Изобретение относится к машиностроению и приборостроению, предназначено для отделочно-зачистной и упрочняющей обработки деталей методом подводного полирования (галтования) и может быть использовано на операциях по снятию заусенцев, очистке, размерной и декоративной отделке поверхностей, а также с целью повышения механических свойств деталей.
Цель изобретения - повышение производительности и качества обработки деталей.
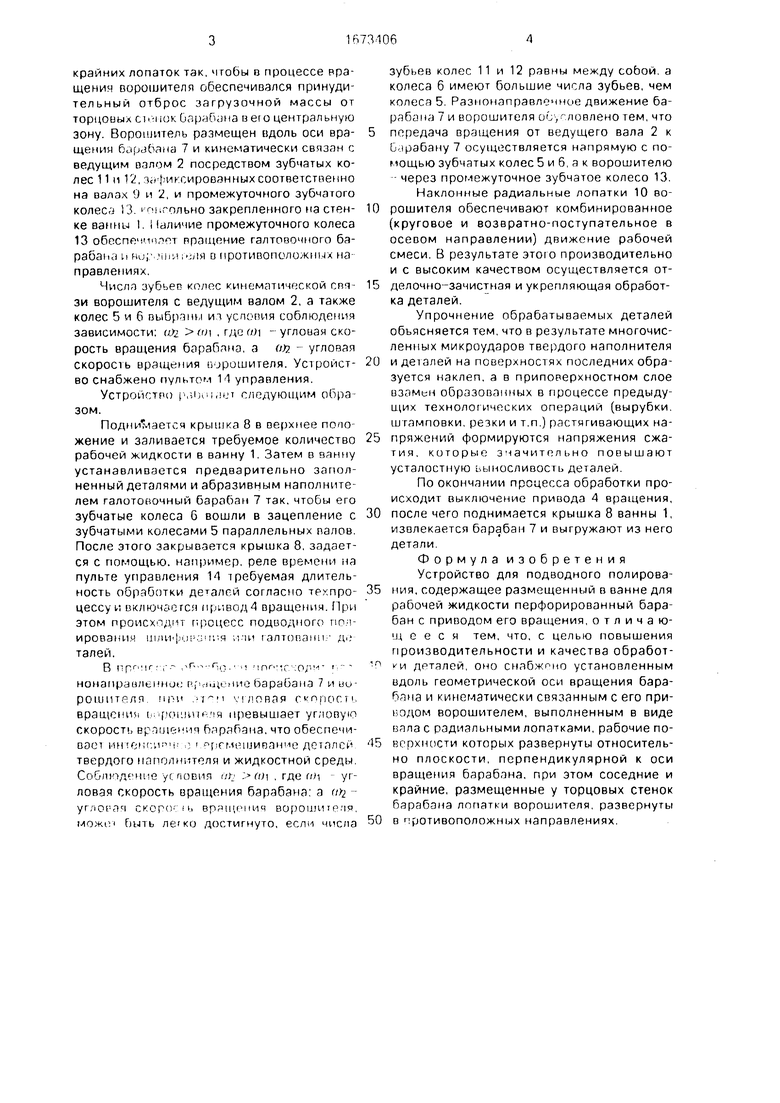
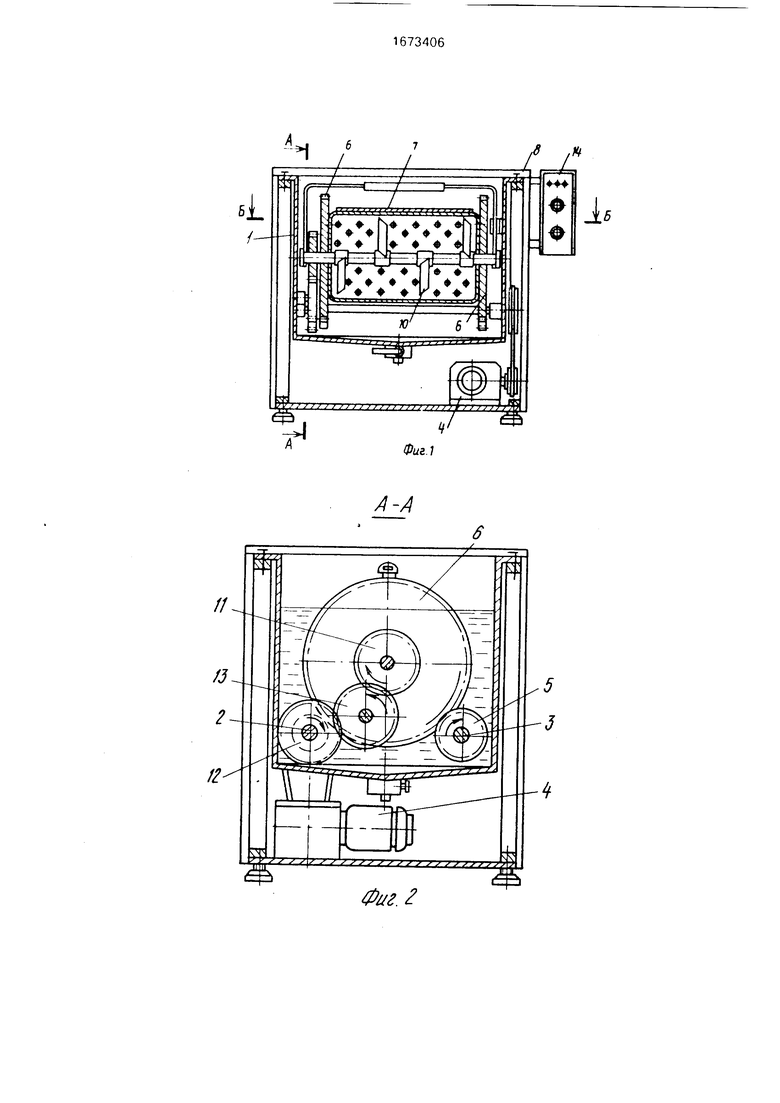
На фиг.1 изображено устройство, общий вид в разрезе; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Устройство для подводного полирования содержит ванну 1 для рабочей жидкости, в которой параллельно размещены с
возможностью вращения ведущий 2 и ведомый 3 валы. Вал 2 соединен с приводом 4 вращения. На обоих валах попарно зафиксированы зубчатые колеса 5, сопряженные с зубчатыми колесами 6 перфорированного галтовочного барабана 7, свободно установленного в ванне. Сверху ванна герметично закрывается крышкой 8.
Устройство снабжено ворошителем, выполненным в виде вала 9 с радиальными лопатками 10. рабочие поверхности которых развернуты относительно плоскости, перпендикулярной к оси вращения барабана 7. Соседние лопатки и лопатки, размещенные у торцовых стенок барабана имеют противоположные направления разворота рабочих поверхностей. При этом предпочтительно выбирать направления разворота
О vj СО
о о
крайних лопаток так, чтобы о процессе вра- щенич ворошителя обеспечивался принудительный отброс загрузочной массы от торцовых стопок uapdfuna в его центральную зону. Ворошитель размещен вдоль оси вращения барабана 7 и кинематически связан с ведущим валом 2 посредством зубчатых колес 11 и 12, фиксированныхсоответственно на валах У и 2, и промежуточного зубчатого колеса S3 юьгольно закрепленного на стенке ванны I. i 1с1личие промежуточного колеса 13 обеспечппг т вращение галтовочного барабана LI ьи;1 чьи , в противоположных на правлениях.
Числя зубьев колес кинематической cm- зи ворошителя с ведущим валом 2, а также колес 5 и б выбраны ит условия соблюдения зависимости: о/2 « , где MI - угловая скорость вращения барабана, а од - угловая скорость вращения ворошителя. Устройство снабжено пультом 14 управления.
Устройство (,,г. т следующим образом.
Поднимается крышка 8 в верхнее попо- жение и заливается требуемое количество рабочей жидкости в ванну 1. Затем в ванну устанавливается предварительно заполненный деталями и абразивным наполнителем галотовочный барабан 7 так. чтобы его зубчатые колеса 6 вошли в зацепление с зубчатыми колесами 5 параллельных палов. После этого закрывается крышка 8, задается с помощью, например, реле времени на пульте управления 14 требуемая длительность обработки деталей согласно техпроцессу и включается привод4 вращения. При этом происходит процесс подводного пгы- ировэни - million)-. г. Ч ,пи галтоваин- д.; талей.
В П 1 ШГ ЧС
нонапраоли но ; ррнии tine барабана 7иво- рошитрля -ч ч ловая вращение i «рошии- -я превышает угловую скорость врпщекщ блрябана, что обеспечивает ми «in г и г рсмешиванче деталей твердого наполнителя и жидкостной среды Соблюдение уг повил и . (0 , где п угловая скорость вращения барабана: а и% - yr,iOt:ari скоро -ь вррщпиич ворошитр.ча, мохе быть достигнуто, если числа
зубьев колес 11 и 12 равны между собой, а колеса 6 имеют большие числа зубьев, чем колеса 5. Разнонаправленное движение барабана 7 и ворошителя оС,ловлено тем, что
передача вращения от ведущего вала 2 к барабану 7 осуществляется напрямую с помощью зубчатых колес 5 и 6, а к ворошителю - через промежуточное зубчатое колесо 13. Наклонные радиальные лопатки 10 во0 рошителя обеспечивают комбинированное (круговое и возвратно-поступательное в осевом направлении) движение рабочей смеси. В результате этого производительно и с высоким качеством осуществляется от5 делочно-зачистнзя и укрепляющая обработка деталей.
Упрочнение обрабатываемых деталей объясняется тем. что в результате многочисленных микроударов твердого наполнителя
0 и деталей на поверхностях последних образуется наклеп, а в приповерхностном слое взамен образованных в процессе предыдущих технологических операций (вырубки, штамповки, резки и т.п.) растягивающих на5 пряжений формируются напряжения сжатия, которые значительно повышают усталостную выносливость деталей.
По окончании процесса обработки происходит выключение привода 4 вращения,
0 после чего поднимается крышка 8 ванны 1, извлекается барабан 7 и выгружают из него детали
Формула изобретения Устройство для подводного полирова5 ния, содержащее размещенный в ванне для рабочей жидкости перфорированный барабан с приводом его вращения, отличающееся тем, что, с целью повышения производительности и качества обработЛ vv деталей, оно снабжено установленным вдоль геометрической оси вращения бара- бана и кинематически связанным с его приводом ворошителем, выполненным в виде вала с радиальными лопатками, рабочие по5 верхности которых развернуты относительно плоскости, перпендикулярной к оси вращения барабана, при этом соседние и крайние, размещенные у торцовых стенок барабана лопатки ворошителя, развернуты
0 в противоположных направлениях.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2013 |
|
RU2542203C1 |
| Галтовочный барабан для зачистки деталей | 1981 |
|
SU959986A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| Устройство Н.И.Бондаря-В.М.Мороза для обработки деталей гранулированной средой | 1983 |
|
SU1131637A1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2011 |
|
RU2478462C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ | 1992 |
|
RU2041048C1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |

Изобретение относится к машиностроению и приборостроению, предназначено для отделочно-зачистной и упрочняющей обработки деталей и может быть использовано на операциях по снятию заусенцев, очистке, размерной и декоративной отделке поверхностей. Цель изобретения - повышение производительности и качества обработки деталей. Устройство содержит ванну 1 для рабочей жидкости, в которой свободно установлен с возможностью вращения галтовочный барабан 7. Вдоль оси вращения барабана 7 размещен ворошитель, выполненный в виде вала 9 с радиальными лопатками 10, рабочие поверхности которых развернуты относительно плоскости, перпендикулярной к оси вращения барабана. Соседние лопатки и лопатки, размещенные у торцовых стенок барабана, имеют противоположные направления разворота рабочих поверхностей. В процессе вращения ворошителя обеспечивается принудительный отброс загрузочной массы от торцовых стенок барабана в его центральную зону. 3 ил.
//
ЈЪ
Фиг. 2
б-Б
Фиг. J
| Устройство для полирования деталей | 1983 |
|
SU1189663A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
