Изобретение относится к литейному производству, в частности к дозированной разливке металлов.
Цело изобретения - упрощение устройства и повышение точности дозирования
На чертеже изображена схема устройства.
В тигель 1 с расплавом установлен МГД-насос 2, представляющий собой дисковую камеру с заборным патрубком и ме- таллопроводом. Под тиглем расположен электромагнит 3. Для подвода рабочего тока в мегаллопровод и тигель погружены электроды 4 и 5. Рабочий ток насосэ создается источником 6 питания, а ток электромагнита -- источником 7 питания На входы источников 6 и 7 подаются сигналы управления от регуляторов 8 и 9 рабочего тока и тска электромагнита. Их перные входы соединены с задатчиком 10 и 11 соответствен потоков рабочего и электромагнита, на вход которых через датчики 12 и 13 тока поступают сигналы с измерителей 14 и 15 тока Первый вход и общий провод сумматора 16 соединены с электродом 4, а второй вход с электродом 5. С сумматора 16 через переключатель 17 сигнал подается на третий вход регулятора 9 тока электромагнита Четвертый его вход связан с задатчиком 18 дозы.
Задзтчики 10 и 11 тока и задатчик 18 дозы ее держат контакты 19-21 соответственно.
Материал для изготовления погружных МГД-насосов и его конструктивные особенности определяются в зависимости от разливаемого материала. В частности, для алюминиевых сплавов погружные элементы выполняются из жаростойкого бе гона, электроды - из цементированною титана или графита. Питание МГД-насоса осуществляется постоянным или синфазным пере МРННЫМ током Источники 6 и 7 питания представляют собой силовые понижающие трансформаторы с тиристорными регуляторами напряжения на первичной стороне и выпрямителем (или без него для синфазног о переменного тока) на вторичной. Измерители 14 и 15тока - шунты для постоянного или трансформаторы тока для переменного го- ка. Система управления может реализовывать с г на любой элементной базе (аналоговой, микропроцессорной). Например, регуляторы 8 и 9 токов, датчики 12 и 13 токов, сумматор 16 - аналоговые операционные усилители, выполняемые на унифицированных элементах серии УБССР-ЛИ или УБСР-А. Дозирование осуществляется по времени.
Устройство работает слгдуощим образом.
Насос включается в работу замыканием контактов 19 и 20 злдагчч ов 10 и 11 тока.
При этом сигналы задания поступают на регуляторы 8 и 9 ока. Ьлаюдзрл астатической пзглройке KOHiypoB IOKOB paboiero и электромагнита в нагрузочных цепях источников 6 и 7 питания устанавливаются строго
заданные токи Падение напряжения на участке гдэлрмрода 5 при стабильном рабочем токе пропорционально уровню жидкого металла в гигле Таким образом компенсируется влияние 1лавного возмущающего
фактора (уровня жидкою ме ГРПЛЗ и THI ле) ня величину дозы. Вторая составляющая (v i сток ба) напряжения, подаваемою на другой вход с у м г. а г i р а 1 В, позволяет стабилизирпва i ь уровень расплава на срезе
сливногп HOCI-л Поп понижении уровня жидкою в мсгалпопрпподе по каким-либо причинам падепге напряжения на участке ав увеличивается а значит увеличивается и напряжение подаваемое на
второй сумматора 16 итн.л с выхода сумматора 16 if рез регулятор 9 тока электромагнита подается на регулируемый источник 7 питания, ток з л е к т р о м о i н и т а возрастает, расплав в металлопроводе возвращасчс к своему прежнему уровню. При повышении уровня цепочка работает аналогично Величина дозы с помощью задатчика 18 дозы (замыкается контакт 21) задается постоянным приращением ;ока электромагнита относительно режима нахождения расплава в металлопроводе на уровне сливного носка. Время подъема сплава до уровня сливною носка остаегся практически неизменным при изменении уровня в тигле, так
как в начальный момент пуска создается форсировка суммарным сигналом с точек а и г, Вследствие ограниченного сечения 1 текфода4 1емпература последнего значительно изменяется в процессе дозирования,
а значит, изменяется и активное сопротивление участка ав. т е падение напряжения из данном участке. Для устранения этого влияния падение напряжения на участке аб электрода 4 подается на первый вход сумматора 16 На выходе сумматора 16 получается разность сигналов по первому и второму входу вследствие их разной полярности. Кроме того, это пизричяет также компенсировать изменение падеии
напряжения на злею роди Ь при изменении температуры (в ванне ni р/ кающг1 ср(.до). Компенсация температурной погрешности осуществляется настройкой ( эффицненгов усиления по первому и иторспу входам
Дозирование осуществляется по времени, регулирование дозы можно вести величиной тока электромагнита (измпне1|ие задания с зчд-этчича 18) или изменением времени заливки. В случае иеобходимосг изменения рабочего тога осущесттрегс 1 переключателем 17, обеспечивающим и од новременнме переключение резисторов на третьем входе регулятора 9. При правильном подборе резисторов это исключает вли- яние изменения оэбочего тока.
В устройстве не требуются специальные датчики уровня металла в гигле По сравнению с известным отпадает необходимость использования специального допол нительного измерительного стержня За счет стабилизации уровня металла г метал- лопроводе на сливном носке повышается точность дозирования (дозирование ведется с уровня сливного носка). Постоянной заполнениеметаллопроводажидким металлом способствует меньшему его зарастанию.
Устройство просто в реализации, позволяет осуществлять дозирование металла в функции времени при независимости дозы от совокупности возмущающих воздейст
вий: уровня, металла в тигле, изменения питающего напряжения и параметром нагрузочной цепи (стабилизация гокое), температурь тес высокой точностью уппавяенич
Формула изобретения Устройство для автоматического управления процессом литья, содержащее тигель с токопоцводящим эле тродом, погружной кондукционныи МГД-насос с электродом в металлопрсводе и электромагнитом, регуляторы рабочего гока и тока электромагнита со своими датчиками и задатчиками тока, измерители тока, источники питания, переключатель и сумматор, один пход которого соединен с электродом в тигле, а выход соединен с переключателем, отличающееся тем, что, с целью упрощения конструкции устройства и повышения точности дозирования, общий провод и второй вход сумматора соединены с электродом, расположенным в металлопроводе, причем точка подключения общего провода на электрод расположенный в металлопроводе, размещена под точкой подключения входа сумматора.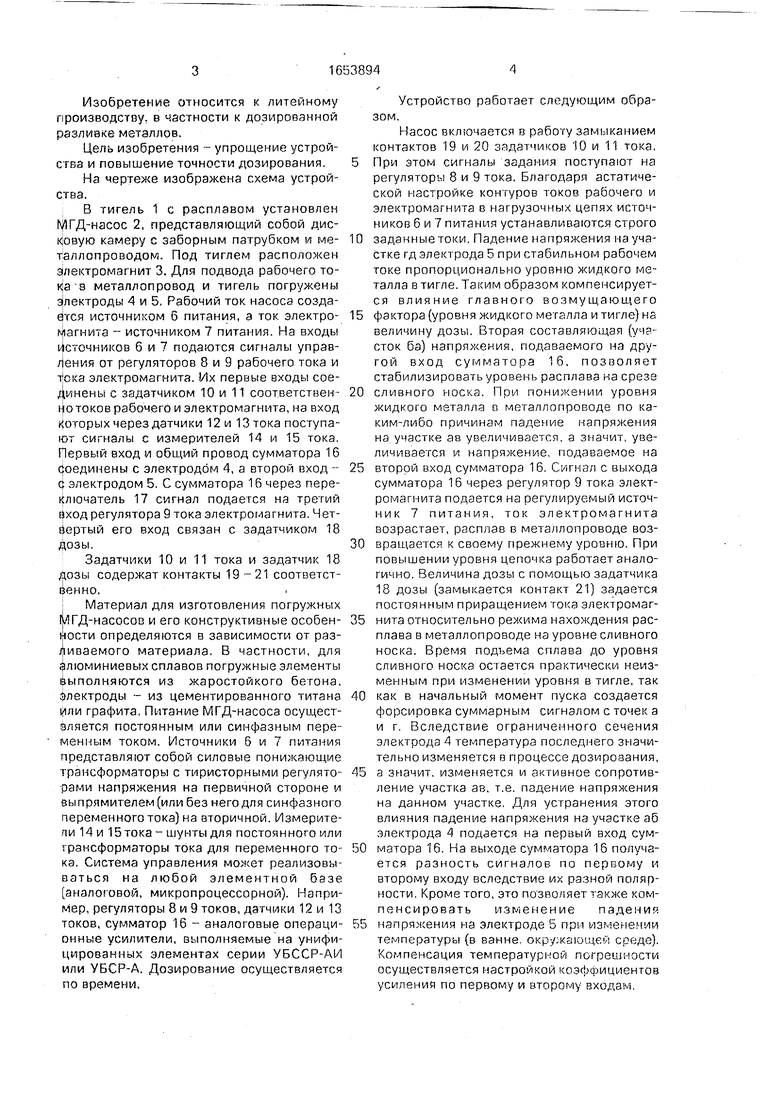
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом литья | 1986 |
|
SU1405962A1 |
| Устройство для автоматического управления процессом литья | 1988 |
|
SU1581471A1 |
| Устройство для автоматического управления процессом литья | 1981 |
|
SU996095A1 |
| Магнитодинамическая раздаточная печь | 1981 |
|
SU984667A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для дозирования расплавленного металла | 1985 |
|
SU1292912A1 |
| Устройство для дозирования расплавленного металла | 1989 |
|
SU1616777A2 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| Устройство для дозирования жидкого металла | 1987 |
|
SU1435394A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
Изобретение относится к литейному производству, в частности к дозированной 2 paj/швке металлов Цель - упрощение конструкции и повышение точности дозирования. Устройство для автоматического управления процессом литья содержит тигель 1 с токопроводящим электродом 5, погружной кондукционный МГД-насос 2 с электродом 4 и электромагнитом 3, регуляторы 8 и 9 рабочего гока и тока электромагнита со своими датчиками и задатчиками тока 10, 11. Новым в устройстве является то, что общий провод сумматора 16 и первый ею вход соединены с электродом 4, причем точка подключения общего провода находится над уровнем сливного носка, а точка подключения первого входа - над точкой подключения общего провода. За счет такого подключения входов сумматора достигает с п дополнительный относительно прототипа эффект стаблизации уровня металла ,: металлопроводе на сливном носке. 1 ил. № и с о |СЛ GJ СО SQ -
| Устройство для обкатки | 1981 |
|
SU996045A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для автоматического управления процессом литья | 1986 |
|
SU1405962A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для автоматического управления процессом литья | 1988 |
|
SU1581471A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
