Изобретение относится к обувному производству, а именно к полуавтоматической линии для изготовления обуви с креплением низа, например, клеевым способом или методами горячей вулканизации, или литья подошв из пластических материалов.
Известна полуавтоматическая линия, состоящая из пульсирующего вертикальнозамкнутого конвейера, технологических машин, установленных по обе стороны конвейера, сушильной камеры и привода.
Конвейер несет каретки, установленные с возможностью перемещения по направляющим для закрепления колодок с обувью. Для перемещения кареток с конвейера на рабочее место к технологической операции и обратно на конвейер имеются специальные механизмы.
Для повышения производительности труда в предлагаемой полуавтоматической линии обработка заготовки обуви происходит без вывода колодки с конвейера н исключен ряд механизмов и машин для транспортировки полуфабрикатов.
Это достигается тем, что некоторые из технологических машин смонтированы над верхней ветвью конвейера и являются машинами проходного типа. Для разгрузки верхней ветви конвейера от механических воздействий при обработке обуви на конвейере и для зажима и точной фиксации кареток с колодками относительно рабочих органов машин проходного типа линия имеет устройства, каждое из которых содержит, например, гидродилиндры, штоки которых перемещаются перпендикулярно направлению движения конвейера навстречу друг другу. Гидроцилиндры несут вилкообразные упоры, взаимодейств - щие с кареткой, причем один из упоров имеет постоянный ход, а второй прижимает каретку
к первому упору.
Сушильная камера расположена у нижней ветви конвейера и имеет раму, несущую пяточные и носочные фигурные отражатели с электрическими нагревателями и механизм
подъема и опускания рамы. При выстое конвейера рама с нагревателями поднимается к колодкам, а перед началом движения конвейера опускается. Конвейер состоит из секций, имеющих рамку и подпружиненные прижимы для фиксации каретки с колодкой на верхней и нижней ветвях конвейера.
Для удержания колодок в опрокинутом положении при движении в сушильной камере каретка с колодкой имеют блокирующее устройство, выполненное в виде подпрул иненного замка, смонтированного на каретке в
направляющих. Зуб замка входит в фигурный
паз колодки.
ротного подпружиненного рычага с иглой и толкателя, взаимоде1 1ствуюш,его с рычагом для установления иглы при съеме обуви.
Механизм перемещения каретки с колодкой с конвейера на рабочее место содержит гидроцилиндр, шток которого имеет на конце паз, взаимодействующий с выстуиом каретки для ее перемещения при выстое конвейера.
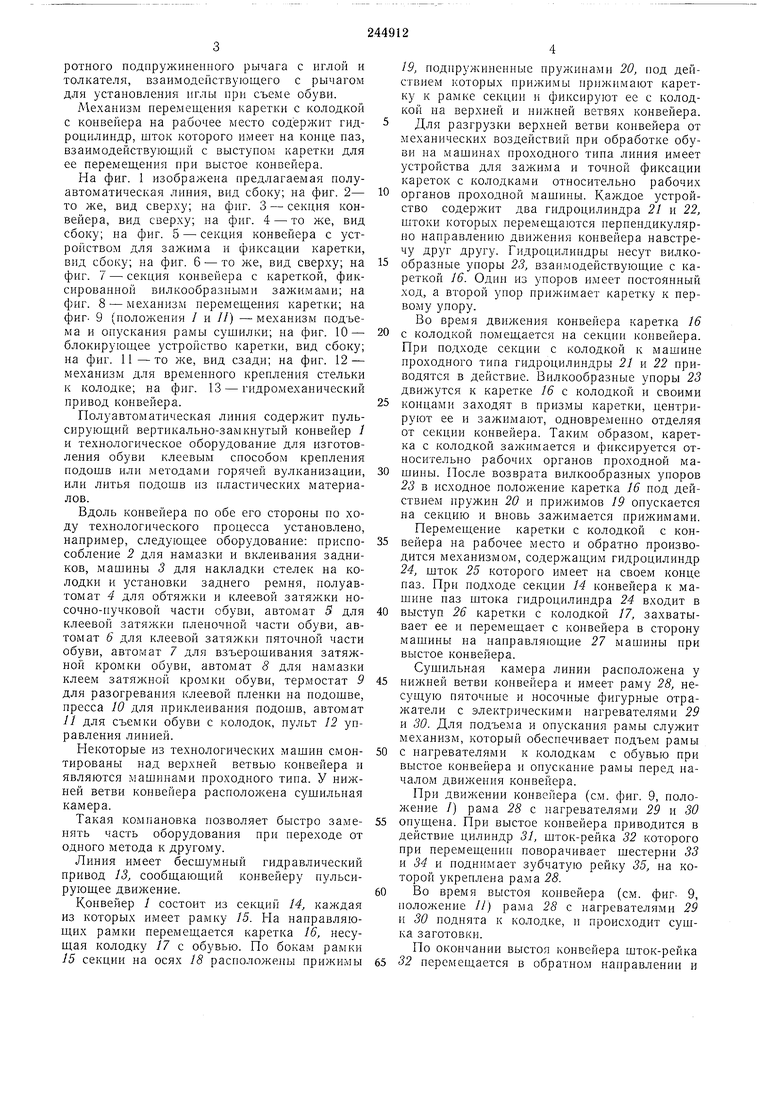
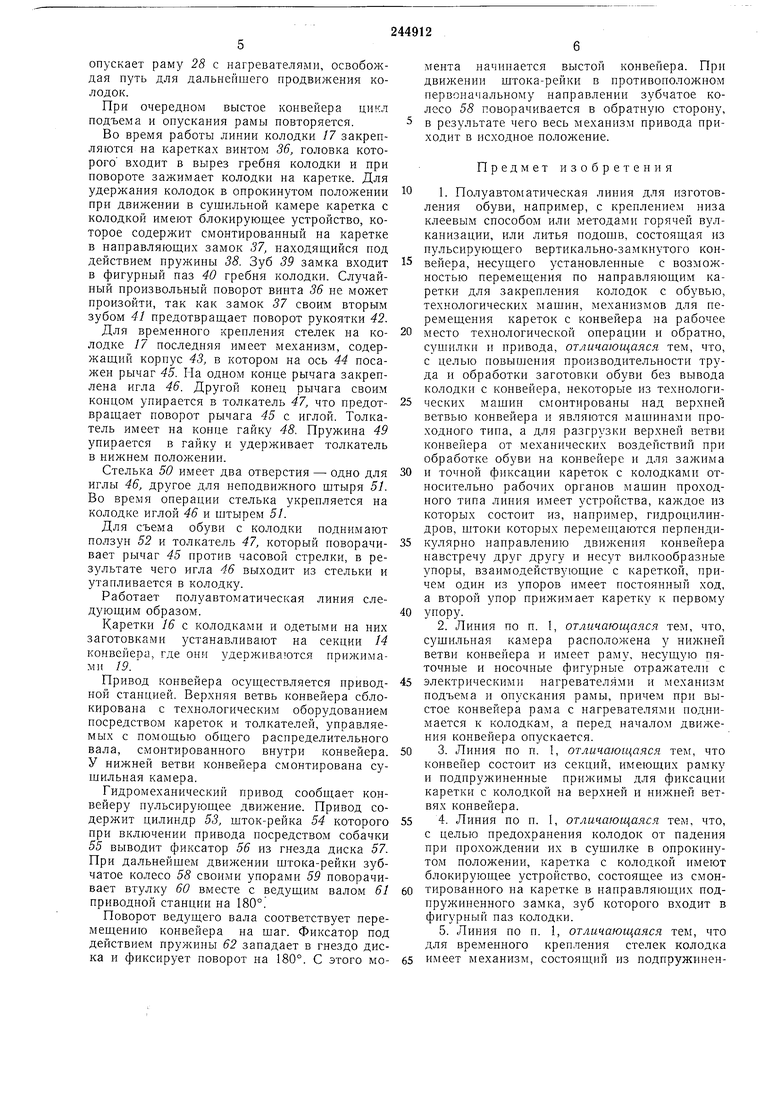
На фиг. 1 изображена предлагаемая полуавтоматическая линия, вид сбоку; на фиг. 2- то же, вид сверху; на фиг. 3 - секция конвейера, вид сверху; на фиг. 4 - то же, вид сбоку; на фиг. 5 - секция конвейера с устройством для зажима и фиксации каретки, вид сбоку; на фиг. 6 - то же, вид сверху; на фиг. 7 - секция конвейера с кареткой, фиксированной вилкообразными зажимами; на фиг. 8 - механизм перемещения каретки; на фиг- 9 (положения lull - механизм подъема и опускания рамы сушилки; на фиг. 10 - блокирующее устройство каретки, вид сбоку; на фиг. И -то же, вид сзади; на фиг. 12 - механизм для временного крепления стельки к колодке; на фиг. 13 - гидромеханический привод конвейера.
Полуавтоматическая линия содержит пульсирующий вертикально-замкнутый конвейер / и технологическое оборудование для изготовления обуви клеевым способом крепления подошв или методами горячей вулканизации, или литья подошв из пластических материалов.
Вдоль конвейера по обе его стороны по ходу технологического процесса установлено, например, следующее оборудование: приспособление 2 для намазки и вклеивания задников, мащины 3 для накладки стелек на колодки и установки заднего ремня, полуавтомат 4 для обтяжки и клеевой затяжки носочно-иучковой части обуви, автомат 5 для клеевой затяжки пленочной части обуви, автомат 6 для клеевой затяжки пяточной части обуви, автомат 7 для взъерошивания затяжной кромки обуви, автомат 8 для намазки клеем затяжной кромки обуви, термостат 9 для разогревания клеевой пленки на нодошве, пресса 10 для приклеивания подошв, автомат /) для съемки обуви с колодок, пульт 12 управления линией.
Некоторые из технологических машин смонтированы над верхней ветвью конвейера и являются машинами проходного типа. У нижней ветви конвейера расположена сушильная камера.
Такая компановка позволяет быстро заменять часть оборудования при переходе от одного метода к другому.
Линия имеет бесшумный гидравлический привод 13, сообщающий конвейеру пульсирующее движение.
Конвейер 1 состоит из секций 14, каждая из которых имеет рамку 15. На направляющих рамки перемещается каретка 16, несущая колодку 17 с обувью. Но бокам рамки 15 секции на осях 18 расположены прижимы
19, подпружиненные пружинами 20, под действием которых прижимы прижимают каретку к рамке секции и фиксируют ее с колодкой иа верхней и нижней ветвях конвейера.
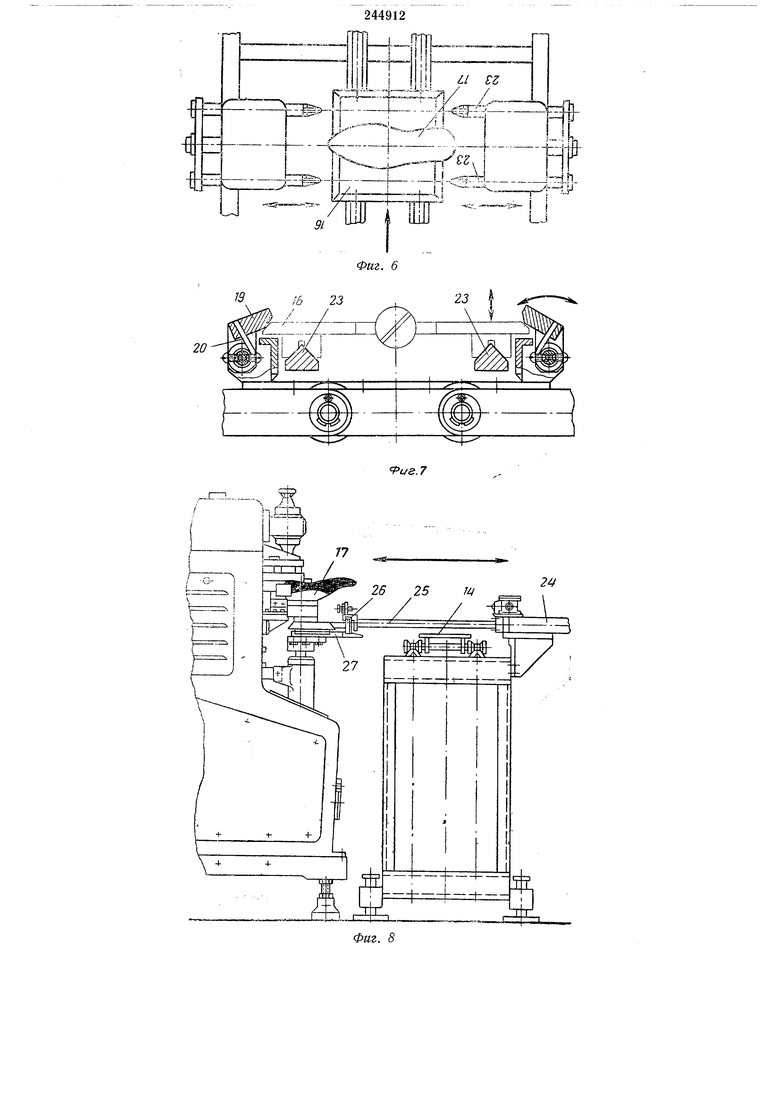
Для разгрузки верхней ветви конвейера от механических воздействий ири обработке обуви на мащинах проходного типа липия имеет устройства для зажима и точной фиксации кареток с колодками относительно рабочих
органов проходной мащины. Каждое устройство содержит два гидроцилиндра 21 и 22, штоки которых перемещаются перпендикулярно направлению движения конвейера навстречу друг другу. Гидроцилиндры несут вилкообразные упоры 23, взаимодействующие с кареткой 16. Один из упоров имеет постояпный ход, а второй упор прижимает каретку к первому упору.
Во время движения конвейера каретка 16
с колодкой помещается на секции конвейера. Нри подходе секции с колодкой к машине проходного типа гидроцилиндры 21 и 22 приводятся в действие. Вилкообразные упоры 23 движутся к каретке 16 с колодкой и своими
концами заходят в призмы каретки, центрируют ее и зажимают, одновременно отделяя от секции конвейера. Таки.м образом, каретка с колодкой зажимается и фиксируется относительно рабочих органов проходной машины. После возврата вилкообразных упоров 23 в исходное положение каретка 16 под действием пружин 20 и прижимов 19 опускается на секцию и вновь зажимается прижимами. Перемещение каретки с колодкой с конвейера на рабочее место и обратно производится механизмом, содержащим гидроцилиндр 24, шток 25 которого имеет на своем конце паз. При подходе секции 14 конвейера к машине паз штока гидроцилиндра 24 входит в
выступ 26 каретки с колодкой 17, захватывает ее и перемещает с конвейера в сторону мащины на направляющие 27 мащины при выстое конвейера. Сушильная камера линии расположена у
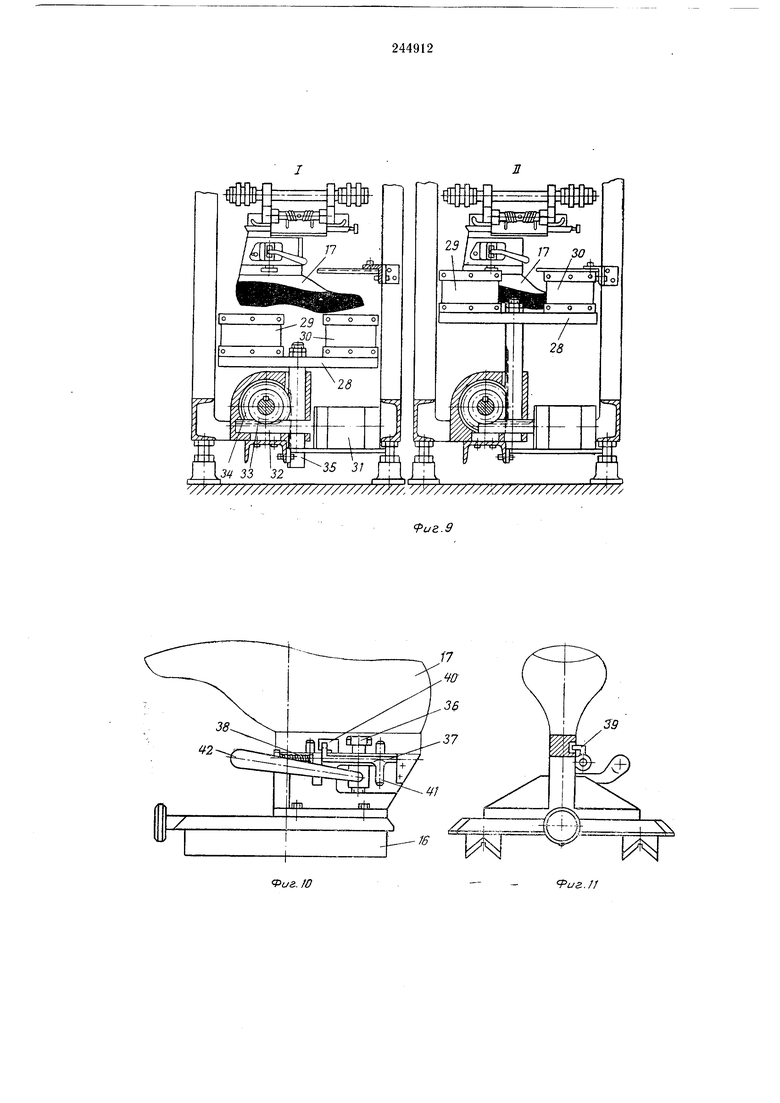
нижней ветви конвейера и имеет раму 28, несущую пяточные и носочные фигурные отражатели с электрическими нагревателями 29 и 30. Для подъема и опускания рамы служит механизм, который обеспечивает подъем рамы
с нагревателями к колодкам с обувью при выстое конвейера и опускание рамы перед пачало.м движения конвейера.
При движении конвейера (см. фиг. 9, положепие /) рама 28 с нагревателями 29 и 30
опущена. При выстое конвейера нриводится в действие цилиндр 31, шток-рейка 32 которого при перемещепип поворачивает щестерни 33 к 34 и поднимает зубчатую рейку 35, на которой укреплена рама 28.
Во время выстоя конвейера (см. фиг- 9, положение //) рама 28 с нагревателями 29 и 30 поднята к колодке, п происходит сущка заготовки.
опускает раму 28 с нагревателями, освобождая путь для дальнейшего нродвижения колодок.
При очередном выстое конвейера цикл подъема и опускания рамы повторяется.
Во время работы линии колодки 17 закрепляются на каретках винтом 36, головка которого входит в вырез гребня колодки и при повороте зажимает колодки иа каретке. Для удержания колодок в опрокинутом положении при движении в сушильной камере каретка с колодкой имеют блокирующее устройство, которое содержит смонтированный на каретке в направляюпдих замок 37, находяш:ийся под действием 38. Зуб 39 замка входит в фигурный паз 40 гребня колодки. Случайный произвольный поворот винта 36 не может произойти, так как замок 37 своим вторым зубом 41 предотвращает поворот рукоятки 42.
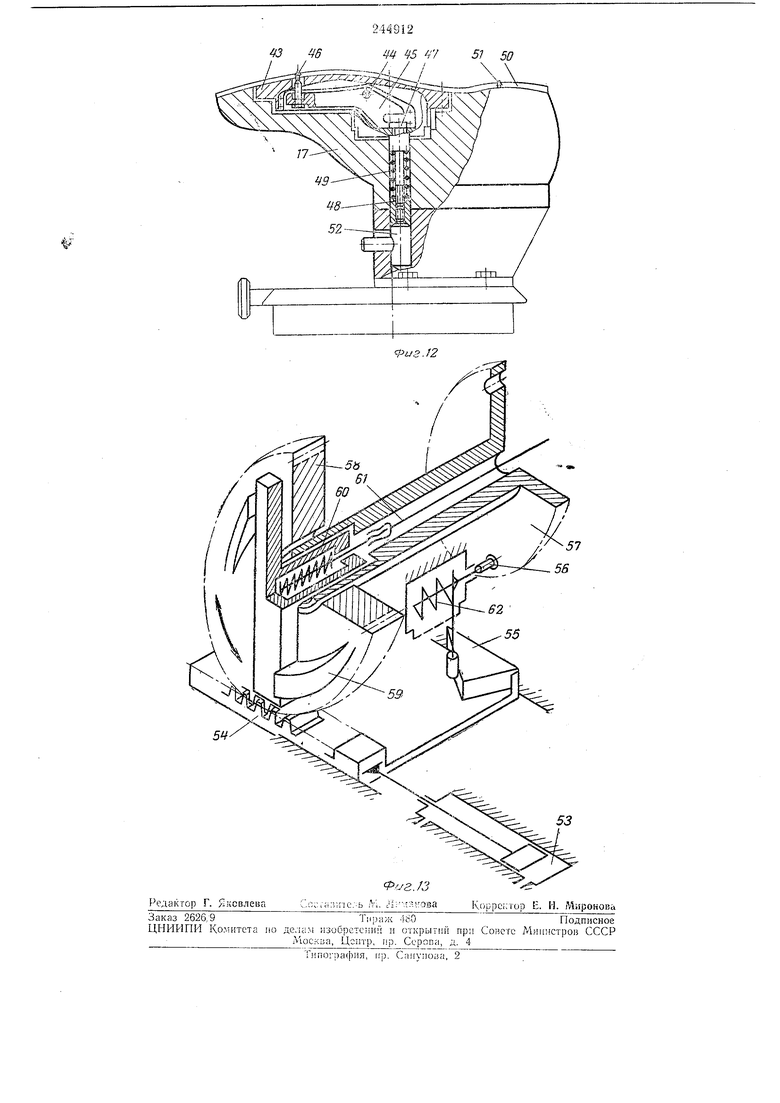
Для временного крепления стелек на колодке 17 последняя имеет механизм, содержащий корпус 43, в котором на ось 44 посажен рычаг 45. На одном конце рычага закреплена игла 46. Другой конец рычага своим концом упирается в толкатель 47, что предотвращает поворот рычага 45 с иглой. Толкатель имеет на конце гайку 48. Пружина 49 упирается в гайку и удерживает толкатель в нижнем положении.
Стелька 50 имеет два отверстия - одно для иглы 46, другое для неподвижного штыря 51. Во время операции стелька укрепляется на колодке иглой 46 и штырем 51.
Для съема обуви с колодки поднимают ползун 52 и толкатель 47, который поворачивает рычаг 45 против часовой стрелки, в результате чего игла 46 выходит из стельки и утапливается в колодку.
Работает полуавтоматическая линия следующим образом.
Каретки 16 с колодками и одетыми на них заготовками устанавливают на секции 14 конвейера, где они удерживаются прижимами 19.
Привод конвейера осуществляется приводной станцией. Верхняя ветвь конвейера сблокирована с технологическим оборудованием посредством кареток и толкателей, управляемых с помощью общего распределительного вала, смонтированного внутри конвейера. У нижней ветви конвейера смонтирована сушильная камера.
Гидромеханический привод сообщает конвейеру пульсирующее движение. Привод содержит цилиндр 53, шток-рейка 54 которого при включении привода посредством собачки 55 выводит фиксатор 56 из гнезда диска 57. При дальнейшем движении штока-рейки зубчатое колесо 58 своими упорами 59 поворачивает втулку 60 вместе с ведушим валом 61 приводной станции на 180°.
Поворот ведущего вала соответствует перемещению конвейера на шаг. Фиксатор под действием пружины 62 западает в гнездо диска и фиксирует поворот на 180°. С этого момента начинается выстой конвейера. При движении щтока-рейки в противоположном первоначальному направлении зубчатое колесо 58 поворачивается в обратную сторону, в результате чего весь механизм привода приходит в исходное положение.
Предмет изобретения
1. Полуавтоматическая линия для изготовления обуви, например, с креплением низа клеевым способом или методами горячей вулканизации, или литья подошв, состоящая из пульсирующего вертикально-замкнутого конвейера, несущего установленные с возможностью перемещения по направляющим каретки для закрепления колодок с обувью, технологических машин, механизмов для перемешения кареток с конвейера на рабочее
место технологической операции и обратно, сушилки и привода, отличающаяся тем, что, с целью повышения производительности труда и обработки заготовки обуви без вывода колодки с конвейера, некоторые из технологических машин смонтированы над верхней ветвью конвейера и являются машинами проходного типа, а для разгрузки верхней ветви конвейера от механических воздействий при обработке обуви на конвейере и для зажима
и точной фиксации кареток с колодками относительно рабочих органов машин проходного типа линия имеет устройства, каждое из которых состоит из, например, гпдроцилиндров, штоки которых перемещаются перпендикулярно направлению движения конвейера навстречу друг другу и несут вилкообразные упоры, взаимодействующие с кареткой, причем один из упоров имеет постоянный ход, а второй упор прижимает каретку к первому
упору.
2. Линия по п. 1, отличающаяся тем, что, сушильная камера расположена у нижней ветви конвейера и имеет раму, несущую пяточные и носочные фигурные отрал атели с
электрическими нагревателями и механизм подъема и опускания рамы, причем при выстое конвейера рама с нагревателями поднимается к колодкам, а перед началом двил ения конвейера опускается.
3. Линия по п. 1, отличающаяся тем, что конвейер состоит из секций, имеющих рамку и подпружиненные прижимы для фиксации каретки с колодкой на верхней и нижней ветвях конвейера.
4. Линия по п. 1, отличающаяся тем, что, с целью предохранения колодок от падения при прохождении их в сушилке в опрокинутом положении, каретка с колодкой имеют блокирующее устройство, состоящее из смонтированного на каретке в направляющих подпружиненного замка, зуб которого входит в фигурный паз колодки.
5. Линия по п. 1, отличающаяся тем, что для временного крепления стелек колодка
ного поворотного рычага с иглой и толкателя, взаимодействующего с рычагом для установления иглы нри съеме обуви. 6. Линия ио п. 1, отличающаяся тем, что
механизм перемещения каретки с колодкой 5 выстое конвейера.
с конвейера на рабочее место и обратно состоит из гидроцилиндра, шток которого имеет на своем конце наз, взаимодействующий с выступом каретки для ее перемещения при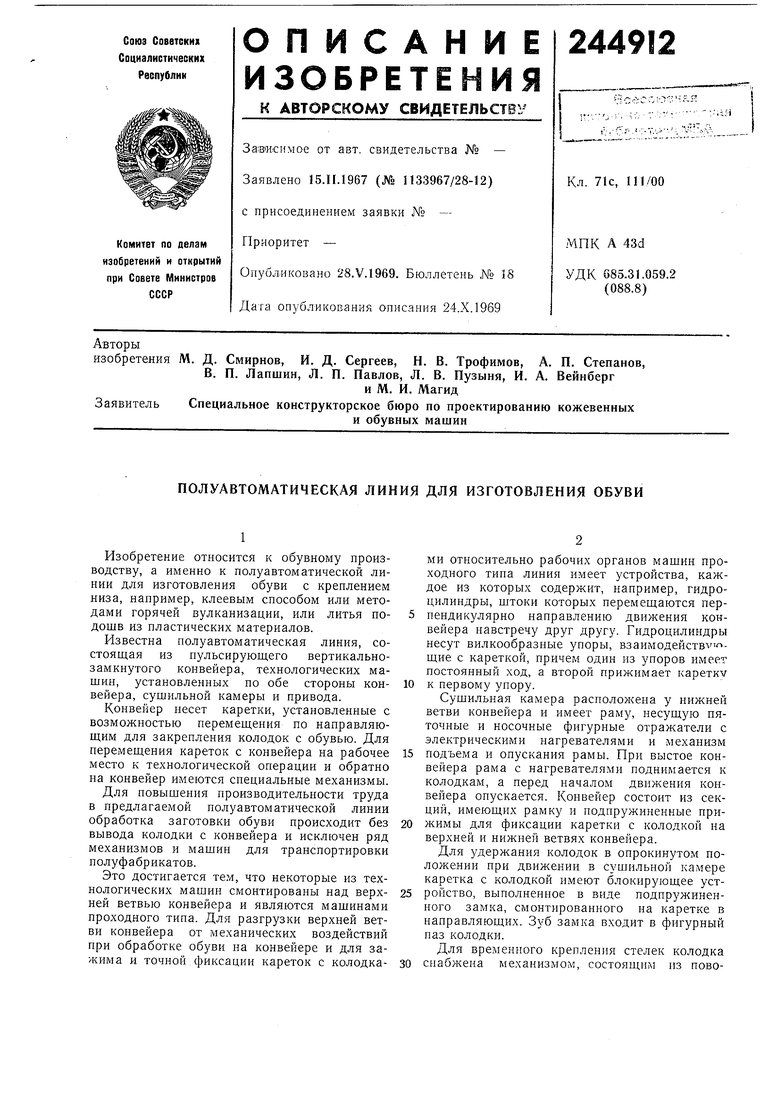
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ВАЛЯНОЙ | 1973 |
|
SU397195A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1964 |
|
SU164822A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Затяжная машина | 1973 |
|
SU679199A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ НА КОЛОДКЕ ЗАГОТОВКИ ОБУВИ, ЦЕНТРИРОВАНИЯ И ПРИКЛЕИВАНИЯ ПОДОШВ | 1969 |
|
SU251408A1 |

Фиг. 2
Vuf..
f:zi-L i ТГ
31
244912
,. т | L.-VI,
И-iJJ
д.
2
Фиг. 8
