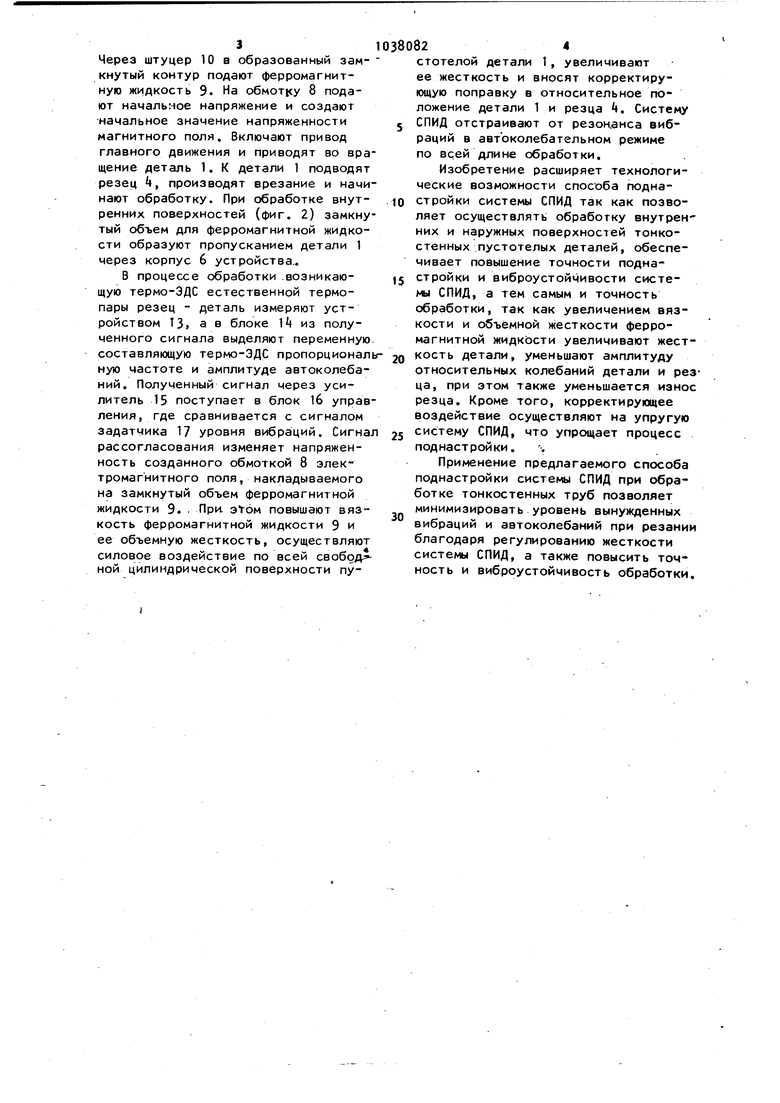
f Изобретение относится к станкостроению и может быть использовано при обработке внутренних и наружных поверхностей нежестких деталей на станках с применением адаптивного управления. Известен способ поднастройки сис темы СПИД, заключающийся в том, что в процессе обработки измеряют упругие перемещения звеньев системы СПИ и вводят соответствующую поправку, .изменяющую толщину срезанного слоя Недостатком известного способа является то, что при обработке неже стких деталей возможно возникновение вибраций, что ухудшает качество и точность обработки. Внесение корректирующей поправки в виде изменен срезанного слоя требует для нежестких деталей широкого диапазона изме нения подачи, что снижает качество обработки и эффективность поднастройки. Известен также способ поднастрой ки системы СПИД, заключающийся в том, что измеряют термо-ЭДС термопары резец-деталь, выделяют переменную составляющую термо-ЭДС, несущую информацию о частоте и амплитуде относительных колебаний резца и детали, полученный сигнал усиливают и из него выделяют.сигнал, пропорциональный автоколебаниям, (Которым воздействуют через блок управления на упругую систему СПИД путем автоматического управления ди намической растягивающей силой по длине обработки и вносят корректиру ющую поправку в относительное, положение детали и резца, при этом от страивают систему СПИД от резонанса вибраций при автоколебательном режиме С 2 3. Недостатками известного способа являются низкая эффективность сниже ния уровня вибраций, ограничение технологических возможностей и недо статочная точность обработки тонкостенных деталей типа втулок,гильз и т.д. Цель изобретения - расширение технологических возможностей и повы шение точности обработки пустотелых деталей. Поставленная цель достигается тем, что согласно способу поднастро ки системы СПИД с управлением упругими перемещениями, при котором измеряют термо-ЭДС термопары резец2-деталь, выделяют переменную составляющую термо-ЭДС, несущую информа- цию о частоте и амплитуде относительных колебаний резца и детали, полученный сигнал усиливают и из него выделяют сигнал, пропорциональный автоколебаниям, необрабатываемую поверхность детали располагают в замкнутом объеме ферромагнитной жидкости, на которую накладывают электромагнитное поле, напряженность которого изменяют пропорционально величине автоколебаний. На фиг. 1 представлена функциональная блок-схема устройства для осуществления способа поднастройки системы СПИД при обработке наружных поверхностей пустотелых деталей; на фиг. 2 - то же, при обработке внутренних поверхностей пустотелых деталей; на фиг. 3 разрез А-А на фиг. 2. Пустотелая деталь 1 закреплена посредством диэлектрической втулки 2 в патроне 3 станка. Резец k закреплен в резцедержателе 5, В корпусе 6 с диэлектрическими кольцами 7(например, из фторопласта расположены обмотки 8 электромагнита, причем корпус 6 образует со свободной внутренней (фиг. 1) или наружной (фиг,2) поверхностью детали 1 замкнутый объем с ферромагнитной жидкостью 9 которую подают в него через штуцер 10, Корпус 6 жестко закреплен на кронштейне 11, который, в свою очередь, установлен на станине 12 станка. Деталь 1 и резец k образуют термопару - датчик частоты и амплитуды относительных колебаний резца и детали, к которому подключены последовательно соединенные устройство 13 измерения термо-ЭДС, блок выделения переменной составляющей термоЭДС, усилитель.15, блок 16 управления электромагнитным полем и задатчик 17 уровня вибраций. Способ поднастройки системы СПИД осуществляют CJ:1eдyющим образом. Предварительно деталь 1 посредством втулки 2 устанавливают в патроне 3. При обработке наружной поверхности (фиг. 1) в деталь 1 вводят корпус 6 с диэлектрическими прокладками 7, которые образуют со свободной цилиндрической поверхностью детали 1 замкнутый объем. Кронштейн 11 корпуса 6 закрепляют в требуемом положении на станине станка.
Через штуцер 10 в образованный замкнутый контур подают ферромагнитную жидкость 9. На обмот1су 8 подают начальное напряжение и создают начальное значение напряженности магнитного поля. Включают привод главного движения и приводят во вращение деталь 1. К детали 1 подводят резец k, производят врезание и начинают обработку. При обработке внутренних поверхностей (фиг. 2) замкнутый объем для ферромагнитной жидкости образуют пропусканием детали 1 через корпус 6 устройства..
В процессе обработки .возникающую термо-ЭДС естественной термопары резец - деталь измеряют устройством ТЗ, а в блоке 1 из полученного сигнала выделяют переменную, составляющую термо-ЭДС пропорциональную частоте и амплитуде автоколебаний. Полученный сигнал через усилитель 15 поступает в блок 1б управления, где сравнивается с сигналом задатчика 17 уровня вибраций. Сигнал рассогласования изменяет напряженность созданного обмоткой 8 электромагнитного поля, накладываемого на замкнутый объем ферромагнитной жидкости 9. . При. atOM повышают вязкость ферромагнитной жидкости 9 и ее объемную жесткость, осуществляют силовое воздействие по всей свобод ной цилиндрической поверхности пустотелой детали 1, увеличивают ее жесткость и вносят корректирующую поправку в относительное положение детали 1 и резца k. Систему СПИД отстраивают от резонанса вибраций в автоколебательном режиме по всей длине обработки.
Изобретение расширяет технологические возможности способа поднастройки системы СПИД так как позволяет осуществлять обработку внутренних и наружных поверхностей тонкостенных пустотелых деталей, обеспечивает повышение точности поднастройки и виброустойчивости системы СПИД, а тем самым и точность обработки, так как увеличением вязкости и объемной жесткости ферромагнитной жидкости увеличивают жесткость детали, уменьшают амплитуду относительных колебаний детали и резца, при этом также уменьшается износ резца. Кроме того, корректирующее воздействие осуществляют на упругую систему СПИД, что упрощает процесс под наст ройки. ,
Применение предлагаемого способа поднастройки cиcтe ы СПИД при обработке тонкостенных труб позволяет минимизировать уровень вынужденных вибраций и автоколебаний при резани благодаря регулированию жесткости системы СПИД, а также повысить точность и виброустойчивость обработки
-0 JZ
Фиг. 2
повернуто
а-А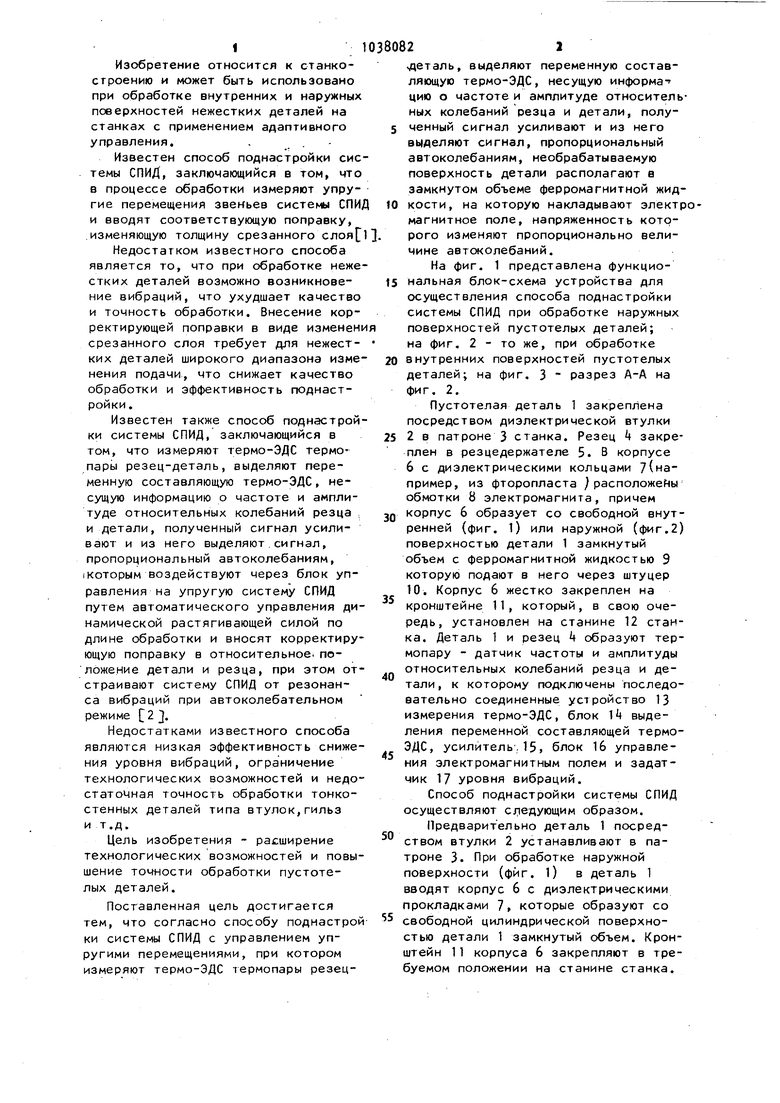
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Способ поднастройки системы спид | 1979 |
|
SU772730A1 |
| Устройство для автоматической поднастройки системы СПИД | 1986 |
|
SU1404271A2 |


СПОСОБ ПОДНАСТРОЙКИ СИСТЕМЫ СПИД, при котором измеряют термо-ЭДС термопары резец-деталь, выделяют переменную составляющую термо-ЭДС несущую информацию о частоте и амплитуде относительных колебаний резца и детали, полученный сигнал усиливают и из него выделяют сигнал, пропорциональный автоколебаниям, который используют для управления упругими перемещениями в системе СПИД, отличающийся тем, что, с целью расширения технологических . возможностей и повышения точности обработки пустотелых деталей, необрабатываемую поверхность детали располагают в замкнутом объеме ферромагнитной жидкости, на которую накладывают электромагнитное поле, напряженность 9 которого изменяют пропорционально величине .автоколебаний. СО 00 о 9° ь
