Изобретение относится к промьпп- ленности стройматериалов и может быть использовано при производстве пеностекла, ,
Цель изобретения - повьшение качества леностекла и производительности установки.
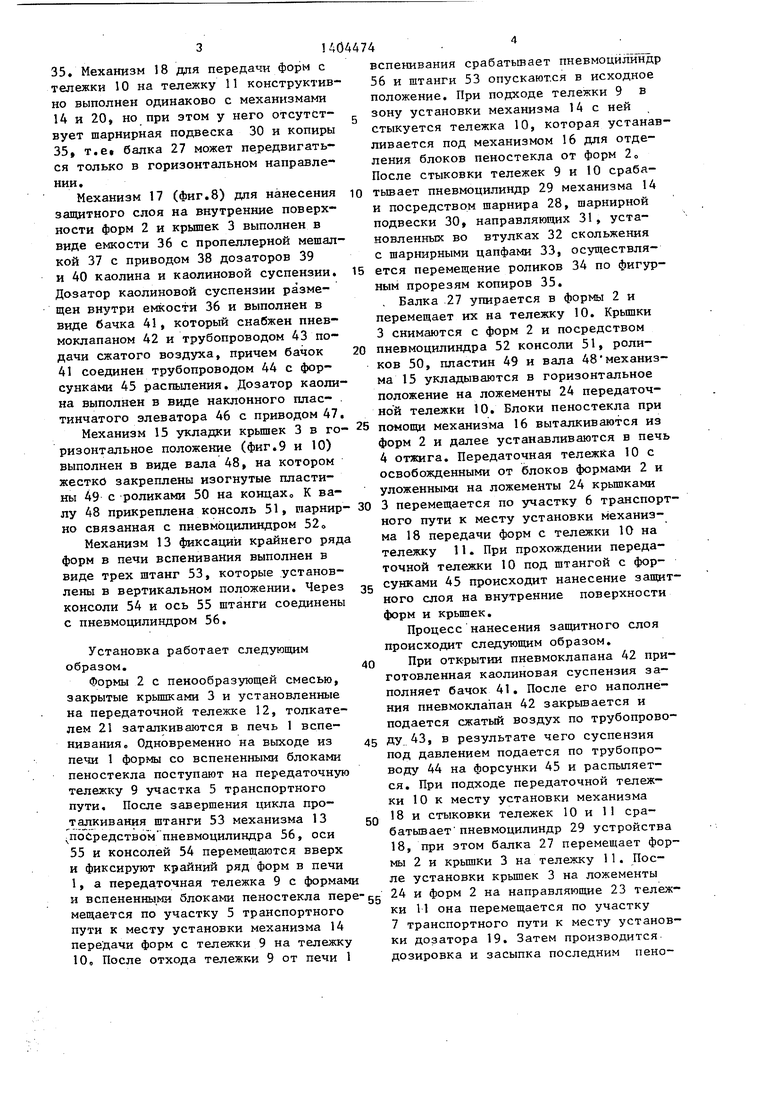
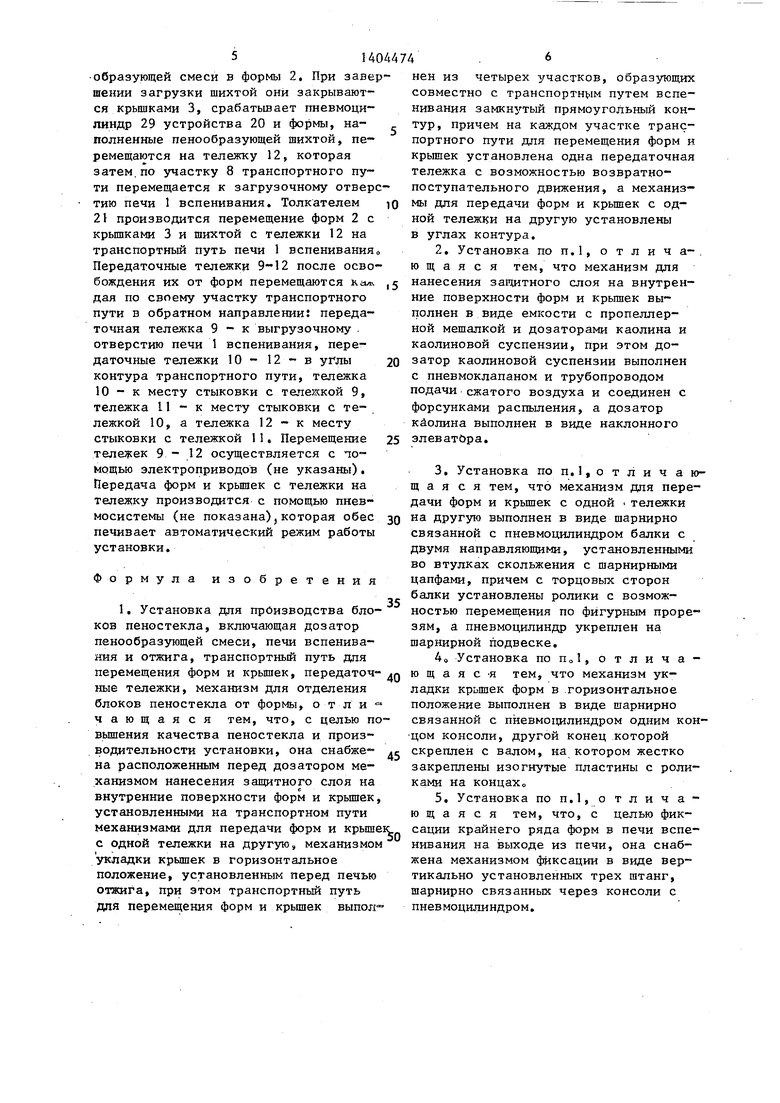
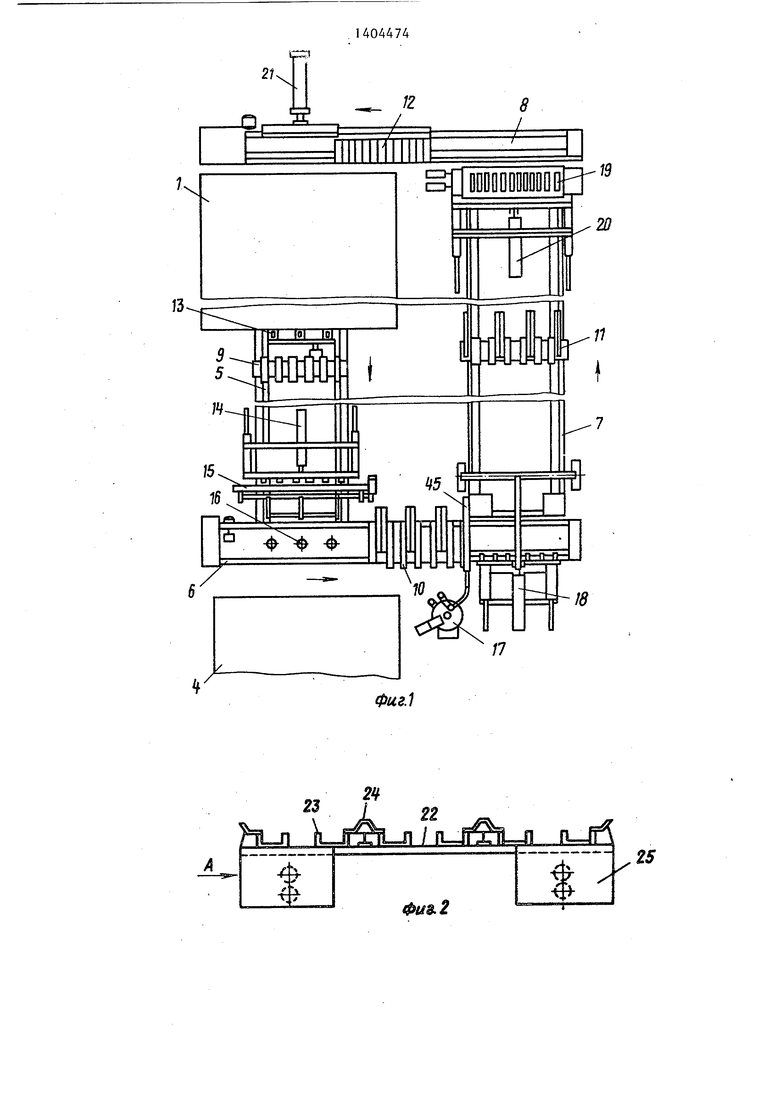
На фиг.1 изображена установка для производства блоков пеностекла, об- щий вид; на фиг,2 - передаточная тележка участка транспортного пути, расположенного перед печью отжига перпендикулярно транспортному пути печи вспенивания; на фиг,3 - вид А на фиг,2; на фиг,4 - передаточная тележка участка транспортного пути, расположенного параллельно печи вспенивания; на фиг,5 - разрез Б-Б на фиг,4; на фиг,6 - часть описывае- мой установки на участке транспортного пути, расположенного на одной оси с транспортным путем печи вспени вания; на фиг,7 - разрез В-В на фиг,6; на фиг,8 - механизм для нане- сения защитного слоя на внутренние поверхности форм и крьшек; на фш-,9 механизм укладки крышек в горизонтальное положение; на фиг,10 - разрез Г-Г на фиг,9; на фиг,11 - меха- низм фиксации крайнего ряда форм в печи вспенивания; на фиГо12 - разрез Д-Д на фиг 611 о
Установка для производства блоков
пеностекла состоит из печи 1 вспени
вания, в которой установлены формы 2, закрытые крышками 3, печи 4 отжига, транспортного пути, состоящего из четырех участков: участка 5, расположенного на одной оси с транспорт- ным путем печи вспенивания, для передачи форм с крышками и вспененными блоками от печи 1 вспенивания к печи 4 отжига и участков 6-8 для возврата форм 2 и крышек 3 в печь 1 вспенивания, из них участки 6 и 8 расположены перпендикулярно транспортному пути печи вспенивания перед печью отжига (участок 6) и перед
печью вспенивания (участок 8), а, участок 7 расположен параллельно транспортному пути печи вспенивания На участках 5-8 установлены передаточные телекки 9-12, На участке 5 транспортного пути на выходе из печи 1 вспенивания установлен низм 13 для фиксации крайнего ряда форм в печи вспенивания. На этом же участке 5 по ходу движения тележкн
с
s 0 5 О
5
о 5 0
5
9 к печи 4 отжига установлены механизм 14 для передачи форм с крышками и вспененными блоками пеностекла на тележку 10 и механизм 15 укладки крышек 3 в горизонтальное положение. На участке 6 транспортного пути установлен механизм 16 дпя отделения блоков пеностекла от формы. На этом участке расположены механизмы 17 для нанесения защитного слоя на внутренние поверхности форм и крьшек и механизм 18 для передачи форм и крышек с тележки 10 на тележку 11, На участке 7 транспортного пути расположены дозатор 19 пенообразующей смеси и механизм 20 для передачи форм и крышек с тележки 11 на тележку 12, Перед печью 1 вспенивания установлен толкатель 21 для загрузки в печь 1 форм, наполненных пенообразуюцей смесью, и закрытых крьш1ками.
Передаточная тележка 9, предназначенная для передачи форм со вспенен- 11ыми блоками к печи 4 отжига, и передаточная тележка 11 для передачи освобожденных от блоков форм и крьшек на тележку 12 конструктивно выполнены одинаково, но при этом у тележки
9отсутствуют ложементы. Каждая передаточная тележка 10 или 11 представ-, ляет собой площадку 22, на которой закреплены направляющие 23, ложементы 24, Для обеспечения перемещения те- тележек на щеках 25, закрепленных
с обеих сторон к площадке 22, смонтированы ролики 26, У тележек 9 и 11 щеки 25 закреплены на боковых сторонах площадки, расположенных параллельно направляющим 23, у тележек
10и 12 щеки расположен перпендикулярно направляющим 23, Передаточная тележка 10 конструктивно выполнена одинаково с тележкой 12, но при этом у тележки 12, как и у тележки 9,, отсутствуют ложементы.
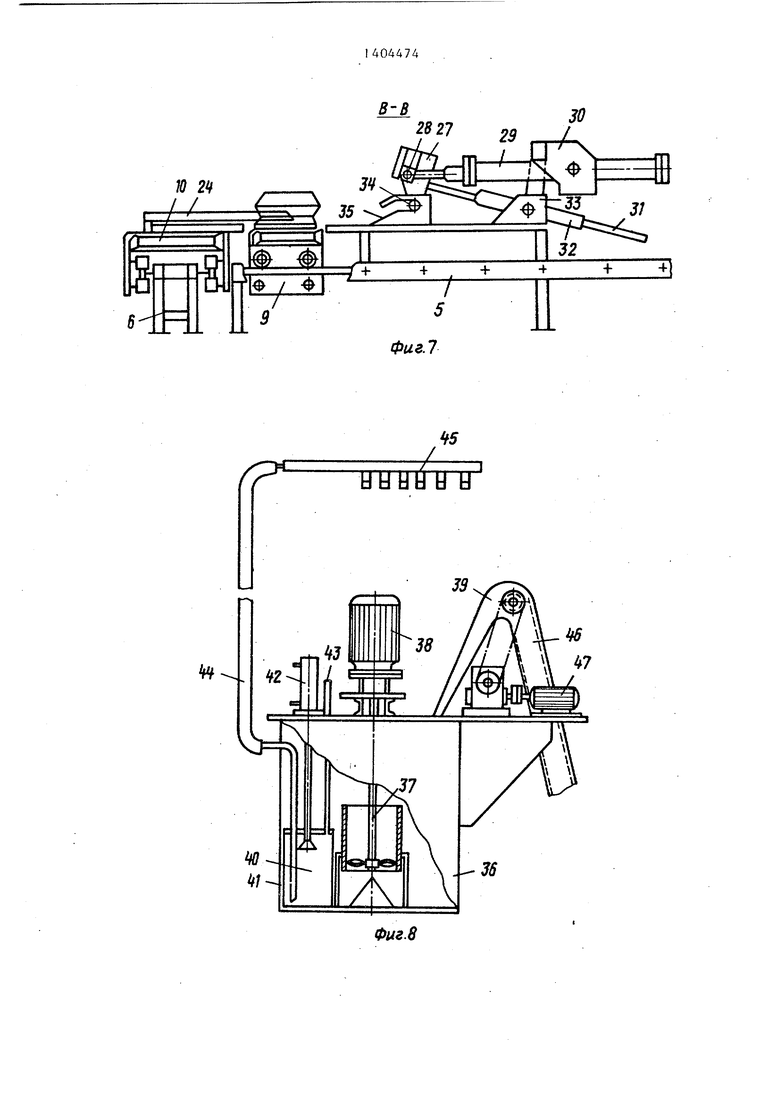
Механизмы 14 и 20 для передачи форм с одной тележки на другую выполнены в виде балки 27, соединенной посредством шарнира 28 с пневмоцилиндрОм 29, который подвешен на шарнирной подвеске 30, С обеих сторон балка имеет направляющие 31 , установленньте во втулках 32 скольжения с шарнирными цапфами 33, причем с торцовых сторон балки установлены ролики 34 дпя обеспечения возможности перемещения по фигурным прорезям копиров
35. Механизм 18 для передачи форм с тележки 10 на тележку 11 конструктивно выполнен одинаково с механизмами 14 и 20, но при этом у него отсутствует шарнирная подвеска 30 и копиры 35, т.е балка 27 может передвигаться только в горизонтальном направлении .
Механизм 17 (фиг.8) для нанесения защитного слоя на внутренние поверхности форм 2 и крышек 3 выполнен в виде емкости 36 с пропеллерной мешалкой 37 с приводом 38 дозаторов 39 и 40 каолина и каолиновой суспензии. Дозатор каолиновой суспензии размещен внутри емкости 36 и выполнен в виде бачка 41, который снабжен пнев- моклапаном 42 и трубопроводом 43 подачи сжатого воздуха, причем бачок 41 соединен трубопроводом 44 с форсунками 45 распыления. Дозатор каолина выполнен в виде наклонного плас- . тинчатого элеватора 46 с приводом 47.
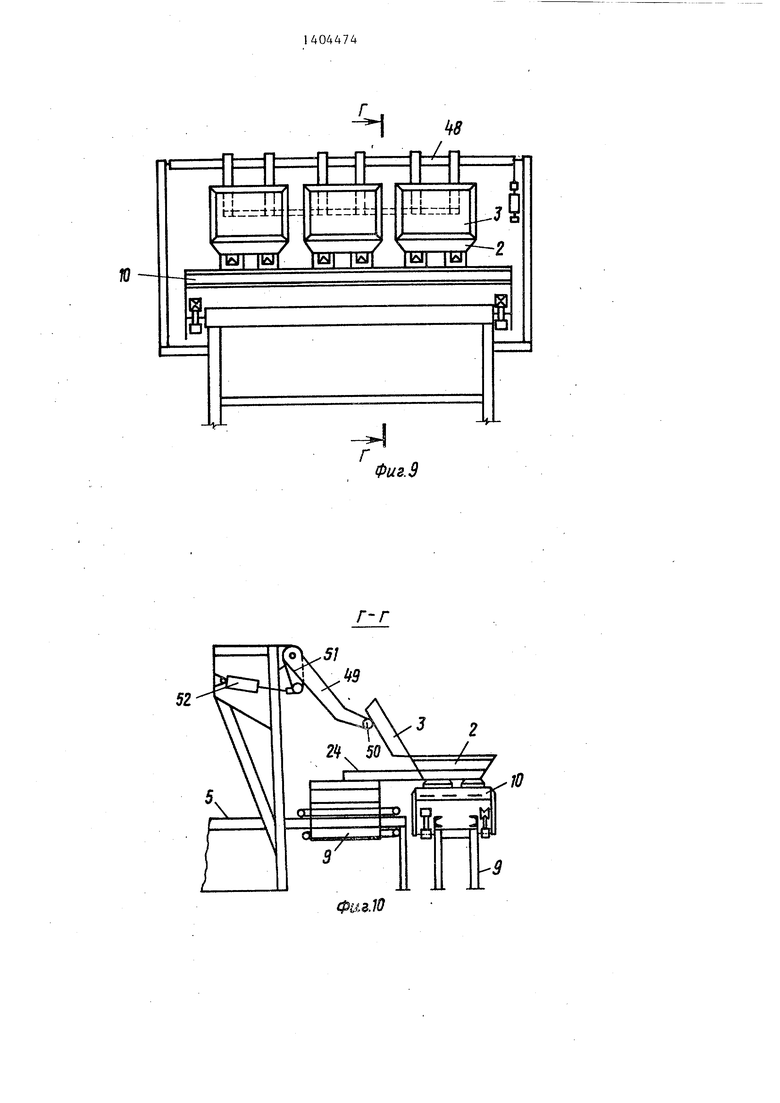
Механизм 15 укладки крьш1ек 3 в горизонтальное положение (фиг.9 и 10) выполнен в виде вала 48, на котором жестко закреплены изогнутые пласти- нь: 49 с роликами 50 на кондахо К вавспенивания срабатьшает пневмоцйлиндр 56 и штанги 53 опускаются в исходное положение. При подходе тележки 9 в зону установки механизма 14 с ней стыкуется тележка 10, которая устанавливается под механизмом 16 для отделения блоков пеностекла от форм 2 После стыковки тележек 9 и 10 сраба10 тывает пневмоцйлиндр 29 механизма 14 и посредством шарнира 28, шарнирной подвески 30, направляющих 31, установленных во втулках 32 скольжения с шарнирными цапфами 33, осуществля15 ется перемещение роликов 34 по фигурным прорезям копиров 35.
. Балка 27 упирается в формы 2 и перемещает их на тележку 10. Крьш1ки
3снимаются с форм 2 и посредством 20 пневмоцйлиндра 52 консоли 51, роликов 50, пластин 49 и вала 48 механизма 15 укладываются в горизонтальное положение на ложементы 24 передаточной тележки 10. Блоки пеностекла при
25 помощи механизма 16 выталкиваются из форм 2 и далее устанавливаются в печь
4отжига. Передаточная тележка 10 с освобожденными от блоков формами 2 и уложенными на ложементы 24 крьш1ками
лу 48 прикреплена консоль 51, гаарнир- 30 3 перемещается по участку 6 транспорт- но связанная с пневмоцилиндром 52 ного пути к месту установки механиз- Механизм 13 фиксаций крайнего ряда ма 18 передачи форм с тележки 10 на
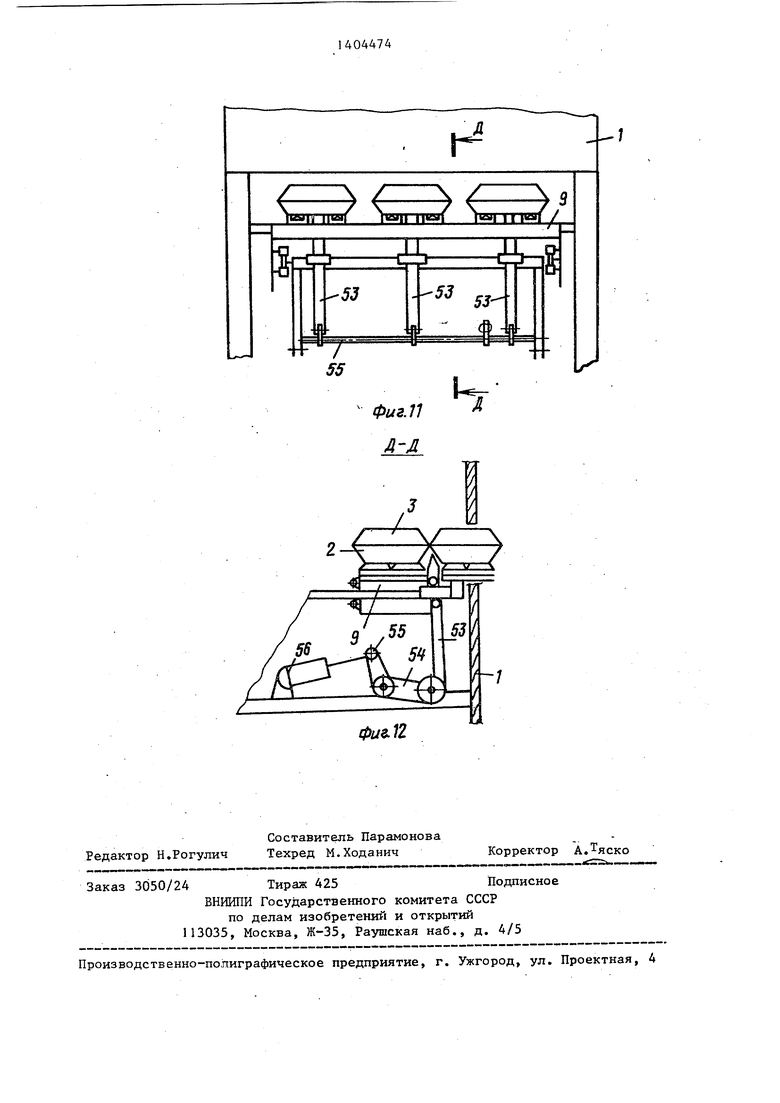
тележку 11. При прохождении передаточной тележки 10 под штангой с форформ в печи вспенивания выполнен в виде трех штанг 53, которые установлены в вертикальном положении. Через консоли 54 и ось 55 штанги соединены с пневмоцилиндром 56.
Установка работает следующим образом.
Формы 2 с пенообразующей смесью, закрытые крьшпсами 3 и установленные на передаточной тележке 12, толкателем 21 заталкиваются в печь 1 вспенивания. Одновременно на выходе из печи 1 формы со вспененными блоками пеностекла поступают на передаточную тележку 9 участка 5 транспортного пути. После завершения цикла проталкивания штанги 53 механизма 13 пос:редством пневмоцилиндра 56, оси 55 и консолей 54 перемещаются вверх и фиксируют крайний ряд форм в печи 1, а переда.точная тележка 9 с формами
35
сунками 45 происходит нанесение защит40
форм и крышек.
Процесс нанесения защитного слоя происходит следующим образом.
При открытии пневмоклапана 42 приготовленная каолиновая суспензия заполняет бачок 41. После его наполнения пневмоклапан 42 закрьшается и подается сжатый воздух по трубопрово- 45 ДУ, 43, в результате чего суспензия под давлением подается по трубопроводу 44 на форсунки 45 и распыляется. При подходе передаточной тележки 10 к месту установки механизма 18 и стыковки тележек 10 и 11 срабатывает пневмоцйлиндр 29 устройства 18, при этом балка 27 перемещает формы 2 и крьш1Ки 3 на тележку 11. После установки крьш1ек 3 на ложементы
50
вспенивания срабатьшает пневмоцйлиндр 56 и штанги 53 опускаются в исходное положение. При подходе тележки 9 в зону установки механизма 14 с ней стыкуется тележка 10, которая устанавливается под механизмом 16 для отделения блоков пеностекла от форм 2 После стыковки тележек 9 и 10 срабатывает пневмоцйлиндр 29 механизма 14 и посредством шарнира 28, шарнирной подвески 30, направляющих 31, установленных во втулках 32 скольжения с шарнирными цапфами 33, осуществляется перемещение роликов 34 по фигурным прорезям копиров 35.
. Балка 27 упирается в формы 2 и перемещает их на тележку 10. Крьш1ки
3снимаются с форм 2 и посредством пневмоцйлиндра 52 консоли 51, роликов 50, пластин 49 и вала 48 механизма 15 укладываются в горизонтальное положение на ложементы 24 передаточной тележки 10. Блоки пеностекла при
помощи механизма 16 выталкиваются из форм 2 и далее устанавливаются в печь
4отжига. Передаточная тележка 10 с освобожденными от блоков формами 2 и уложенными на ложементы 24 крьш1ками
35
сунками 45 происходит нанесение защит0
форм и крышек.
Процесс нанесения защитного слоя происходит следующим образом.
При открытии пневмоклапана 42 приготовленная каолиновая суспензия заполняет бачок 41. После его наполнения пневмоклапан 42 закрьшается и подается сжатый воздух по трубопрово- 5 ДУ, 43, в результате чего суспензия под давлением подается по трубопроводу 44 на форсунки 45 и распыляется. При подходе передаточной тележки 10 к месту установки механизма 18 и стыковки тележек 10 и 11 срабатывает пневмоцйлиндр 29 устройства 18, при этом балка 27 перемещает формы 2 и крьш1Ки 3 на тележку 11. После установки крьш1ек 3 на ложементы
0
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУННЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2310616C2 |
| Установка для производства блоков пеностекла | 1980 |
|
SU881016A1 |
| Установка для производства пеностекла | 1976 |
|
SU591416A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для перемещения тележек | 1979 |
|
SU816834A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕНОСТЕКЛА | 2011 |
|
RU2455245C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННОГО БЛОЧНОГО ПЕНОСТЕКЛА | 2005 |
|
RU2290372C1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1399046A1 |
| СПОСОБ УСТАНОВКИ НА ДЛИТЕЛЬНОЕ ХРАНЕНИЕ РАДИАЦИОННО-ОПАСНЫХ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ И РЕЛЬСОВЫЙ ПОДЪЕМНО-ТРАНСПОРТНЫЙ АГРЕГАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2390063C2 |
Изобретение относится к промышленности строительства и стройматериалов и может быть использовано при производстве пеностекла. С целью по- вьшения качества пеностекла и проиэ водительности установка имеет транс портный путь для перемещения форм и крышек, выполненный из четырех участков, образующих совместно с транспортным путем печи вспенивания замкнутый прямоугольный контур. Каждый учайток транспортного пути для перемещения .форм и крьшек снабжен одной передаточной тележкой с возможностью возвратно-поступательного движеният Пере- ещение тележек осуществляется с помощью электроприводов. Передача форм и крышек с тележки, на тележку производится с помощью пневмосистемы. Установка работает в циклическом режиме, .причем она снабжена механизмом для нанесения защитного слоя на внутренние поверхности форм и крышек, 4 з,п, ф-лы, 12 ил.
и вспененны,ми блоками пеностекла пере-gg24 и форм 2 на направляющие 23 тележмещается по участку 5 транспортногоки 11 она перемещается по участку
пути к месту установки механизма 147 транспортного пути к месту установпереДачи форм с тележки 9 на тележкуки дозатора 19. Затем производится
10, После отхода тележки 9 от печи 1дозировка и засыпка последним пенсобразующей смеси в формы 2, При завешении загрузки шихтой они закрываются крышками 3, срабатьшает пневмоци- яиндр 29 устройства 20 и формы, на- полненные пенообразующей шихтой, перемещаются на тележку 12, которая затем.по участку 8 транспортного пути перемещается к загрузочному отвертию печи 1 вспенивания. Толкателем 21 производится перемещение форм 2 с крьщ1ками 3 и щихтой с тележки 12 на транспортный путь печи 1 вспенивания Передаточные тележки 9-12 после освобождения их от форм перемещаются ка дал по своему участку транспортного пути в обратном направлении: передаточная телелска 9 - к выгрузочному . отверстию печи 1 вспенивания, передаточные тележки 10 - 12 - в углы контура транспортного пути, тележка 10 - к месту стыковки с тележкой 9, тележка 11 - к месту стыковки с тележкой 10, а тележка 12 - к месту стыковки с тележкой 11. Перемещение тележек 9 - ,12 осуществляется с помощью электроприводов (не указаны). Передача форм и крышек с тележки на тележку производится с помощью пнев- мосистемы (не показана), которая обес печивает автоматический режим работы установки.
Формула изобретения
35
I. Установка для производства блоков пеностекла, включающая дозатор пенообразующей смеси, печи вспенивания и отжига, транспортный путь дпя перемещения форм и крышек, передаточ- л ные тележки, механизм для отделения блоков пеностекла от формы, о т л и чающаяся тем, что, с целью по вышения качества пеностекла и производительности установки, она снабже- дс на расположенным перед дозатором механизмом нанесения защитного слоя на внутренние поверхности форм и крьшек, установленными на транспортном пути механизмами для передачи форм и крыше с одной тележки на другую, механизмом укладки крышек в горизонтальное положение, установленным перед печью отжига, при этом транспортный путь для перемещения форм и крьпаек выпол
.30
05 0 5 зо
35
л дс
30
иен из четырех участков, образующих совместно с транспортн)1м путем вспенивания замкнутый прямоугольный контур, причем на каждом участке транспортного пути для перемещения форм и крышек установлена одна передаточная тележка с возможностью возвратно- поступательного движения, а механизмы для передачи форм и крьшек с одной тележки на другую установлены в углах контура.
с пневмоклапаном и трубопроводом подачи сжатого воздуха и соединен с форсунками распыления, а дозатор Ксюлина выполнен в виде наклонного элеватора.
3,Установка по п,1, о т ji и ч а lo- щ а я с я тем, что механизм для передачи форм и крьшек с одной тележки на другую выполнен в виде шарнирно связанной с пневмоцилиндром балки с двумя направляющими, установленными во втулках скольжения с шарнирными цапфами, причем с торцовых сторон балки установлены ролики с возможностью перемещения по фигурным прорезям, а пневмоцилиндр укреплен на шарнирной подвеске.
4о Установка по По1, отличающая с -я тем, что механизм укладки крьшек форм в .горизонтальное положение выполнен в виде шарнирно связанной с пневмоцилиндром одним кон- цом консоли, другой конец которой скреплен с валом, на котором жестко закреплены изогнутые пластины с роликами на концах
- 2 n
/
24 23 I 22
TLJ LjfftLJI/
A
-19 20
Фиг.1
X
25
2«
v:
L
FiR -5iHr-Q- ffi
|ЛГ 4-)Г
пАп пЛл (чАп пАп п2п
1404474
ва А
vi
D Ш
а
25
Фиг.З
26
фиг. 5 Н 27
Физ.$
Ю 2if . . .
35
5
в-в
2827
Фие.7
Фиг.8
5/
ФагЛО
W
г
Фиг. 9
Wn 1|1««ГWll ifgnWill|iot /
н
72
| Установка для производства блоков пеностекла | 1980 |
|
SU881016A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
