и соответственно, упругих перемещений в системе СПИД. Это происходит в том случае, если при изменении припуска, твердости или по другим причинам изменяется размер динамической настройки (отжатие).
лом 2 в соответствии с сигналами датчика 4 отводится от детали, чем облегчает условия стружкообразования и, соответственно уменьшает силы на стружколоме.
Таким образом, увеличение силы резания на резце компенсируется уменьшением силы на стружколоме, благодаря чему суммарная сила остается постоянной.
При обработке валов значительной длины, когда необходимо учесть изменение жесткости системы СПИД по координате перемещения резца, стружколом поворачивается от сигналов датчика и программного устройства, которые пропорциональны систематическим погрешностям с обратным знаком.
Предмет изобретений
Устройство для автоматической поднастройки токарного станка в процессе обработки с перемещением исполнительного звена через пару винт-гайка от электродвигателя, вращение которого производится по сигналу рассогласования между величинами, заданной и измеренной датчиком упругих перемещений,
отличающееся тем, что, с целью . повышения точности и производительности обработки, исполнительное звено устройства выполнено в виде поворотной на укрепленной в резцедержателе оси пластины, несущей стружколом,
одним концом шарнирно связанной с винтом привода, имеющим осевое перемещение.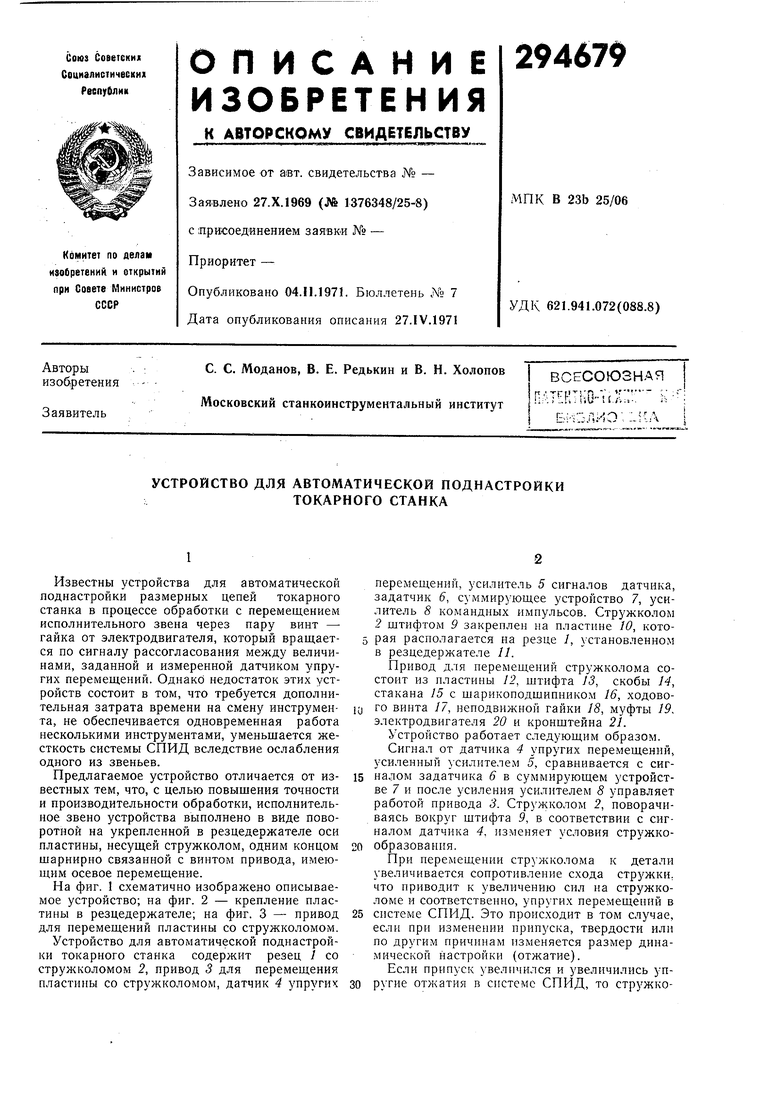
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для токарной обработки | 1984 |
|
SU1154052A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |
| Устройство для измерения перемещений резца относительно станины | 1974 |
|
SU568500A1 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2010 |
|
RU2414994C1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
| Накладной стружколом для токарного резца | 2022 |
|
RU2800088C1 |