ел
со
С5 1чЭ
1
Изобретение относится к литейному производству, в частности к дозированной разливке металлов.
Цель изобретения - упронление конструкции и повышение точности управления.
8 и 9 тока. Благодаря астатической настройке контуров токов рабочего и электромагнита в нагрузочных цепях источников 6 и 7 питания устанавливаются строго заданные токи. Падение напряжения от
На чертеже изображена схема уст- 5 рабочего тока AU на электроде 5 на участ- ройства.ке а-б через переключатель 17 дополниВ тигель 1 с расплавом установлен тельно подается на регулятор 9 тока элект- погружной узел 2 магнитодинамического ромагнита, за счет чего этот ток нес- МГД-насоса, представляющий собой диско-колько увеличивается. По окончании заливвую камеру с заборным патрубком и ки контакты 18 и 19 размыкаются, сигна- лы задания снимаются, токи насоса равны
нулю. За счет заливки порций металла уровень его в тигле снижается. Прч. следующем цикле при уменьшенном уровне и том же самом рабочем токе падение напряжеНа входы источников 6 и 7 подаются сигналы управления от регуляторов 8 и 9 рабочего тока насоса и тока электромагнита. Их первые входы соединены с за- датчиком 10 и 11 рабочего тока и тока
металлопроводом. Под тиглем расположе электромагнит 3. Для подвода тока в ме- таллопровод и тигель погружены электроды 4 и 5. Погружной блок получает питание от регу.лируемого источника 6, а катущка
электромагнита - от источника 7 питания. 15 ния AU увеличивается, поскольку между
точками а-б электрода увеличивается участок, не шунтируемый расплавом (возрастает сопротивление). Это ведет к пропорциональному увеличению тока электромагни „„... .„ .. .. .. „ .. та и соответственно развиваемому насосом
электромагнита соответственно, вторые вхо- электромагнитному давлению. В результате ды - с датчиками 12 и 13 рабочего расход заливаемого металла остается на тока и тока электромагнита, на вход ко- прежнем уровне и величина дозы за такое торых поступают сигналы с измерителей 14 же время заливки остается неизменной, и 15. Разность потенциалов, возникающаяВеличина дозы при необходимости регулина электроде 5 и дополнительном изме- 25 руется изменением времени заливки.. Если рительном стержне 16, подается через есть необходимость ее изменения величиной
рабочего тока, то во избежание погрешности регулирования за счет изменения падения напряжения AU соответственно рабочему току (а не только уровню), во вход- 30 ной цепи регулятора 9 тока электромагнита предусмотрена коррекция. Имеются резисторы разных номиналов, которые подключаются к погружному электроду с помощью диска галетного переключателя.
механически связанного с диском задатчипереключатель 17 с резисторами разных номиналов на третий вход регулятора 9 тока электромагнита. Переключатель 17 связан механически с задатчиком 10 рабочего тока.
В зависимости от разливаемого металла погружаемые элементы могут выполняться из разных материалов. Для алюминиевых сплавов дисковая камера может быть изготовлена из бетона или керамики, электроды - из цементированного титана. 35 ка 10 (один переключатель с двумя свяПитание МГД-насоса может осуществ-занными дисками).
ляться постоянным или синфазным перемен-Компенсация изменения рабочего тока
также может осуществляться подачей на вход регулятора 9 с задатчика 10 сигнала задания на рабочий ток, как показано штриховой линией на фиг. 1, противоположной полярности входу электромагнита 3. Для предотвращения образования настылей между электродом 5 и измерительным стержнем 16 (их наличие сказывается на д5 точности регулирования) электрод целесообразно выполнять в виде трубы, заглущен- ной в нижней части, в которой без соприкосновения со стенками установлен стержень, электрически соединенный с днищем. Устройство просто в реализации, позво- Задатчики 10 и 11 токов могут выпол- 50 ляет дозирование металла в функции времени няться в виде задающих потенциометров,при независимости дозы от основных возв цепи которых контакты 18 и 19 коман- доаппарата-цикла. Дозирование осуществляется по времени.
Устройство работает следующим образом. При подаче команды на дозирование 55 (замыкаются контакты 18 и 19 задатчиков
ным током. Источники 6 и 7 питания представляют собой понижающие силовые трансформаторы с тиристорны.ми регуляторами напряжения на первичной стороне и выпрямительным блоком (или для переменного тока без него) на вторичной стороне. Измерители 14 и 15 тока, шунты для постоянного или трансформаторы тока для переменного тока.
Регуляторы 8 и 9 токов, датчики 12 и 13 токов - аналоговые операционные усилители, выполняемые, например, на унифицированных элементах серии УБСР-АИ или УБСР-А.
10 и 11) с задатчиков 10 и 11 токов поступают сигналы задания на регуляторы
мущающих воздействии - уровня в ванне, изменения параметров нагрузочной цепи и питающего напряжения, т. е. с высокой точностью управления.
Формула изобретения Устройство для автоматического управления процессом литья, содержащее тигель, погружной кондукционный магнитодинами8 и 9 тока. Благодаря астатической настройке контуров токов рабочего и электромагнита в нагрузочных цепях источников 6 и 7 питания устанавливаются строго заданные токи. Падение напряжения от
рабочего тока AU на электроде 5 на участ- ке а-б через переключатель 17 дополнимеханически связанного с диском задатчика 10 (один переключатель с двумя свямущающих воздействии - уровня в ванне, изменения параметров нагрузочной цепи и питающего напряжения, т. е. с высокой точностью управления.
Формула изобретения Устройство для автоматического управления процессом литья, содержащее тигель, погружной кондукционный магнитодинами1405962
34
ческий насос с электромагнитом и электро-первые два входа регулятора тока элект- дами, регулятор рабочего тока насосаромагнита соединены с задатчиком и дат- с датчиком и задатчиком рабочего тока,чиком тока электромагнита, а третий че- отличающееся тем, что, с целью упроще-рез резистор соединен с одним из элект- ния конструкции и повышения точностиг родов, а дополнительный изг«1ерительный управления, оно снабжено регулятором,за-стержень соединен с общей точкой, причем датчиком и датчиком тока электромагнита,дополнительный измерительный стержень ус- резистором и дополнительным стержнем,тановлен в тигле.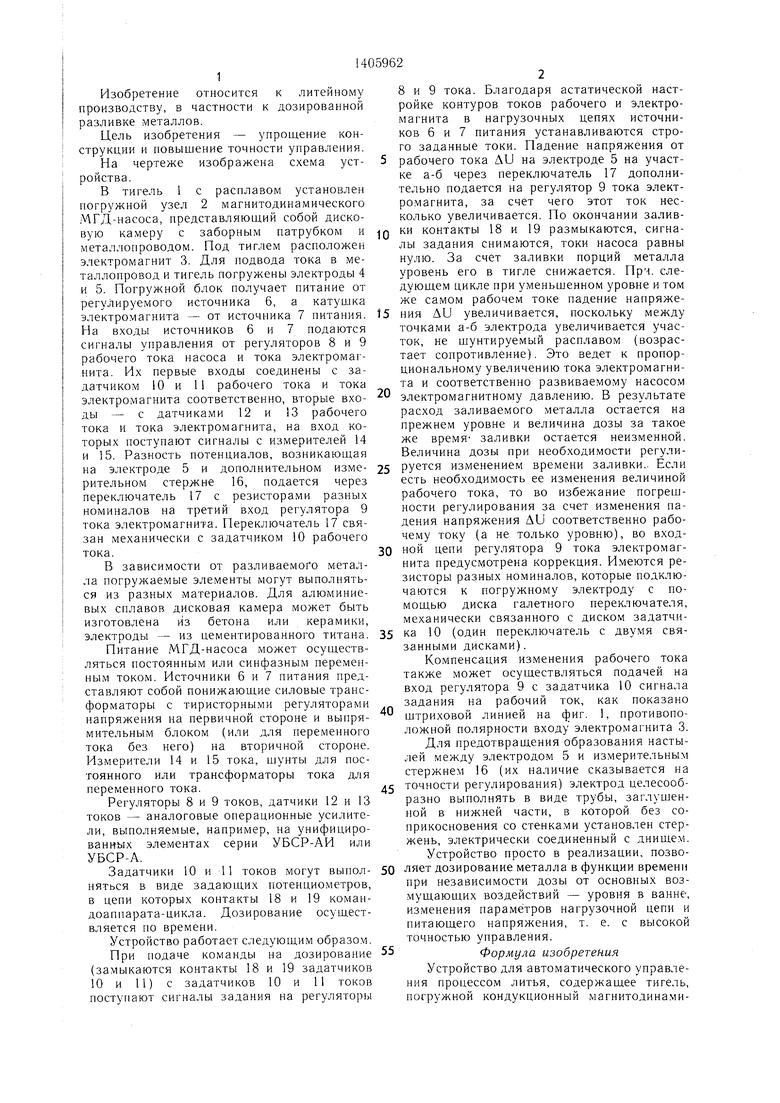
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом литья | 1989 |
|
SU1653894A1 |
| Устройство для автоматического управления процессом литья | 1988 |
|
SU1581471A1 |
| Устройство для автоматического управления процессом литья | 1981 |
|
SU996095A1 |
| СПОСОБ УПРАВЛЕНИЯ ТРАНЗИСТОРНЫМ КЛЮЧОМ НА ТИРИСТОРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343622C1 |
| Раздаточное дозирующее устройство | 1984 |
|
SU1225683A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА МЕТАЛЛА В ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2019 |
|
RU2714569C1 |
| Индукционная установка повышенной частоты для непрерывной варки оптического стекла | 1980 |
|
SU955525A1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Регулятор мощности дуговой многофазной электропечи | 1982 |
|
SU1042211A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ ГРАНУЛЯТОР | 1996 |
|
RU2117554C1 |
Изобретение относится к литейному производству, в частности к дозированной разливке металлов. Цель изобретения - упрощение конструкции и повышение точности управления. Устройство для автоматического управления процессом литья содержит тигель 1, погружной кондукционный магни- тодинамический насос 2 с электромагнитом 3 и электродами 4, 5, регулятор 8 рабочего тока насоса с датчиком 12 и задат- чиком рабочего тока 10. Новым в устройстве является то, что оно снабжено регулято- -ром 9 тока электромагнита, первые два входа которого соединены с задатчиком 11 и датчиком 13 тока электромагнита, а третий - через резисторы разных номиналов и переключатель 17, связанный механически с задатчиком рабочего тока 10, с одним из электродов 5 и дoпoлниteль- ным измерительным стержнем 16, погруженным в тигель. При изменении уровня металла в тигле 1 изменяется напряжение между электродом 5 и стержнем 16, которое используется для коррекции тока электромагнита 3 и подается на один из входов регулятора 9. 1 ил. о (Л
| Магнитодинамическая раздаточная установка | 1981 |
|
SU991622A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| 1972 |
|
SU409786A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для автоматического управления процессом литья | 1981 |
|
SU996095A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
