Настоящее изобретение относится к способам повышения устойчивости горения дуги переменного тока при аргонодуговой сварке с применением источника питания повышенной частотыПредлагаемый способ отличается от известных тем, что для питания дуги применяют источник питания с несимметричной формой кривой напряжения, который позволяет уменьшить постоянную составляющую сварочного тока и улучшить качество сварных швов.
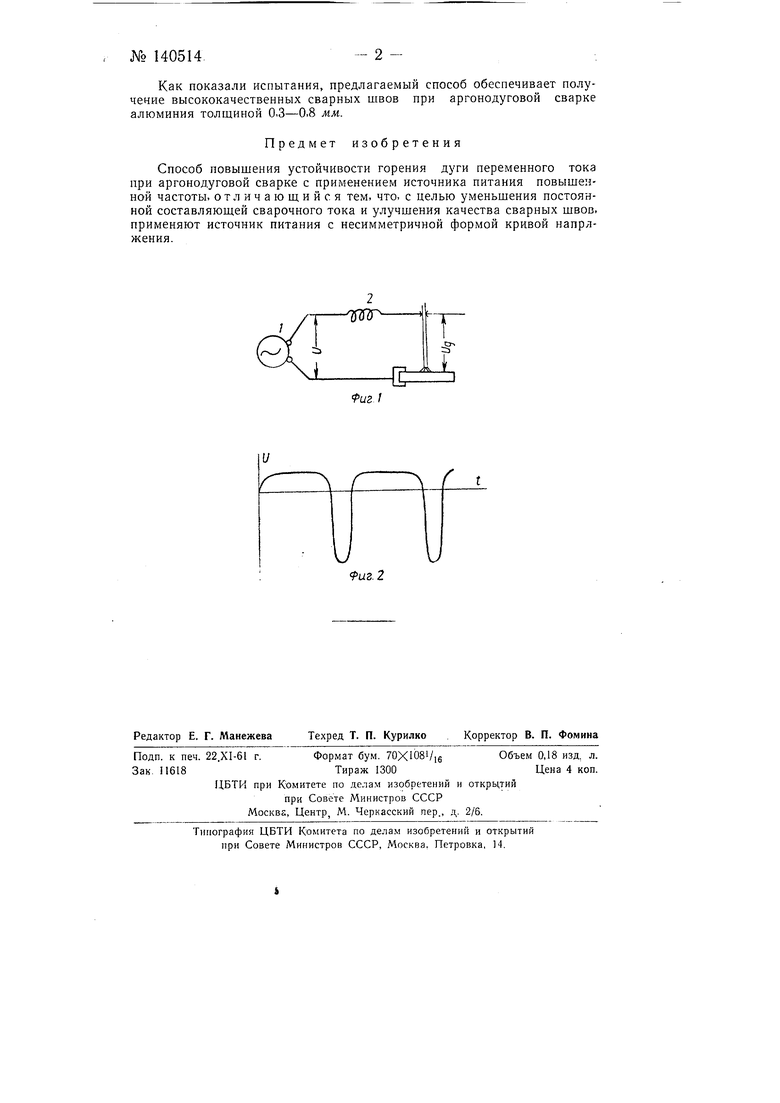
На фиг. 1 изображена электрическая схема источника для питания дуги по предлагаемому способу; на фиг. 2 - кривая напряжения при холостом ходе источника питания.
Источник питания состоит из специального синхронного генератора /, дросселя 2 с регулируемым воздушным зазором в сердечнике и приводного асинхронного двигателя (на чертеже не показано). Форма кривой напряжения обеспечивает устойчивое повторное возбуждение дуги без осциллятора. При формировании катода на изделии источник питания может дать высокое напряжение, так как этому периоду времени соответствует относительно большое напряжение холостого хода. При формировании его на разогретом электроде высокое напряжена не требуется и напряжение холостого хода в этом полупериоде небольшое. Таким образом создается возможность получения высокого напряжения, необходимого для возбуждения катода на изделии при допустимом действующем значении напряжения холостого хода.
Отсутствие в кривой напряжения постоянной составляющей позволяет применять в источнике питания трансформаторы и генерировать энергию посредством электромагнитного генератора . Несимметричная форма кривой напряжения позволяет так же при определенных условиях значительно уменьшить или совершенно исключить постоянную составляющую в кривой сварочного тока, не прибегая к включению в сварочную цепь емкости или активного сопротивления.
Как показали испытания, предлагаемый способ обеспечивает получение высококачественных сварных швов при аргонодуговой сварке алюминия толщиной 0.3-0.8 мм.
Предмет изобретения
Способ повышения устойчивости горения дуги переменного тока при аргонодуговой сварке с применением источника питания повышенной частоты, отличаюш,ийся тем, что, с целью уменьшения постоянной составляющей сварочного тока и улучшения качества сварных швов, применяют источник питания с несимметричной формой кривой напрлжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1991 |
|
RU2053069C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2376345C2 |
| Устройство для дуговой сварки | 1974 |
|
SU554967A1 |
J
