со со
о
Изобретение относится к комбинированным методам обработки, сочетающим механическое и анодное воздействие на заготовку.
Целью изобретения является снижение энергоемкости нроцесса за счет уменьшения площади смачивания электродов.
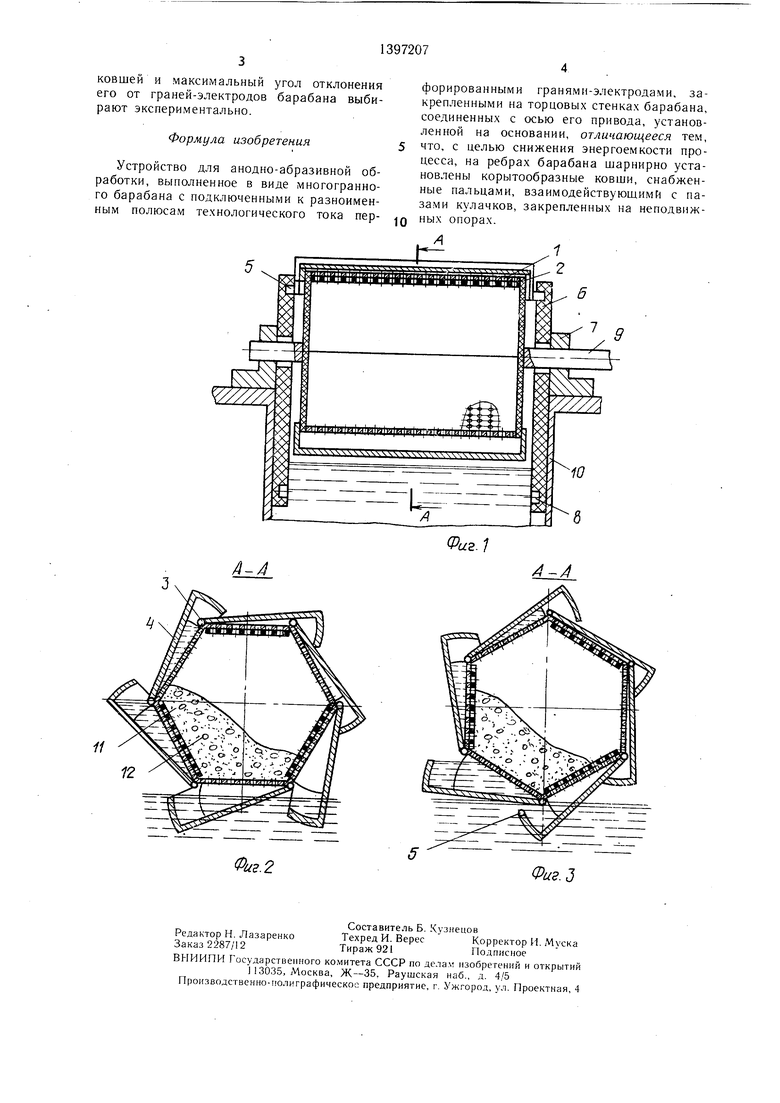
На фиг. 1 изображено устройство для анодно-абразивной обработки, общий вид; на фиг. 2 - разрез А-.А на фиг. 1; на фиг. 3 - то же, в по юженин, повернутом на 30°.
Устройство содержит полый многогранный барабан, перфорированные грани-электроды 1 которого попарно подсоединены к разноименным полюсам источника технологического напряжения, перфорированные диэлектрические пластины 2, покрываюш,ие внутренние поверхности граней-электродов 1, имеющих одинаковую полярность, оси 3, закрепленные на гранях барабана, на которых установлены корытообразные ковши 4, пальцы 5, выполненные па ковшах 4, кулачки 6, установленные неподвижно на основании 7 со стороны торцовых стенок барабана, паз 8, выполпенный в кулачках 6, вал привода 9, ванну 10, обрабатыва ;мые детали 11, абразивный паполпитель 12.
Устройство работает следуюпдим образом.
Обрабатываемые детали 11 и абразивный наполнитель 12 в необходи.мой пропорции загружают в барабан. Для загрузки и выгрузки барабана одна из граней-электродов 1 может быть выполнена в виде дверцы, а ковщ 4 напротив дверцы - съе.мнЕЯМ. Вращ,ение барабану передают от привода через вал 9. Затем подают технологическое напряжение на грани-электроды 1. В процессе обработки за счет относительно1 о перемещения деталей 11 и абразивного наполнителя 12 происходит механический съем с обрабатываемых поверхностей. Кроме этого, обрабатываемые детали 11, выполняющие роль биполярпых электродов, подвергаются также анодному растворению. При повороте барабана пальцы 5, находящиеся в паму 8 кулачка 6, определяют положение ковша 4. Паз 8 выполнен таки.м образом, что при приближении соответствующей грани к поверхности электролита в ванне 10 он отводится от центра барабана и становится в положение для забора электролита. В нижнем положении корытообразный ковш 4 заполняется электролитом и при дальнейшем повороте барабана электролит вытекает из полости, образованной внутренней поверхностью ковша 4 и гранью-электродом 1 барабана через выполненные в ней перфорации, смачивая абразивную массу и обрабатываемые детали. Объем ковшей 4 подбирается таким образом, чтобы обеспечить полив деталей на всем протяжении подъема соот0
5
0
5
0
5
0
5
)0
5
ветствующей грани-электрода барабана. Контур паза 8 выполнен таким образом, чтобы с учетом частоты вращения барабана уровень электролита в полости, обра зован- ный ковшом 4 и гранью-электродом 1 барабана, был постоянным и выше верхнего уровня перфораций в грани-электроде с целью обеспечения непрерывной и равномерной подачи электролита. Таким образом, в нижнем положении ковщ 4 заполняется электролитом, и при дальнейшем вращении барабана палец 5, взаимодействуя с кулачками 6 и вращая ковщ вокруг оси 3, приближает его дно к наружной поверхности грани-электрода 1, сохраняя при этом уровень электролита на всю высоту грани-электрода, т.е. электролит поступает в барабан через всю поверхность граней-электродов, что позволяет равномерно распределять электролит по всему объему барабана и благоприятно сказывается на производительности процесса.
Предлагаемое устройство менее энергоемко, чем известные, подача электролита в которых осуществляется погружение.м рабочего объема барабана в ванну с электролитом, за счет исключения электрохимического растворения нерабочих поверхностей граней-электродов {отсутствует погружение в электролит).
Пример. Выполняют предлагаемое устройство на основе барабана установки для анодно-абразивного удаления заусенцев ЛЭ-142А. Размер рабочих граней щести- гранного барабана составляет 320X150 мм. Перфорации в продольном и поперечном направлениях выполнены с шагом 10 мм, а их диаметр составляет 2 мм. На ребрах барабана, выполненных в данной конструкции из капролона, закреплены проушины, в которых устанавливаются оси с ковшами. Ковши выполнены из листовой нержавеющей стали. Для предупреждения вытекания электролита из ковша место стыка ковша и грани проклеено резиновой прокладкой. Так как загрузка и выгрузка деталей и абразива данного барабана осуществляются через дверцу в торце барабана, то торцовая стенка с валом выполнена разъемной. Паз копира выполняется следующим образом. На одном из ковшей палец был выполнен заостренным, а .длина его, по сравнению с рабочими пальца.ми ковшей устройства, меньше на величину глубины паза копира. Поворачивая вручную барабан и ковш вокруг оси, придаем ему необходимое положение, которое он должен занимать относительно грани-электрода барабана (фиг. 2), т.е в нижнем положении он максимально удален от стенки барабана, а в верхнем макси.мально приближен к ней. Заостренный палец оставляет след паза на копире, который затем фрезерует. Объем
ковшей и максимальный угол отклонения его от граней-электродов барабана выбирают экспериментально.
Формула изобретения
Устройство для анодно-абразивной обработки, выполненное в виде многогранного барабана с подключенными к разноименным полюсам технологического тока перфорированными гранями-электродами, закрепленными на торцовых стенках барабана, соединенных с осью его привода, установленной на основании, отличающееся тем, что, с целью снижения энергоемкости процесса, на ребрах барабана шарнирно установлены корытообразные ковши, снабженные пальцами, взаимодействующими с пазами кулачков, закрепленных на неподвижных опорах.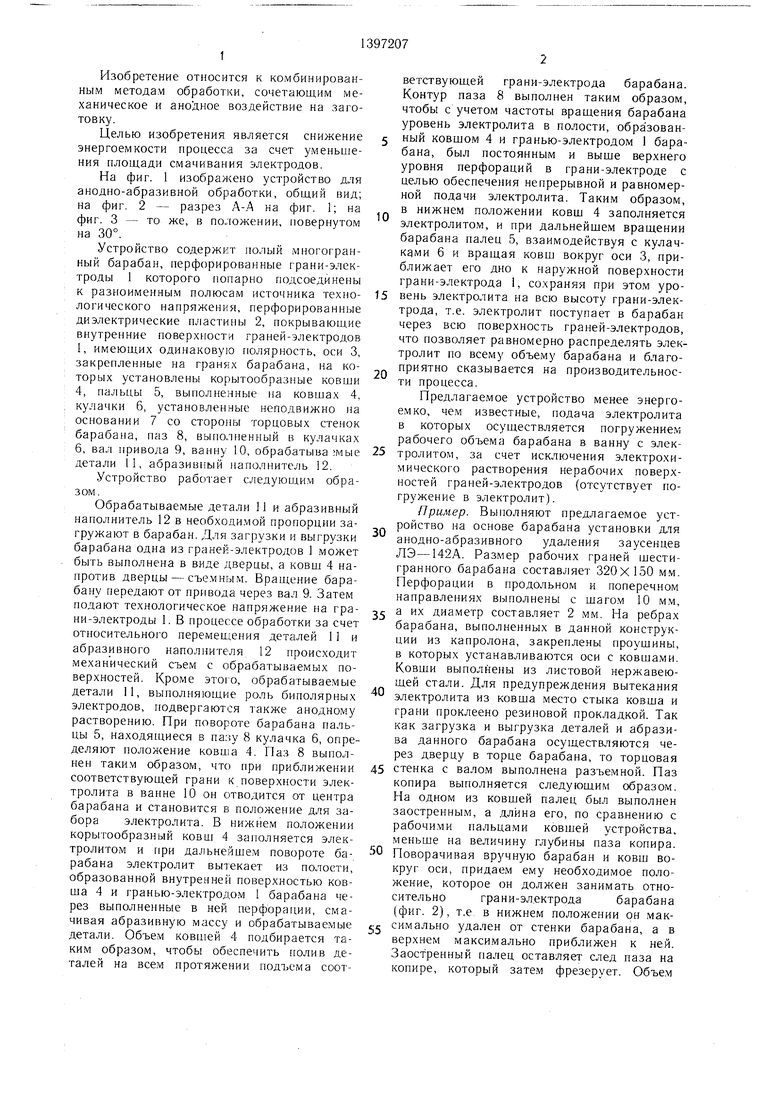
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1328097A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1407713A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1984 |
|
SU1240528A1 |
| Барабан для обработки мелких изделий | 1991 |
|
SU1836499A3 |
| Способ анодно-абразивного удаления заусенцев | 1991 |
|
SU1816582A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1987 |
|
SU1468697A1 |
| БАРАБАН ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2019 |
|
RU2715272C1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
Изобретение относится к комбинированным методам обработки, сочетающим механическое и анодное воздействие на заготовку. Целью изобретения является уменьшение энергоемкости процесса за счет уменьшения площади смачивания электродов. Устройство, выполненное в виде многогранного барабана с перфорированными гранями-электродами, дополнительно снабжено корытообразными ковшами, шарнирно закрепленными на ребрах граней, и кулачками для управления поворота ковшов для обеспечения равномерной подачи электролита. 3 ил.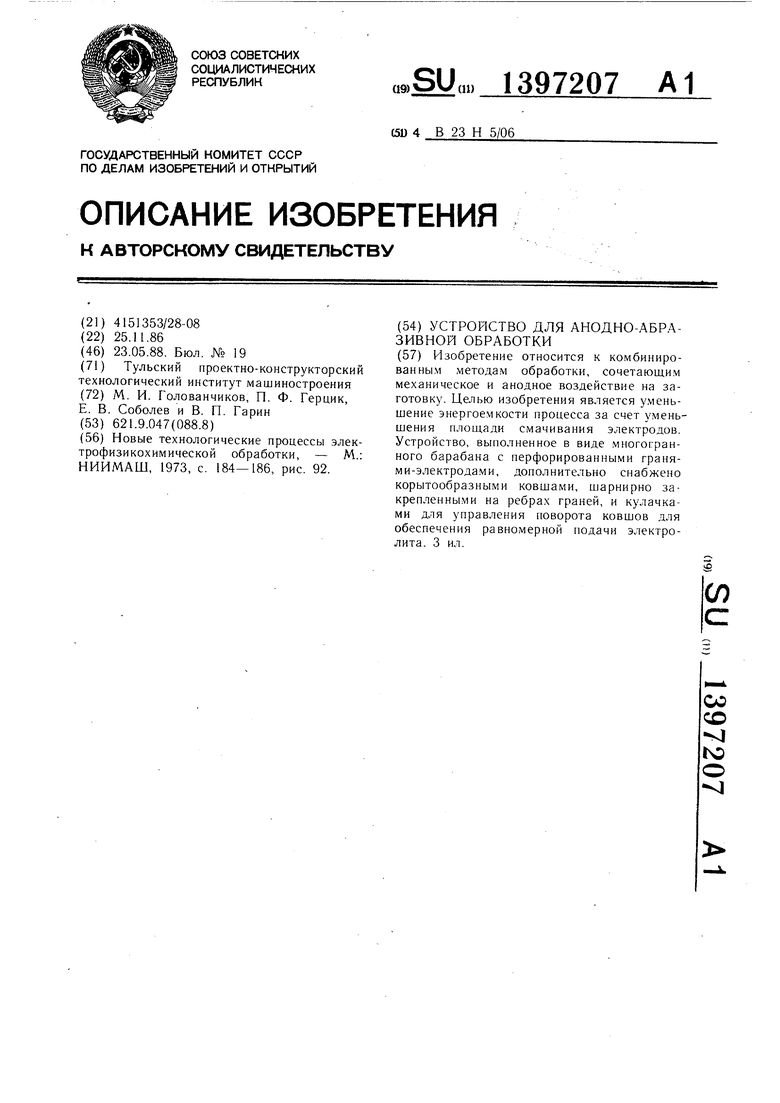
/1-4
Фиг. 2
(Риг.1
-/1
Фиг.З
| Новые технологические процессы элек- трофизикохимической обработки, - М.: НИИ/ПАШ, 1973, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
