1 о ч
со
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для полирования, снятия заусенцев и скругления острых кромок на мелких деталях.
Цель изобретения - повышение производительности анодно-абразивного полирования и снятия заусенцев за счет придания дополнительного движения обрабатываемым деталям и абразивному наполнителю, что интенсифицирует механическую составляющую процесса.
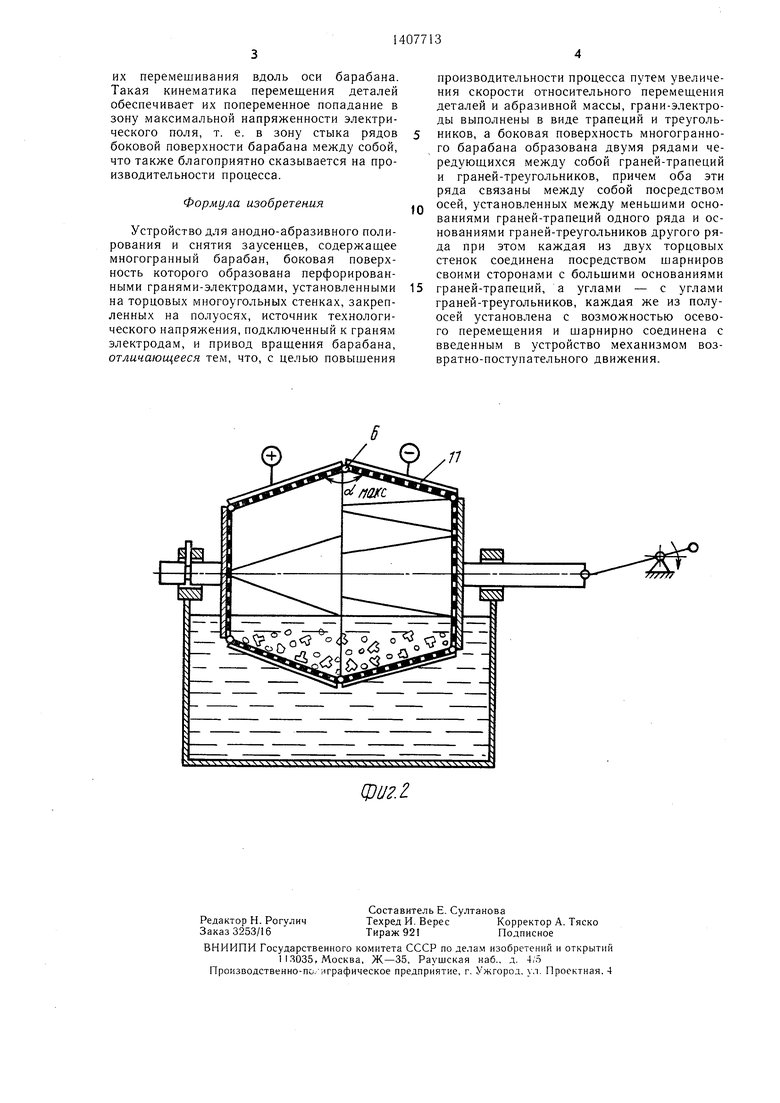
На фиг. 1 изображено предлагаемое устройство в момент максимального сближения торцовых стенок барабана; на фиг. 2 то же, в момент максимального удаления торцовых стенок.
Устройство содержит полый перфорированный многогранный барабан, боковая поверхность которого образована двумя рядами перфорированных граней-электродов, выполненных в виде равнобедренных трапеций 1 и треугольников 2, торцовые многоугольные стенки 3, стороны которых пос- редство1М осей 4 связаны с гранями 1, а углы также шарнирно посредством осей 5 связаны с гранями 2 в виде треугольников, оси 6, которыми связаны оба ряда боковой поверхности барабана друг с другом, полуось 7, жестко связанная с торцовой стенкой 3 и соединенная с приводом вращения, полуось 8, на которой жестко закреплена вторая торцовая стенка 3 и которая установлена в подщип- нике 9 с возможностью осевого перемещения, кривощипно-щатунный механизм 10, шарнирно связанный с полуосью 8, перфорированные диэлекрические пластины 1.1, покрывающие внутренние поверхности граней 1 и 2 барабана и торцовых стенок 3, детали 12, абразивный наполнитель 13, ванну 14 с электролитом.
Обработку предлагаемым устройством осуществляют следующим образом.
Обрабатываемые детали 12 и абразивный наполнитель 13 в необходимой пропорции засыпают в барабан, грани-электроды которого подключены к разноименным полюсам источника технологического напряжения. Для загрузки и разгрузки барабана одна пара граней 1 и 2 может быть выполнена в виде дверцы. Грани 1 в виде равнобедренных трапеций и грани 2 в виде треугольников также щарнирно соединены соответственно со сторонами и углами торцовых стенок 3, которые развернуты в барабане одна относительно другой таким образом, что вершины одной многоугольной торцовой стенки расположены напротив середин сторон другой торцовой стенки, т. е. они повернуты одна относительно другой на угол -, где п - число сторон многоугольной торцовой
стенки. Такая конструкция барабана позволяет производить его сжатие и разжатие в осевом направлении.
Для предупреждения образования щелей с между гранями барабана в процессе обработки грани 2 в виде треугольных пластин перекрывают соседние грани 1. Грани рядов изолированы между собой в электрическом отношении, для чего оси 6 выполнены из токонепроводящего материала,
0 Для создания необходимого уровня электролита барабан опускают в ванну 14 или последнюю поднимают. Вращательное движение от привода (не показан) через полуось 7 передают барабану. Затем подают
с технологическое напряжение на грани барабана. Причем каждый ряд боковой поверхности барабана подключают попеременно один относительно другого к противоположному полюсу источника технологического напряжения. Полуось 8 установлена
0 в подшипнике 9 с возможностью ее осевого пере.мещения и щарнирно соединена с механизмом возвратно-поступательного перемещения, например, кривошипно-щатун- ным механизмом 10. Сообщают тянуще- толкающее усилие полуоси 8 от механизма возвратно-поступательного перемещения. При этом торцовая стенка 3, на которой жестко установлена полуось 8, также со- верщает возвратно-поступательное перемещение вдоль оси барабана. Грани 1 и 2
Q поворачиваются на осях 4 и 5 относительно торцовых стенок 3 и на осях 6 относительно друг друга, при этом грани 2 треугольной формы, перекрывая соседние грани 1 в виде трапеции, обеспечивают удержание детали 12 и абразивного напол5 нителя 13 внутри барабана. Угол между гранями 1 и 2 в процессе работы изменяется в пределах от «чин до , т.е. происходит сжатие и разжатие барабана вдоль его оси. В процессе обработки детали 12 и абразивный наполнитель 13 за счет на0 личия вращательного движения перемещаются с определенными скоростями и ускорениями относительно друг друга, в результате чего происходит механический съем с обрабатываемой поверхности.
Кроме того, детали 12 и абразивный наполнитель 13 участвуют также еще в дополнительном движении, вызванном осевым сжатием и разжатием барабана. Такой закон перемещения деталей и абразивного
0 наполнителя обеспечивает дополнительные скорости и ускорения их относительного перемещения, что способствует увеличению доли механического съема. Обрабатываемые детали 12, выполняющие функцию биполярных электродов, подвергаются также
5 анодному растворению. Обработка деталей в предлагаемом устройстве, кроме этого, позволяет обеспечить равномерность электрохимического воздействия на детали за счет
их перемешивания вдоль оси барабана. Такая кинематика перемещения деталей обеспечивает их попеременное попадание в зону максимальной напряженности электрического поля, т. е. в зону стыка рядов боковой поверхности барабана между собой, что также благоприятно сказывается на производительности процесса.
Формула изобретения
Устройство для анодно-абразивного полирования и снятия заусенцев, содержащее многогранный барабан, боковая поверхность которого образована перфорированными гранями-электродами, установленными на торцовых многоугольных стенках, закрепленных на полуосях, источник технологического напряжения, подключенный к граням электродам, и привод вращения барабана, отличающееся тем, что, с целью повышения
5
производительности процесса путем увеличения скорости относительного перемещения деталей и абразивной массы, грани-электроды выполнены в виде трапеций и треугольников, а боковая поверхность многогранного барабана образована двумя рядами чередующихся между собой граней-трапеций и граней-треугольников, причем оба эти ряда связаны между собой посредством осей, установленных между меньшими основаниями граней-трапеций одного ряда и основаниями граней-треугольников другого ряда при этом каждая из двух торцовых стенок соединена посредством шарниров своими сторонами с большими основаниями граней-трапеций, а углами - с углами граней-треугольников, каждая же из полуосей установлена с возможностью осевого перемещения и шарнирно соединена с введенным в устройство механизмом возвратно-поступательного движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1987 |
|
SU1468697A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1328097A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1983 |
|
SU1252140A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1984 |
|
SU1240528A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2013 |
|
RU2542203C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2013 |
|
RU2540246C1 |
| Устройство для подводного полирования | 1989 |
|
SU1673406A1 |
Изобретение относится к области машиностроения, в частности к электричес- методам обработки. Цель изобретения - повышение производительности анодно-аб- разивного полирования и снятия заусенцев за счет придания дополнительного движения обрабатываемым деталям и абразивному наполнителю. Обрабатываемые детали 12 и абразивный наполнитель 13 в необ6 ходимой пропорции засыпают в барабан, грани-электроды которого подключены к разноименным полюсам технологического напряжения. Барабан опускают в ванну 14. Врандательное движение от привода через полуось 7 передают барабану. Для увеличения скорости относительного перемещения деталей и абразивной массы грани- электроды выполнены в виде трапеций и треугольников, а токовая поверхность многогранного барабана образована двумя ряда.ми чередующихся между собой граней- трапеций и граней-треугольников. Оба эти ряда связаны .между собой посредством осей. Каждая из двух торцовых стенок соединена посредством шарниров своими сторонами с большими основаниями граней- трапеций, а углами с углами граней- треугольников. Каждая же из полуосей установлена с возможностью осевого пере- .мещения и щарнирно соединена с введенным в устройство механизмом возвратно-поступательного движения. 2 ил. ю со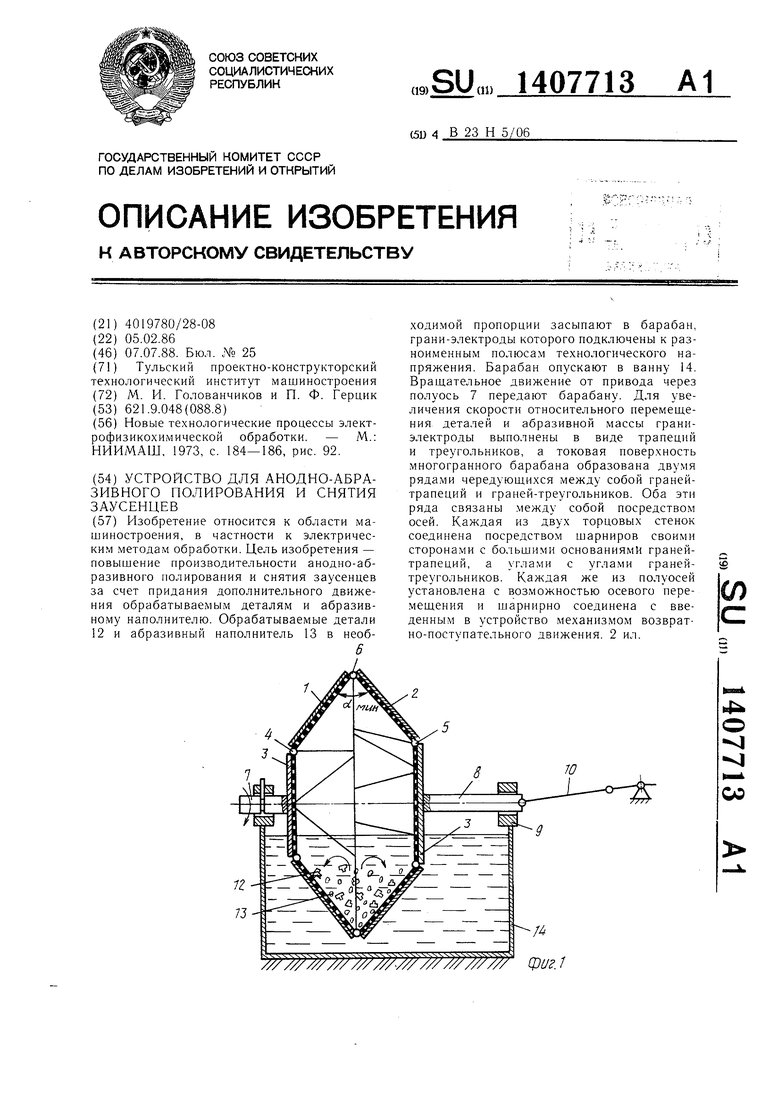
/7
| Новые технологические процессы элект- рофизикохимической обработки | |||
| - М.: НИИМАШ, 1973, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
