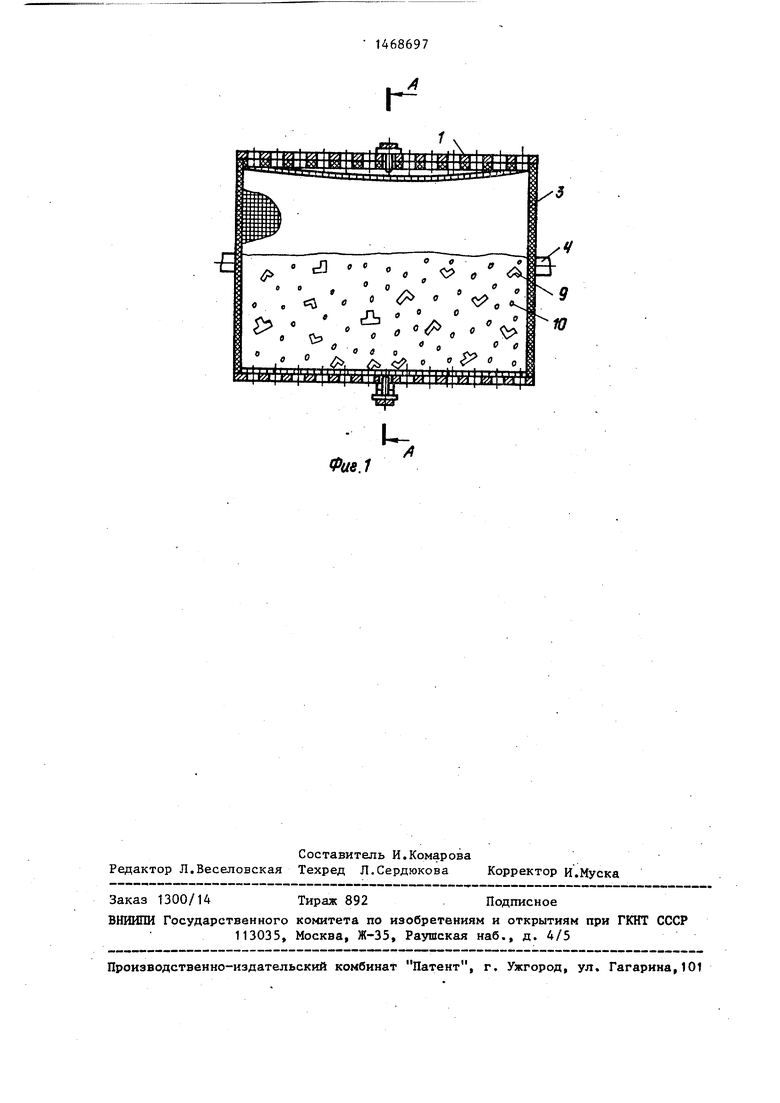
Фие. I
Изобретение относится к методам обработки, комбинированным с электрическими, и предназначено для полирования, снятия заусенцев, скруг- ления острых кромок на мелких деталях.
Цель изобретения - повышение производительности и качества анодно- абразивного полирования и снятия заусенцев.
Б устройство в виде многогранного барабана в каждую грань установлен с возможностью осевого перемещения подпружиненньш толкатель, предназна- ченньй для взаимодействия с размещенной на внутренней поверхности барабана диэлектрической эластичной сеткой.
На фиг.1 изображено предлагаемое устройство; на фиг.2 - разрез А-А на фиг.1 .
Полый многогранньм барабан образован перфорированными гранями-электродами 1 , подключенными к раз- ным полюсам источника технологического напряжения (не показан). Боковые стенки 3 связаны с валом 4. На внутренних поверхностях граней с одинаковой полярностью установлены перфорированные диэлектрические пластины 5, а на всей внутренней поверхности размещена диэлектрическая эластичная сетка 6. В гранях 1 и 2 с возможэлектролит. Через вал 4 барабану с общают вращение. Подают напряжение на грани-электроды 1 и 2. Диэлектрические пластины 5 служат для иск чения коротких замыканий. В процес се обработки за счет вращения бара бана деталям и абразиву сообщается относительное перемещение, в резул
10 тате которого осуществляется абразивный съем. Кроме этого, детали п вергаются анодному растворению. Пр обработке плоских деталей эластичная сетка 6 и толкатели 7 препятст
15 вуют налипанию деталей на грани ба рабана.
Пример. Обработку осуществляют на установке ЛЭ-142А. В цент
20 каждой грани устанавливают по одно толкателю. Пружины крепят винтами Обработке подвергают плоские сталь ные детали размером 30 х 6 х 0,5 м В процессе обработки прилипания д
25 талей к стенкам барабана не проис ходит .
Формула изобретен
30 Устройство для анодно-абразив- ного полирования и снятия заусенц в виде полого многогранного бараб с перфорированными гранями-электр дами, подключенными к полюсам ист
V,t;;4J Cl W J J , Ч1.Л. i - -- - - - ,
ностью осевого перемещения установле- 35 технологического напряжения,
. v m гт тг Tt -3 |Л ПТ о о П я 41
ны толкатели 7, на которые воздействуют пруяданы 8 о В барабане размещены детали 9 и абразивньш наполнитель 10.
Устройство работает следующим 40
образом.
В барабан в необходимой пропорции засыпают детали 9 и абразивный наполнитель 10. В зону обработки подают
отличающееся тем, чт с целью повышения качества обрабо ки, в устройство введены размещен на внутренней поверхности барабан диэлектрическая эластичная сетка предназначенные для взаимодействи с ней подпружиненные толкатели, у тановленные в гранях барабана с в можностью осевого перемещения.
4686972
электролит. Через вал 4 барабану сообщают вращение. Подают напряжение на грани-электроды 1 и 2. Диэлектрические пластины 5 служат для исключения коротких замыканий. В процессе обработки за счет вращения барабана деталям и абразиву сообщается относительное перемещение, в резуль10 тате которого осуществляется абразивный съем. Кроме этого, детали подвергаются анодному растворению. При обработке плоских деталей эластичная сетка 6 и толкатели 7 препятст15 вуют налипанию деталей на грани барабана.
Пример. Обработку осуществляют на установке ЛЭ-142А. В центре
каждой грани устанавливают по одному толкателю. Пружины крепят винтами. Обработке подвергают плоские стальные детали размером 30 х 6 х 0,5 мм. В процессе обработки прилипания деталей к стенкам барабана не происходит .
Формула изобретения
Устройство для анодно-абразив- ного полирования и снятия заусенцев в виде полого многогранного барабана с перфорированными гранями-электродами, подключенными к полюсам источ a технологического напряжения,
v m гт тг Tt -3 |Л ПТ о о П я 41
отличающееся тем, что, с целью повышения качества обработки, в устройство введены размещенная на внутренней поверхности барабана диэлектрическая эластичная сетка и предназначенные для взаимодействия с ней подпружиненные толкатели, ус- тановленные в гранях барабана с возможностью осевого перемещения.
о о «Л
с
«J . .
о9
Ч о V
л - «
0 в «Ч
«
0 «Ч
V
-9
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1328097A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1407713A1 |
| Способ анодно-абразивного удаления заусенцев | 1991 |
|
SU1816582A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1984 |
|
SU1240528A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| Устройство для отделочно-зачистной обработки | 1986 |
|
SU1458120A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| Устройство для электрохимического снятия заусенцев | 1977 |
|
SU629034A1 |
Изобретение относится к мето- . дам обработки, комбинированным с электрическими, и предназначено /fдля полирования, снятия заусенцев, скругления острых кромок на мелких деталях. Цель изобретения - повышение производительности и качества анодно-абразивного полирования и снятия заусенцев за счет исключения прилипания плоских деталей к граням- электродам многогранного барабана, приводимого во вращение. Грани 1 и 2 подключают к разнбименным полюсам источника питания. В полость барабана засьтают детали 9 и абразивный наполнитель 10. В центре каждой грани размещен подпружиненный толкатель 7, воздействующий в процессе обработки на эластичную сетку 6, размещенную на внутрен14ей поверхности барабана. 2 ил. W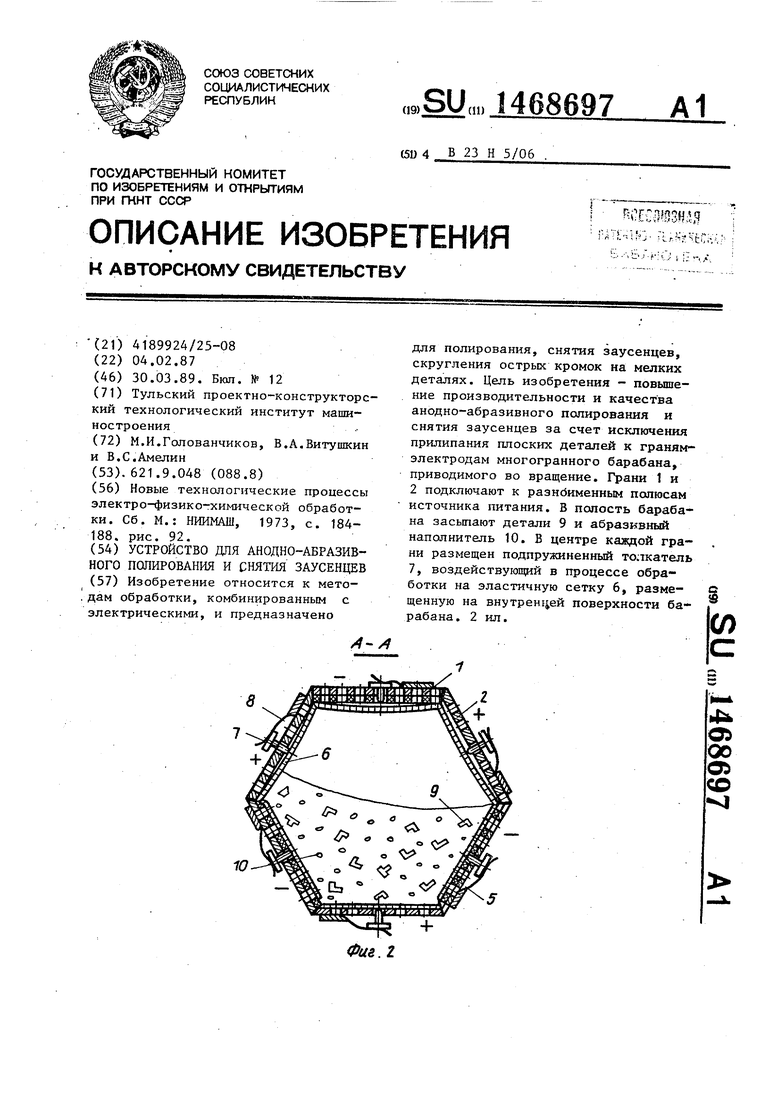
(/5.7
| Новые технологические процессы электро-физико-химической обработки | |||
| Сб | |||
| М.: НИИМАШ, 1973, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| рис | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
