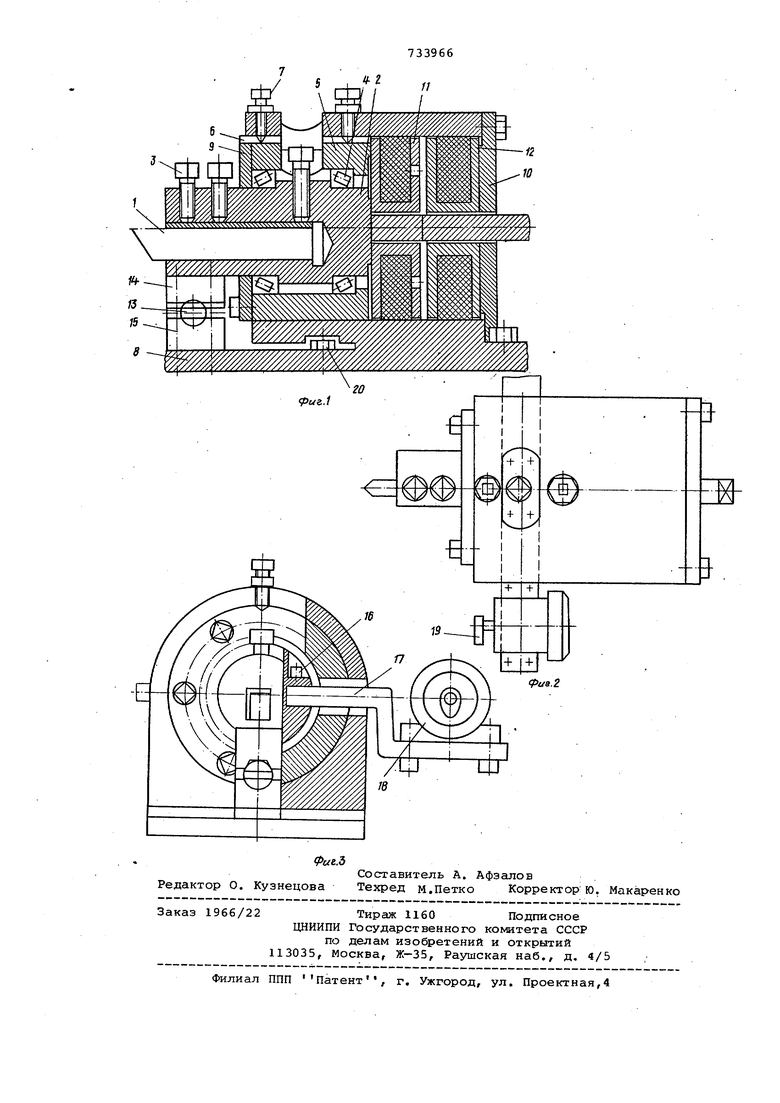
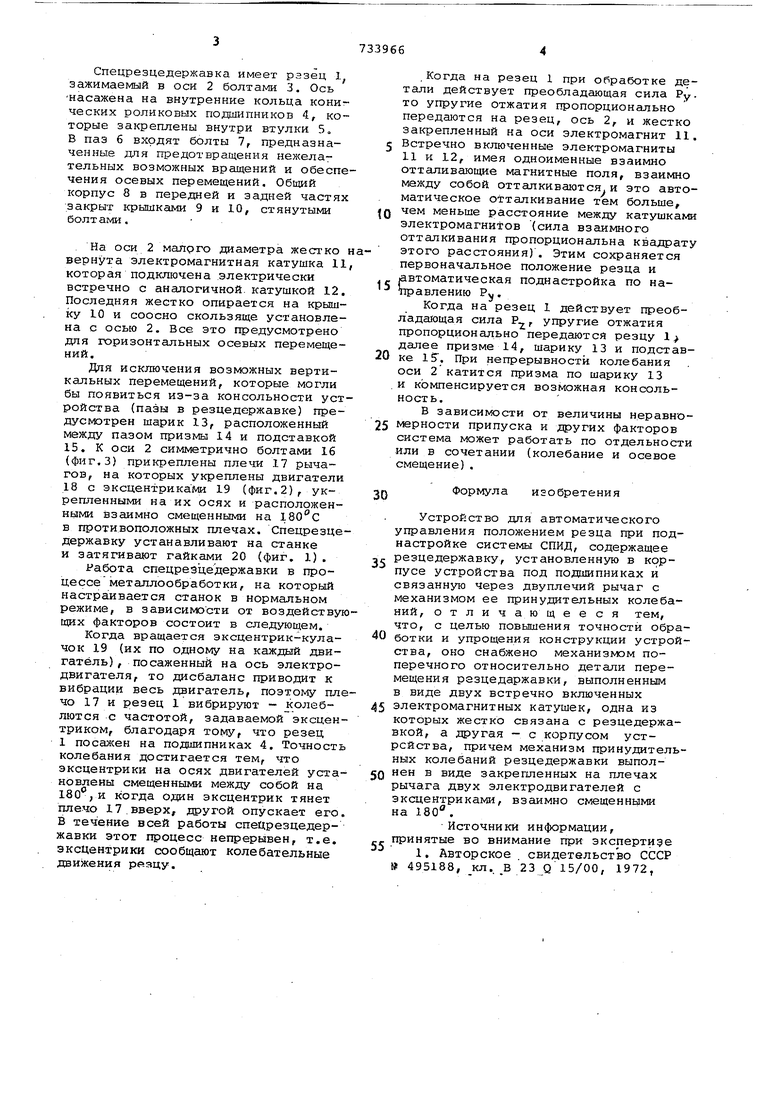
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ РЕЗЦА ПРИ ПОДНАСТРОЙКЕ СИСТЕМЫ СПИД Изобретение относится к области станкостроения, преимущественно, к управлению упругими перемещениями системы СПИД (станок-приспособлениеинструмент-деталь), Известно устройство, спецрезцедер жавка, которого обеспечивает управле ние точностью детали сообщением резцу колебаний. Режущий инструмент уст новлен в середине двуплечного рычага на плечах которого закреплены якоря двух соленоидов,связанных электричес между собой и с триггером, управляемым коммутирующим устройством, на вход которого подается также сигнал с одного из соленоидов, а выход связан с серводвигателем подачи салазок суппорта. Соосно инструменту установлены регулировочные сопротивления, величина которых изменяется при осевом перемещении инструмента, сигнал с регулировочных сопротивлений подается на коммутирующее устройство 1. в этом устройстве резец только по ворачивается и ему сообщаются низкочастотные колебания. Это недостаточн для получения точной детали. Целью изобретения является создание устройства для автоматического управления положением резца в пространстве при поднастройке систем СПИД для повышения точности обработки деталей при товарной обработке. Цель достигается тем, что устройство для автоматического управления положением резца при поднастройке системы СПИД, содержащее резцедержавку, установленную в корпусе устройства на подшипниках и связанную через двуплечий рычаг с механизмом ее принудительных колебаний, снабжено механизмом поперечного относительно детали перемещения резцедёржавки, выполненным в виде двух встречно включенных электромагнитных катушек,одна из которых жестко.связана с резцедержавкой, а другая - с корпусом устройства, причем механизм принудительных колебаний резцедёржавки выполнен в виде закрепленных на плечах рычага двух электродвигателей с эксцентриками, взаимно сгущенными на . На фиг.1 изображена предлагаемая специальная резцедержавка, продольный разрез ; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку.
Спецрезцедержавка имеет рззёц 1, зажимаемый в оси 2 болтами 3, Ось насажена на внутренние кольца конических роликовых подшипников 4, которые закреплены внутри втулки 5 В паз б входят болты 7, предназначенные для предотвращения нежелательных возможных вращений и обеспечения осевых перемещений. Общий корпус 8 в передней и задней частях закрыт крышками 9 и 10, стянутыми болтами.
На оси 2 малрго диаметра жест-ко вернута электромагнитная катушка 11 которая подключена электрически встречно с аналогичной, катушкой 12. Последняя жестко опирается на крышку 10 и соосно скользяще установлена с осью 2. Все это предусмотрено для горизонтальных осевых перемещений.
Для исключения возможных вертикальных перемещений, которые могли бы появиться из-за консольности устройства (пазы в резцедержавке) предусмотрен шарик 13, расположенный между пазом призмы 14 и подставкой 15. К оси 2 симметрично болтами 16 (фиг.З) прикреплены плечи 17 рычагов, на которых укреплены двигатели 18 с эксцентрикаМи 19 (фиг.2), укрепленными на их осях и расположенными звзаимно смещенными на в противоположных плечах. Спецрезцедержавку устанавливают на станке и затягивают гайками 20 (фиг. 1).
Работа спецреэцедержавки в процессе металлообработки, на который настрачивается станок в нормальном режиме, в зависимости от воздействущих факторов состоит в следующем.
Когда вращается эксцентрик-кулачок 19 (их по одному на каждый двигатель) , посаженный на ось электродвигателя, то дисбаланс приводит к вибрации: весь двигатель, поэтому плчо 17 и резец 1 вибрируют - колеблются с частотой, задаваемой эксцентриком, благодаря ТОМУ что резец 1 посалсен на подшипниках 4. Точност колебания достигается тем, что эксцентрики на осях двигателей установлены смещенными между собой на 180, и когда один эксцентрик тянет плечо 17.вверх, другой опускает его В течение всей работы спеЦрезцедержавки этот процесс непрерывен, т.е. эксцентрики сообщают колебательные движения резцу.
Когда на резец 1 при обработке детали действует преобладающая сила Ру. то упругие отжатия пропорционально передаются на резец, ось 2, и жестко закрепленный на оси электромагнит 11. 5 Встречно включенные электромагниты 11 и 12, имея одноименные взаимно отталивающие магнитные поля, взаимно между собой отталкиваются,и это автоматическое отталкивание тем больше,
чем меньше расстояние между катушками электромагнитов (сила взаимного отталкивания пропорциональна квадрату этого расстояния). Этим сохраняется первоначальное положение резца и автоматическая поднастройка по наттравлению Р.
Когда на резец 1 действует преобладающая сила Р, упругие отжатия пропорционально передаются резцу 1 далее призме 14, шарику 13 и подстав0 ке 1, При непрерывности колебания оси 2 катится приэма по шарику 13 .и компенсируется возможная консольность.
В зависимости от величины неравномерности припуска и других факторов система может работать по отдельности или в сочетании (колебание и осевое смещение).
Формула изобретения
Устройство для автоматического управления положением резца при поднастройке системы СПИД, содержащее
f. резцедержавку, установленную в корпусе устройства под подшипниках и связанную через двуплечий рычаг с механизмом ее принудительных колебаний, отличающее ся тем, что, с целью повышения точности обработки и упрощения конструкции устройства, оно снабжено механизмом поперечного относительно детали перемещения ргзцедаржавки, выполненным в виде двух встречно включенных
5 электромагнитных катушек, одна из которых жестко связана с резцедержавкой, а другая - с корпусом устройства, причем механизм принудительных колебаний резцедержавки выполQ нен в виде закрепленных на плечах рычага двух электродвигателей с эксцентриками, взаимно смещенными на 180.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 495188, кл.. В 23 Q 15/00, 1972,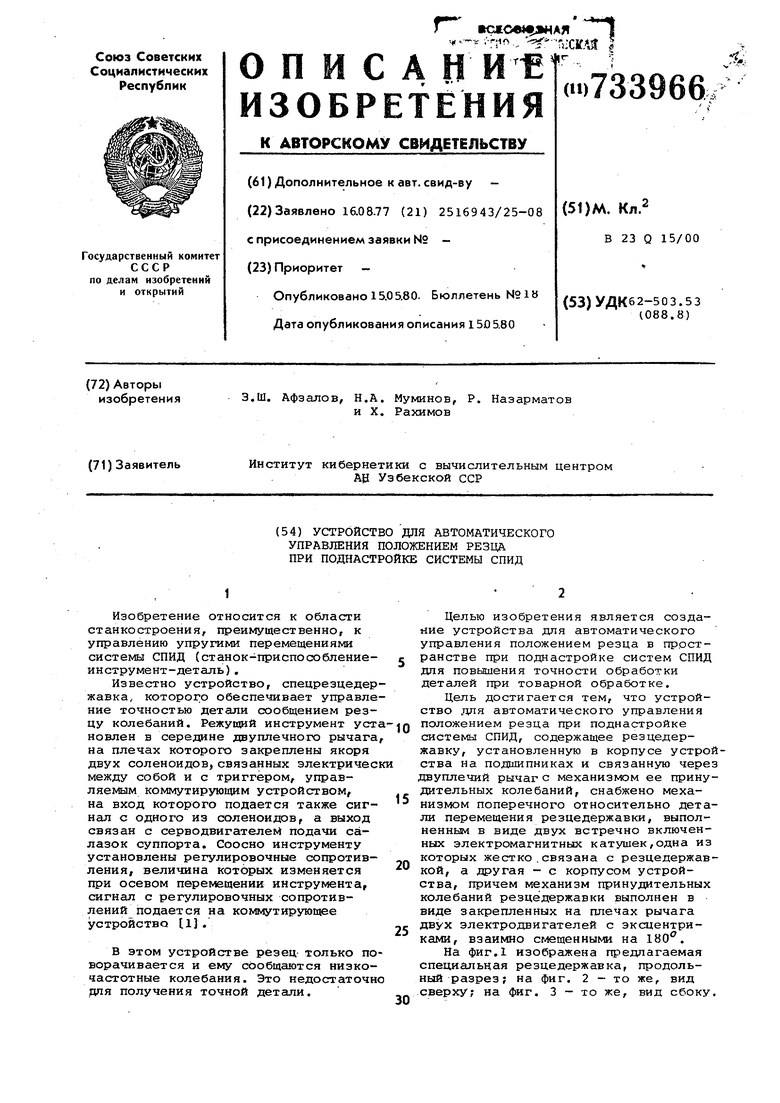
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Устройство для автоматической поднастройки системы СПИД | 1984 |
|
SU1217630A2 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Устройство для автоматической поднастройки системы СПИД | 1986 |
|
SU1404271A2 |
| Устройство для автоматической поднастройки системы спид | 1978 |
|
SU791502A1 |
| Устройство для автоматической поднастройки колеблющегося резца в пространстве | 1991 |
|
SU1802780A3 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU441110A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОГО СТАНКА | 1998 |
|
RU2131802C1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |