С5
Изобретение относится к трубообрабаты- вающему или трубосварному производству, в частности к способам изг отовления криволинейных труб, предназначенных для монтажа отводов магистральных трубопроводов, преимущественно из цельнотянутых труб или из труб с продольным сварным nieoM.
Цель изобретения - повып ение производительности за счет сокращения трудоемкости.
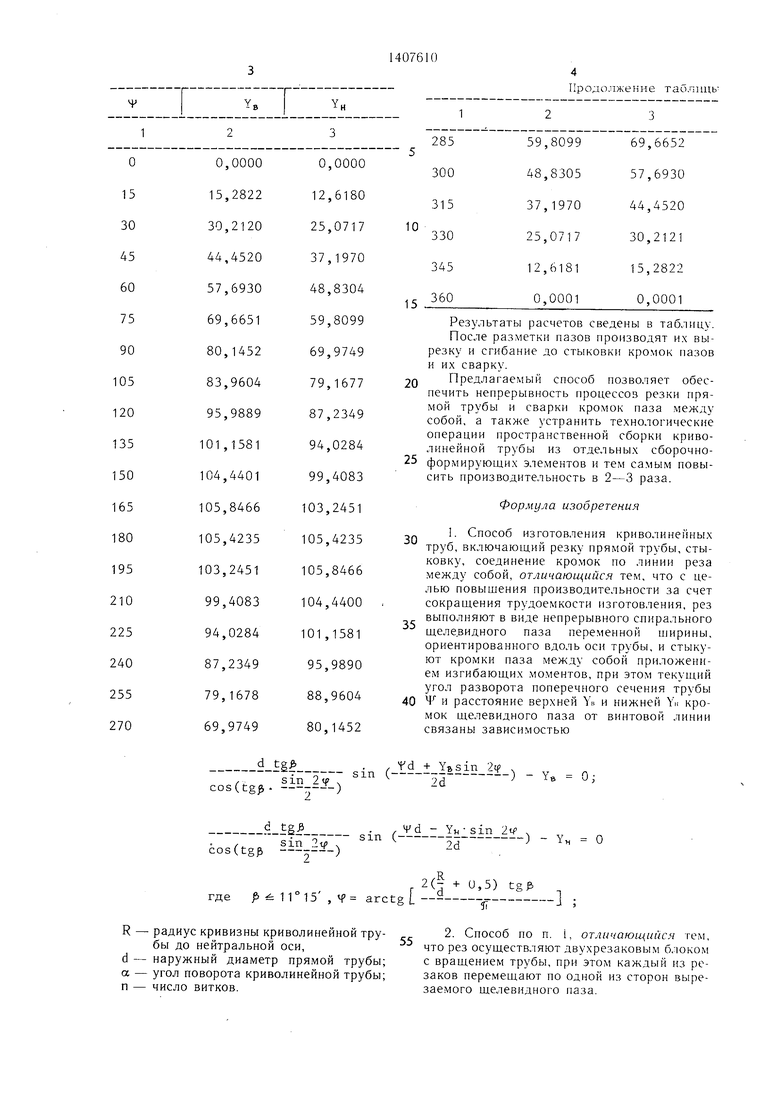
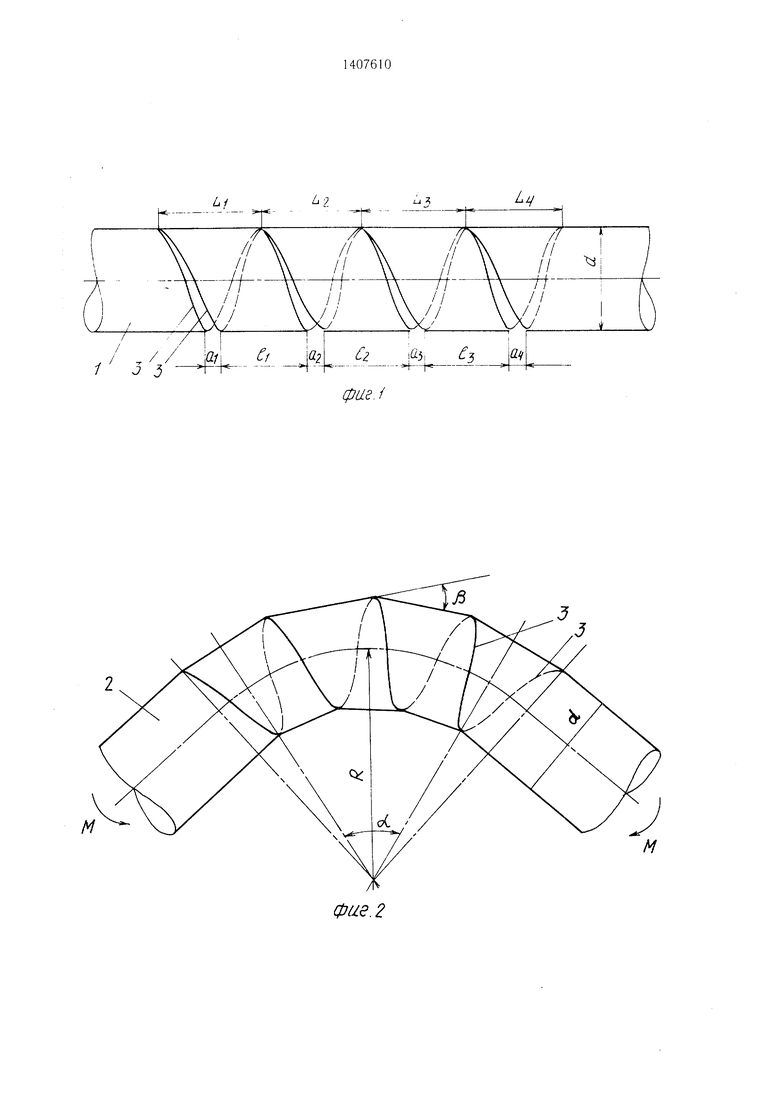
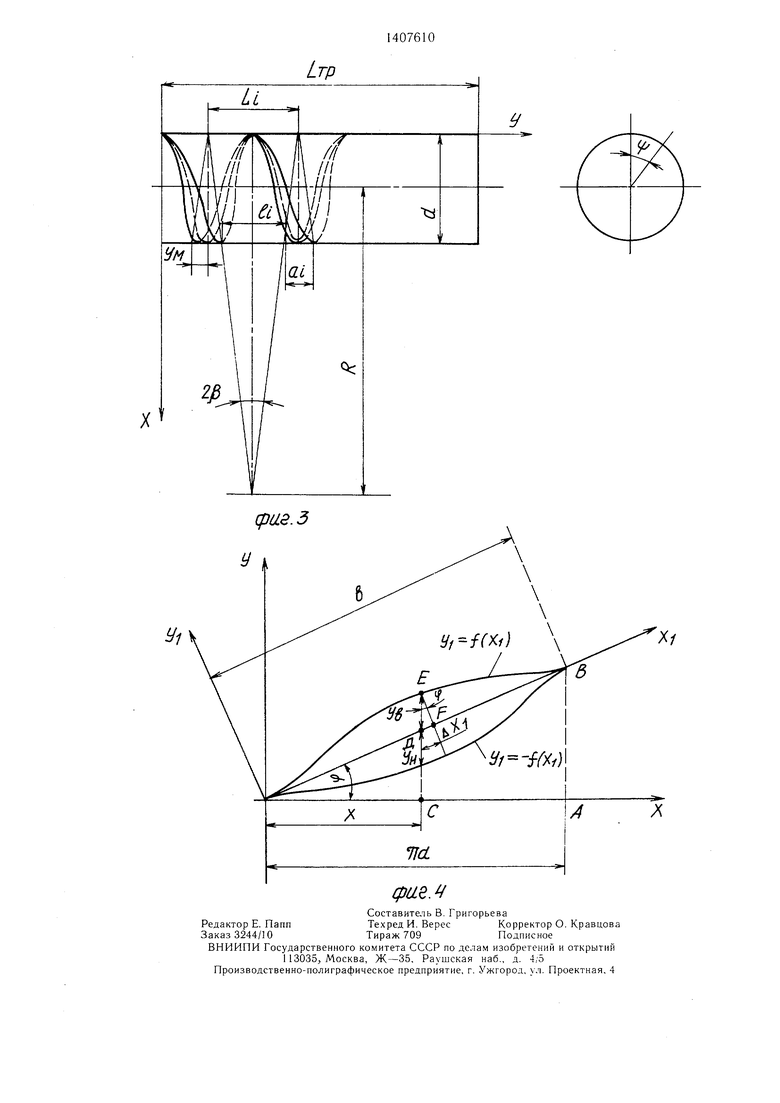
На фиг. 1 показана прямая заготовка из трубы с вырезанным на ее поверхности непрерывным спиральным щолевидным на- зом пере.менной ширины, ориентированным вдоль оси трубы; на фиг. 2 -- криволинейная труба, полученная путем изгибания пря.мой трубы и последующей стыковки и сварки кромок непрерывного снирального ще- левидного паза .между собой; на фиг. 3 -- принцип построения на поверхности трубы спирального щелевидного паза переменной щирипы в систе.ме YOX вместо косого коль- цевого элемента; на фиг. 4 - развертка щелевидпого паза на плоскости YOX.
На фиг. 1--4 показаны прямая труба 1, криволинейная труба 2, линии 3 реза, опреде- ляюише контур спирального ще, 1евидно1 о паза неременной ширины, наружный диаметр d прямой точки, радиус R кривизны криволинейной трубы до нейтральной оси, угол ос но- ворота криволинейной трубы, элементарный угол |3 слома трубы, 1-1згибаю1цее усилие
ю 0
15
5
(момент) М, геометрические параметры, характеризующие размеры и ориентацию спирального щелевидного паза пере.менной ширины относительно продольной оси трубы.
Если радиус кривизны криволинейной трубы постоянный, то а| ч ,; L, (i 1,2,3...п), Ьр длина криволинейного участка трубы, Ч - текущий угол разворота поперечного сечения трубы, b - длина одного витка винтовой линии, ф - угол подъема винтовой линии YI f(Xi) - уравнение верхней кромки щелевидного паза в системе координат У,ОХ,;У| - f(i) - уравнение нижней кро.мки щелевидного паза в системе координат YB и Уи - отстояние верхней и нижней кро.мок щелевидного паза от винтовой линии в системе координат УОХ соответственно;
Способ реализуется следующим образом.
В зависимости от заданных R, d и а подбирают элементарный угол слома трубы |3 при условии, что он должен быть меньще или равен 1°15 . Угол |3 определяет количество спиральных витков щелевидного паза. Затем по эмпирическим или теоретическим зависимостям определяют геометрические параметры Ув, Ун и Ч , характеризующие размеры и ориентацию спирального щелевидного паза переменной ширины относительно продольной оси трубы. Ниже приведен один из вариантов указанных зависимостей: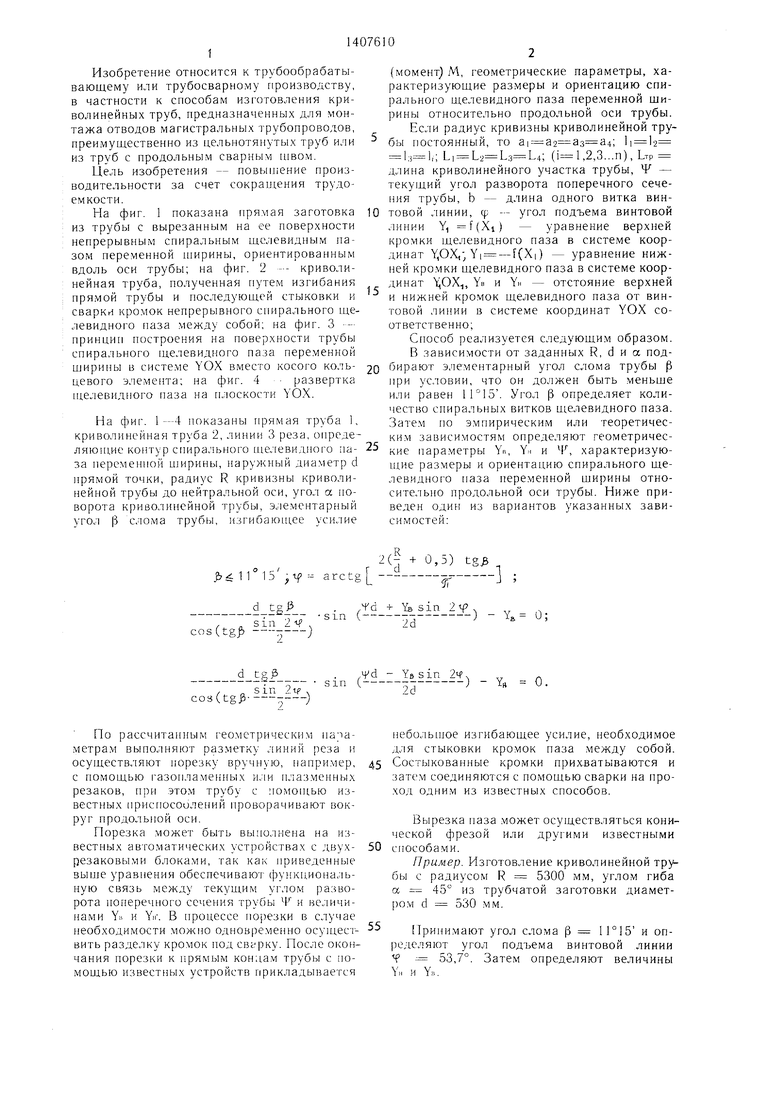
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки листового материала | 1981 |
|
SU984734A1 |
| Блок ножей для резки проката цилиндрического поперечного сечения | 1989 |
|
SU1682056A1 |
| Штамп для резки гнутых П-образных профилей | 1985 |
|
SU1328088A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ изготовления сварных труб | 1987 |
|
SU1489870A1 |
| Линия для изготовления спиральношовных труб с винтовыми гофрами | 1985 |
|
SU1304955A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| СПОСОБ РЕЗКИ ТРУБЫ НА ПОЛОСОВУЮ ЗАГОТОВКУ | 2019 |
|
RU2699490C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАСТОЙНЫХ ВОД АКВАТОРИЙ БУХТ И ЗАЛИВОВ ТРУБОПРОВОДАМИ С ВОЛНООБРАЗНОЙ ВНУТРЕННЕЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2579223C1 |
| СПИРАЛЬНЫЙ ВОЗДУШНЫЙ РОТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2187016C2 |
Изобретение относится к трубообраба- тывающему и трубосварному производству, в частности к способам изготовления криволинейных труб, предназначенных для монтажа отводов магистральных трубопроводов, преим чдественно из цельнотянутых труб или из труб с продольным сварным IUBOM. Це- лью изобретения является повышение производительности за счет сокращения трудоемкости. На прямой трубе прорезается спиральный паз переменной ширины. Под воздействием изгибающего момента кромки паза стыкуют между собой и сваривают. Рез может быть осуществлен двухрезаковым блоком. Способ позволяет обеспечить непрерывность процессов резки прямой трубы и сварки кромок паза между собой. Устраняются технологические операции пространственной сборки криволинейной трубы из отдельных сборочно-формуюших элементов. 1 з.п. ф-лы, 4 ил., 1 табл. S.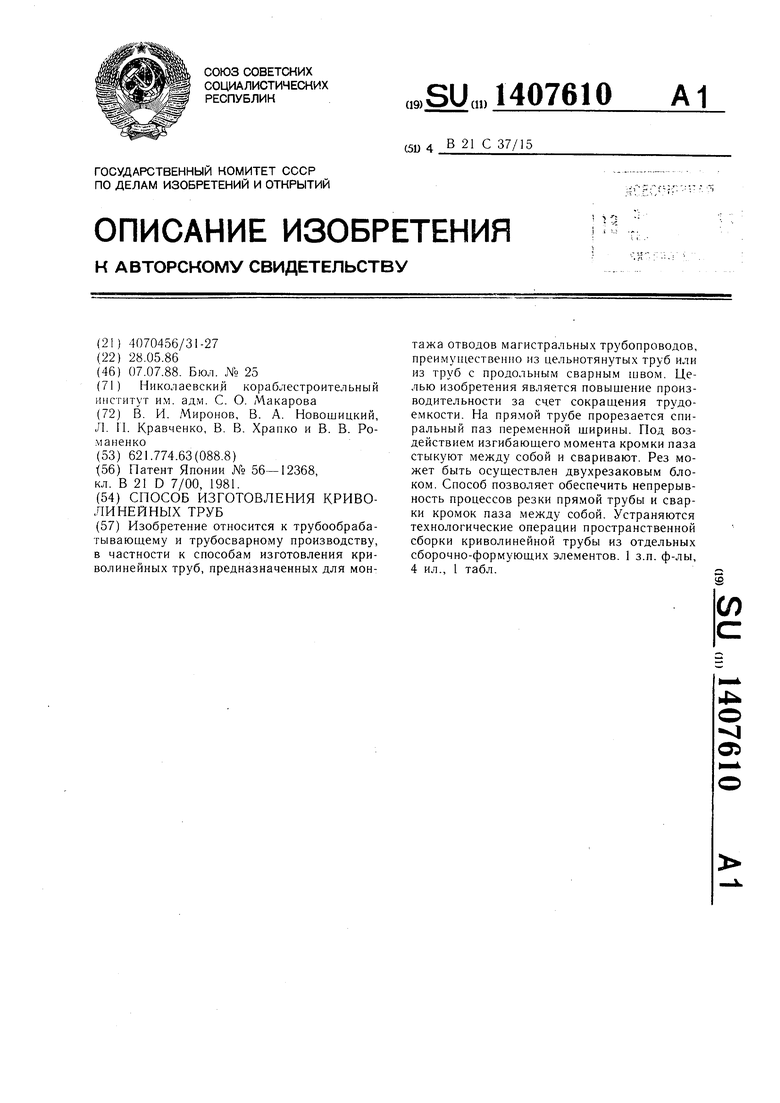
ii 1 1° 15 if - arctg
d ta|3
. -Yd + YB sin 2Ч „ „
si, 2d -
cos(tg) -----)
COS(tg
tg| „ sin
2tp
-)
s in
По рассчитанным гео.метрическим nana- .метрам выполняют раз.метку линий реза и осуществляют порезку вручную, например, с помощью газопламенных или нлаз.менных резаков, при это.м трубу с :1омо1цью известных присгюсоолений проворачивают вокруг продольной оси.
Порезка может быть выполнена на известных авто.матических устройствах с двух- резаковыми блоками, так как приведенные выше уравпения обеспечивают функциональную связь между текущим углом разворота поперечного сечения трубы Ф и величинами Ув и . В процессе порезки в случае необходимости можно одновременно осуществить разделку кромок иод свурку. После окончания порезки к прямым концам трубы с по- мондью известных устройств прикладывается
2(| + 0,5) tg
„J .
Vd - Yfisin 2ч
) - Y« 0.
неболыпое изгибающее усилие, необходимое для стыковки кромок паза между собой. Состыковапные кромки прихватываются и затем соединяются с помощью сварки на проход одним из известных способов.
Вырезка паза .может осуществляться конической фрезой или другими известными способами.
Пример. Изготовление криволинейной тру бы с радиусом R 5300 мм, углом гиба а 45° из трубчатой заготовки диаметром d 530 .мм.
Прини.мают угол слома р 11°15 и определяют угол подъема винтовой линии
Y
53,7 и Ув.
Затем определяют величины
2(| + и,5) tg где р 1Г15 , 4 arctgL ;
R - радиус кривизны криволинейной тру-2. Способ по п. 1, отличающийся тем,
бы до нейтральной оси,что рез осуществляют двухрезаковым блоком
d - наружный диаметр прямой трубы;с вращением трубы, при этом каждый нз реа - угол поворота криволинейной трубы;закон перемещают по одной из сторон выреп - число витков.заемого щелевидного паза.
155
J
М
(раг.5
л
фаг.
