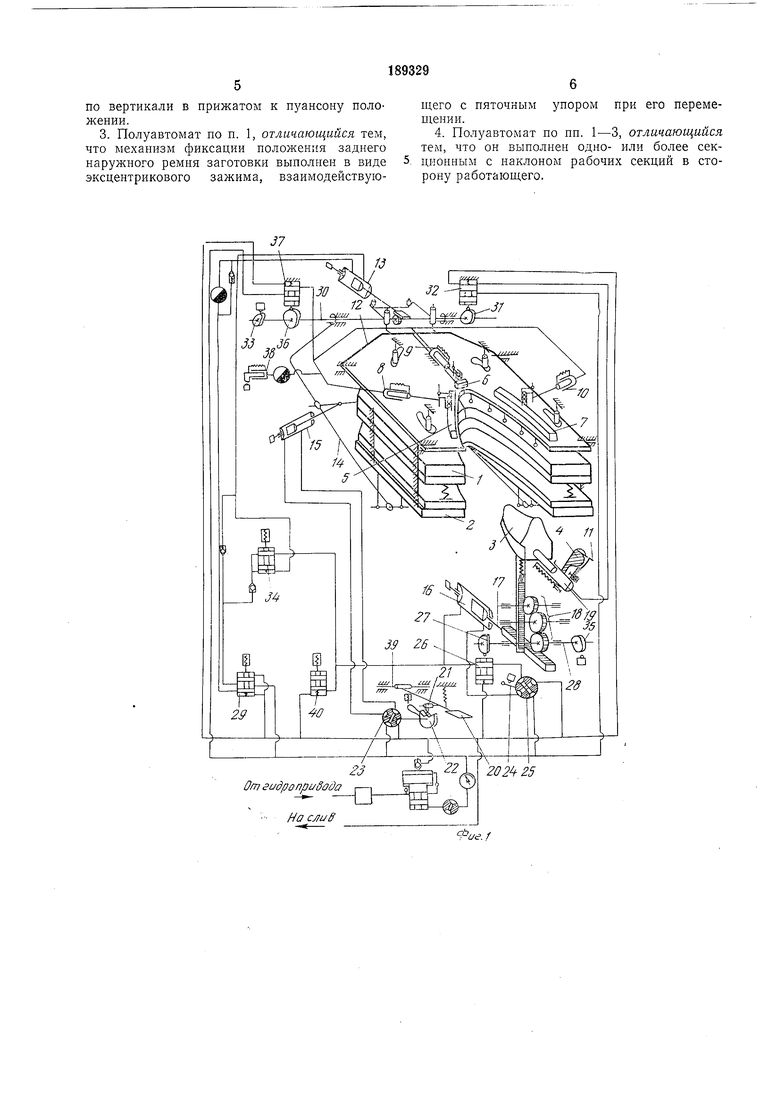
Известен полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки, состоящий из смонтированных на станине, кинематически связанных между собой и приводимых в движе- 5 ние от привода механизмов верхних и нижних пластин, регулируемого по высоте и нагреваемого пуансона с пяточным упором, предназначенного для центрирования заготовки и ,„ растяжения ее в продольном нанравлении. Предлагаемый полуавтомат дает возможность улучшить качество формования заготовки обуви различных методов крепления. От известных он отличается тем, что снабжен механизмами фиксации положения носочпо-пучковои части формуемой заготовки на пуансоне и заднего наружного ремня за-20 готовки на пяточном упоре. J. , Механ изм фиксации положения носочнопучковой части формуемой заготовки на пуансоне состоит из гидравлических цилии-25 дров; щтоки последних щарнирно связаны с упорами, профилированная часть которых Механизм фиксации положения заднего наружного ремня заготовки представляет собой эксцентриковый зажим, взаимодействующий с пяточным упором при его перемещении. Полуавтомат быть выполнен одноили миогосекционным с наклоном рабочих секций в сторону работающего. а фиг. 1 изображена общая кинематиче ма полуавтомата; на фиг. 2-механизмы верхних и нижних пластин и фиксиРУ е положения носочно-пучковой части заготовки; на фиг. 3, а, б, в, г, с - последонательные этапы работы полуавтомата. станине полуавтомата смонтированы механизмы верхних / и нижних 2 пластин, нагреваемого и регулируемого по высоте пуансона 5 с пяточным упором 4, предназначенного для центрирования заготовки и растяжения ее в нродольном направлении, механизм фиксации положения иосочно-пуч заготовки на пуансоне, имеющий 5, 6 н 7, щарнирно связанные со щтоками гидравлических цилиндров 8, 9, 10, и механизм фиксации заднего наружного ремня заготовки, выполненный в виде эксцентрикотериалом, перед1ещаются по вертикали, прижимаясь к пуансону.
Верхние и пижние пластины состоят из двух сочлененных половин, которые соединены с пластиноносителем 12, приводимым в возвратно-ноступательное движение в горизонтальной плоскости от гидравлического цилиндра 13. Кроме того, верхние и нижние пластины могут сближаться посредством рычажной системы 14 от гидроцилиндра 15, а сочлененные половины пластин смыкаются и размыкаются при движении пластиноносителя.
Пуансон совершает возвратно-поступательное движение в вертикальной плоскости от гидравлического цилиндра 16 посредством штока 17 с зубчатой рейкой, связанной через систему шестерен 18 с тягой пуансона.
Пяточный упор приводится в движение гидравлическим цилиндром 19.
Полуавтомат работает следующим образом.
На нижние пластины помещают заготовку, и при нажиме на педаль 20 связанная с ней собачка 21 поворачивает сектор 22 и переключает кран 23, который управляет работой гидравлических цилиндров. Шток гидравлического цилиндра 15 перемещает рычажную систему 14 и нижние пластины. При этом Верхние и нижние пластины сближаются и залсимают затяжную кромку заготовки (фиг. 3, а). Затем, повернув рукоятку 24, через кран 25 включают гидравлический цилиндр 16, и пуапсон (фиг. 3, б) иачинает подниматься.
Регулируют подъем пуансона при помощи золотника 26, запирающего бесштоковую иолость цилиндра 16 при воздействии на кулачок 27, который помещен на распределительном валу 28. При дальнейщем повороте рукоятки 24 включается золотник 29 и гидравлический цилиндр 13, шток которого перемещает пластиноноситель и пластины по паправлению к пуансону 3 (фиг. 3, в. При этом половины пластин смыкаются и удерживают заготовку.
В определенный момент движения пластиноносителя включается распределительный вал 30, кулачок 31 которого воздействует на золотник 32. При этом включается гидравлический цилиндр 19, и пяточный упор отодвигается от пуансона вдоль его горизонтальной оси. Одновременно эксцентриковый зажим 11 фиксирует положение заднего наружного ремня заготовки и происходит продольная вытяжка заготовки.
Далее при помощи кулачка 33 распределительного вала 30 включается золотник 34, который занирает бесштоковую полость гидравлического цилиндра 13, и перемепдение пластиноносителя прекращается. Одновременно с этим вновь включается гидравлический цилиндр 16 и продолжается подъем пуансона, ограничиваемый- кулачком 35 распределительного вала 28 при выключении гидроцилиндра 16, и пластиноноситель выдвигается до тех
пор, пока пластины не унрутся в пуансон (фиг. 3,в).
Далее через кулачок 36 и золотиик 37 одновременно включаются гидравлические цилиндры 8, 9 VI 10, штоки которых перемещают упоры 5, 6, 7 в направлении к пуансону. Уноры прижимаются к поверхности заготовки и фиксируют положение носочно-пучковой части на пуансоне, осуществляя ее формование
(фиг. 3, е).
После этого включается гидроцилиндр 38, который через электромагнит 39 нереключает сектор 22 и связанный с ним кран 23.
Гидравлический цилиндр 15 через рычажную снстему 14 раздвигает верхние и нижние пластины, и затяжная кромка заготовки освобождается (фиг. 3, д).
Затем включается золотник 40 и гидравлический цилиндр 16, шток которого поднимает
пуансон в крайнее верхнее ноложение вместе с прижатыми к нему упорами. Одновременно с этим пластиноноситель снова выдвигается вперед, и пластины заходят под пуансон, т. е. под затяжную кромку (фиг. 3,), производя
ее формование. В этом положении кулачок 36 нереключает золотник 57 и гидравлические цилиндры 8, 9, 10. Уноры 5, 6, 7 под действием пружин отходят в исходное положение и освоболадают заготовку.
По истечении заданного времени переключается золотник 29, открывается бесщтоковая полость гидравлического цилиндра 13, шток которого отводит пластиноноситель в первоначальное положение, освобождая заготовку.
Сняв отформованную заготовку, опускают пуансон в нижнее положение и при помощи рукоятки 24 возвращают все рабочие механизмы в исходное положение.
Предмет изобретения
1.Полуавтомат для формования и сушки HocofiHo-пучковой части заготовки обуви и ее затяжной кромки, состоящий из смонтированных па станине, кинематически связанных
между собой и приводимых в движение от привода механизмов верхних пластин, нижних пластин, регулируемого по высоте нагреваемого пуансона с пяточным упором, предназначенного для центрирования заготовки и
растяжения ее в нродольном направлении, отличающийся тем, что, с целью улучшения качества формования заготовки обуви разлнчных методов крепления, нолуавтомат снабл ен механизмами фиксации положения носочнонучковой части формуемой заготовки на пуансоне и заднего наружного ремня заготовки па пяточном упоре.
2.Полуавтомат по п. 1, отличающийся тем, что механизм фиксации нолол ения носочнопучковой части формуемой заготовки на пуансоне выполнен в виде системы гидравлических цилиндров, штоки которых шарнирно связаны с упорами, профилированная часть которых выполнена из эластичного мате5по вертикали в прижатом к пуансону положепии. 3. Полуавтомат по п. 1, отличающийся тем, что мехапизм фиксации положения заднего наружного ремня заготовки выполнен в виде5. эксцентрикового зажима, взаимодействую6щего с пяточным упором при его перемеП1,ении. 4. Полуавтомат по пп. 1-3, отличающийся тем, что он выполнен одно- или более секдионным с наклоном рабочих секций в сторону работающего.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ЗАГОТОВОК ОБУВИ | 1972 |
|
SU345914A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |

ff/77 гидропривода ,-,
На смиВ
