(21)3999192/28-12
(22)30„12.85
(46) 30.06.88. Бюл. 24
(71)Одесское специальное конструкторское бюро полиграфического машиностроения
(72)С.АоАврус, ВоД.Дубинский и А.АоСермонова
(53)655с1/.3 (088.8}
(56) Паспорт и руководство по монтажу и эксплуатации круглоотливного полуавтомата СЛП-1. Одесский завод полиграфмаш, 1969.
(54)СТАНОК ДЛЯ ЛИТЬЯ РОТАЦИОННЫХ СТЕРЕОТИПОВ
57} Изобретение относится к поли- .графии а именно к устройствам для литья ротационных стереотипов. Цель изобретения - повышение надежности и компактности устройства. Станок содержит литейнзпо систему и соединенный с вентиляцией и литейной системой газопровод, последний вьтол- неи из горизонтальных и вертикальных патрубков, связанных между собой с возможностью поворота, а вертикальные патрубки выполнены телескопическими . Такая конструкция газопровода обеспечивает связь с вентиляцией во время отливки стереотипов. 3 ил.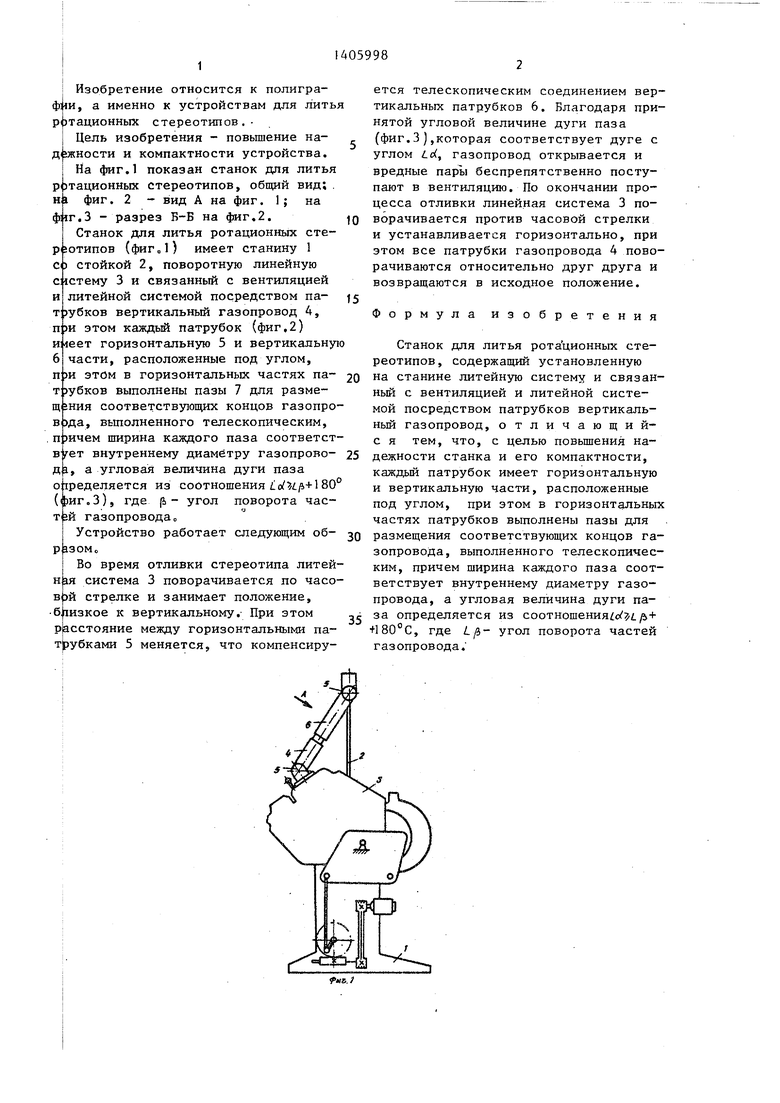
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЛИТЬЯ РОТАЦИОННЫХ СТЕРЕОТИПОВ | 1969 |
|
SU256782A1 |
| Станок для литья ротационных стереотипов | 1975 |
|
SU554173A1 |
| Станок для литья ротационных стереотипов | 1975 |
|
SU583000A2 |
| СТАНОК ДЛЯ ЛИТЬЯ РОТАЦИОННЫХ СТЕРЕОТИПОВ | 1972 |
|
SU328005A1 |
| Отрезной станок для удаления литников и промывников с отливок типа ручек | 1987 |
|
SU1507534A1 |
| Установка для изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1294453A1 |
| Манипулятор для извлечения отливок | 1985 |
|
SU1308426A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| СПОСОБ ДЛЯ ЛИТЬЯ ТРУБ ИЗ БАЗАЛЬТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2368499C1 |
(Л
С
ел
со
00
Изобретение относится к полиграфии, а именно к устройствам для литья ротационных стереотипов,Цель изобретения - повьпаение на- д ности и компактности устройства.
На фиг.1 показан станок для литья
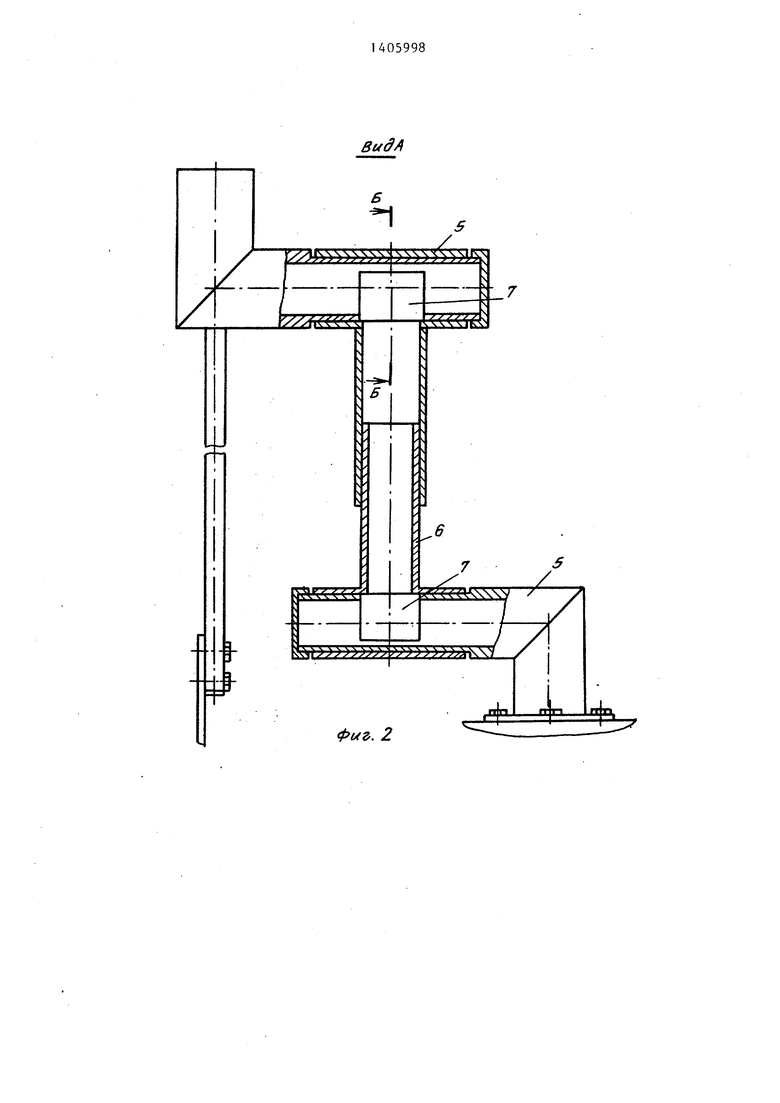
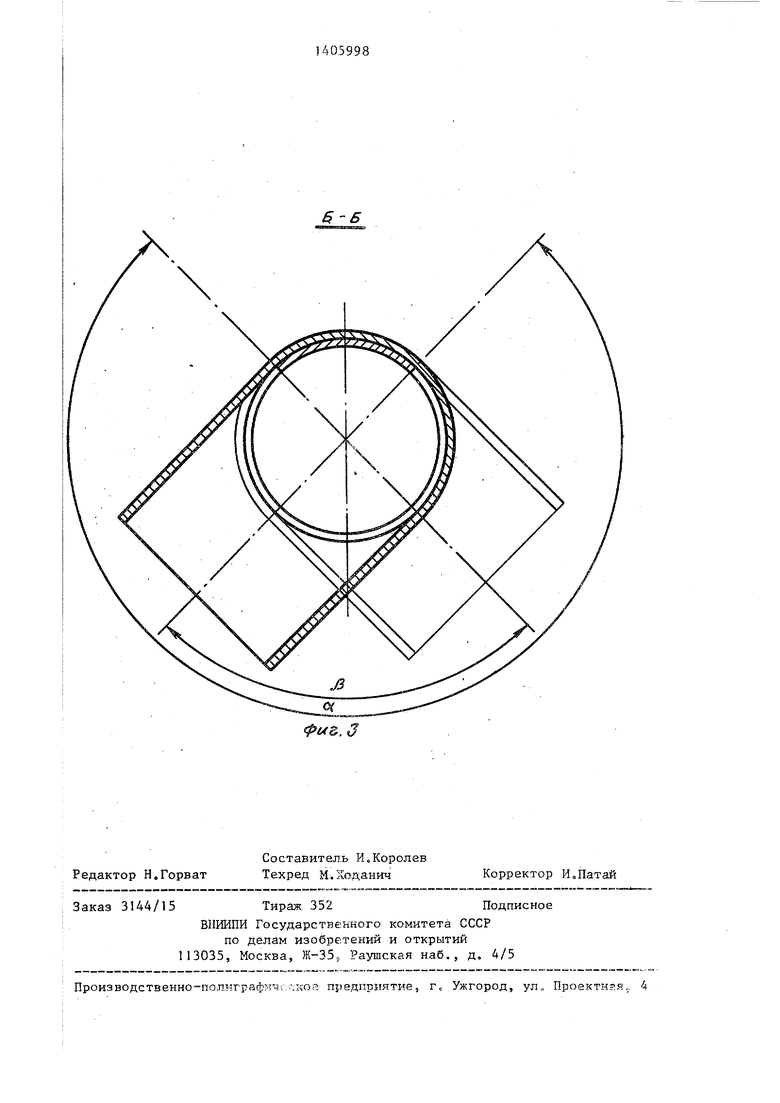
)тационных стереотипов, общий вид;. Н1 фиг. 2 - вид А на фиг. 1; на фиг.З - разрез Б-Б на фиг,2.
Станок для литья ротационных стереотипов (фиг„1) имеет станину 1 ) стойкой 2, поворотную линейную 1стему 3 и связанный с вентиляцией
ется телескопическим соединением вертикальных патрубков 6. Благодаря принятой угловой величине дуги паза
с (фиг.З),которая соответствует дуге с углом Ld газопровод открывается и вредные пары беспрепятственно поступают в вентиляцию. По окончании процесса отливки линейная система 3 по10 ворачивается против часовой стрелки и устанавливается горизонтально, при этом все патрубки газопровода 4 поворачиваются относительно друг друга и возвращаются в исходное положение.
т; зубков вертикальный газопровод 4, п;5и этом каждьй патрубок (фиг,2) еет горизонтальную 5 и вертикальную
Р
литейной системой посредством па- J5
и:
части, расположенные под углом, пЬи этом в горизонтальных частях па- 20 т убков выполнены пазы 7 для разме- щшия соответствующих концов газопро да, вьшолненного телескопическим,
)ичем ширина каждого паза соответствует внутреннему диаметру газопрово- 25 Д1, а угловая величина дуги паза
тредедяется из соотношения 80° (()иг.3), где р1 - угол поворота часгй газопровода Устройство работает следующим об13ОМо
Во время отливки стереотипа литей- нйя система 3 поворачивается по часовой стрелке и занимает положение, близкое к вертикальному. При этом расстояние между горизонтальными патрубками 5 меняется, что компенсируФормула изобретения
Станок для литья ротационных стереотипов , содержащий установленную на станине литейную систему и связанный с вентиляцией и литейной системой посредством патрубков вертикальный газопровод, отличающий- с я тем, что, с целью повьшгения надежности станка и его компактности, каждьй патрубок имеет горизонтальную и вертикальную части, расположенные под углом, при этом в горизонтальных частях патрубков выполнены пазы для
30 размещения соответствующих концов газопровода, выполненного телескопическим, причем ширина каждого паза соответствует внутреннему диаметру газопровода, а угловая величина дуги пазс за определяется из соотношения /9г.+ +180°С, где Lft- угол поворота частей газопровода.
ВидА
фи&.З
