Изобретение относится к комбинированным методам обработки и может быть использовано для полирования и снятия заусенцев на мелких заготовках тина игл.
Целью изобретения является повышение производительности обработки и надежности работы устройства.
Поставленная цель достигается увеличением активной поверхности электродов и исключением попадания заготовок в перфорации электродов.
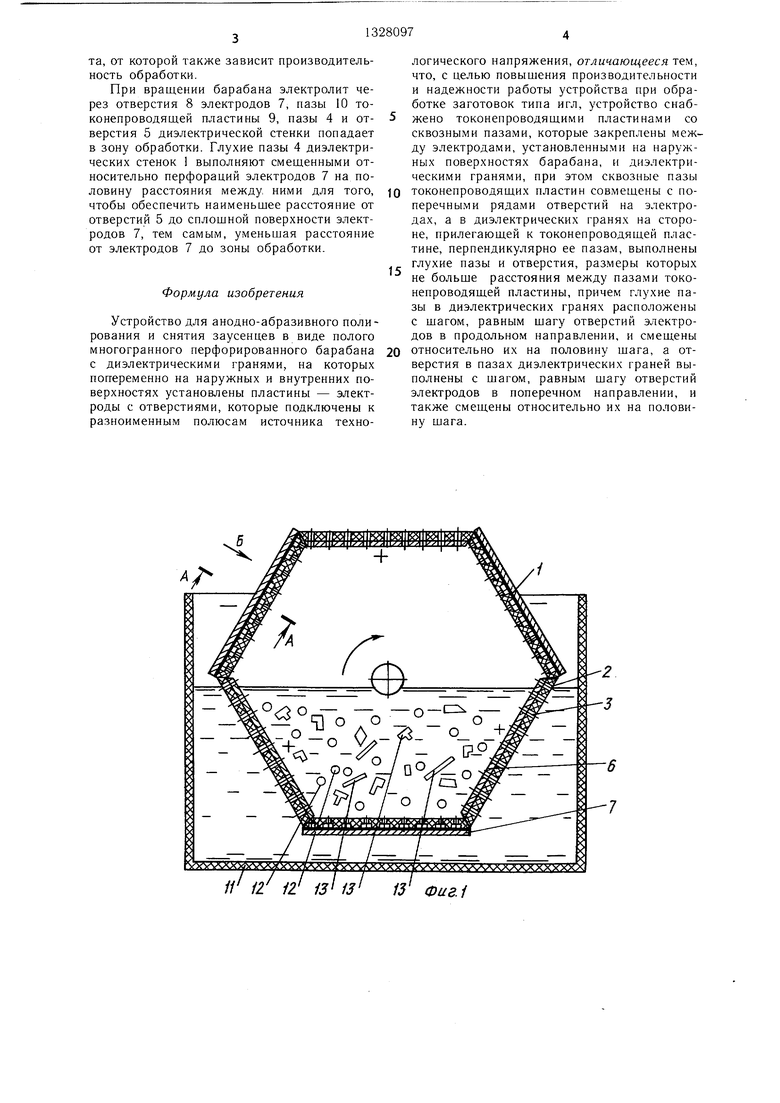
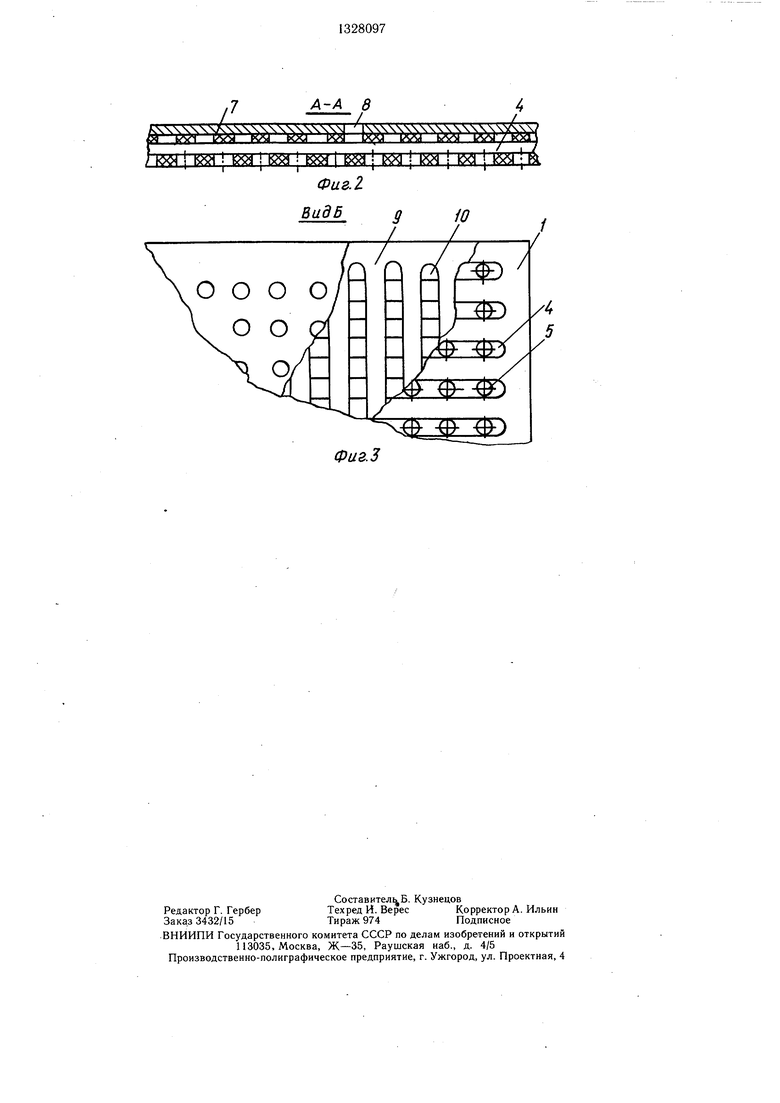
На фиг. 1 изображено предлагаемое устройство, поперечный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.1
Устройство содержит полый перфорированный многогранный барабан, диэлектрические стенки 1 и 2 которого попеременно образуют внутренние и наружные поверхности его граней, и в которых выполнены отверстия 3 и глухие пазы 4 с отверстиями 5, электроды - пластины 6 и 7 с отверстиями 8, образующие также попеременно внутренние и наружные поверхности граней барабана, токонепроводящую пластину 9 со сквозными пазами 10, расположенную между электродами 7, образующими наружные поверхности барабана, и диэлектрическими стенками 1, которые образуют внутренние поверхности его граней, ванну 11, абразивный наполнитель 12, обрабатываемые детали 13.
Обработка предлагаемым устройством осуществляется следующим образом.
Обрабатываемые детали 13 и абразивный наполнитель 12 в необходимой пропорции засыпают в барабан. Для загрузки и разгрузки барабана одна его грань или торцовая стенка может быть выполнена в виде дверцы. Затем опускают барабан в ванну 11 для создания в нем необходимого уровня электролита. От привода (не показан) вращательное движение передают барабану. Затем на электроды б и 7 подают технологическое напряжение с чередующейся полярностью. В процессе обработки обрабатываемые детали 13, являющиеся электродами со свободным потенциалом, т. е. выполняющие роль биполярных электродов, подвергаются анодному растворению. Также за счет наличия вращательного движения в процессе обработки обрабатываемые детали 13 и абразивный наполнитель 12 перемещаются относительно друг друга, в результате чего происходит механический съем с обрабатываемых поверхностей. Между электродами 7, образующими наружные поверхности барабана, и диэлектрическими стенками 1, образующими внутренние поверхности его граней, установлена токонепроводящаи пластина 9 со сквозными пазами 10, которые совмещены с поперечными рядами отверстий 8 (перфораций) на электродах 7, а в диэлектрических стенках 1, на стороне
прилегающей к токонепроводящей пластине 9, перпендикулярно пазам 10, выполнены глухие пазы 4 с отверстиями 5. Причем глухие--пазы 4 расположены с щагом,
равным щагу перфораций электродов 7, в продольном направлении, и смещены относительно их на половину щага, а отверстия 5 в пазах 4 выполнены с щагом, равным щагу перфораций электродов 7 в поперечном направлении, и также смещены относительно их на половину щага. Перфорации на электродах 6, образующих внутренние поверхности граней барабана, выполнены с таким расчетом, чтобы предотвратить через них выпадение деталей или абразивного
наполнителя. Т. е. диаметр отверстий в электродах 6 должен быть меньще наименьшего габаритного размера деталей 13 и абразивного наполнителя 12. При обработке деталей игольчатого типа, т. е. когда диа0 метры их малы, перфорации на гранях барабана, образованных электродами 6 и диэлектрическими стенками 2 также малы, что затрудняет циркуляцию электролита через эти грани. При обработке деталей этого класса в известных устройствах, для предотвращения короткого замыкания между соседними электродами, отверстия в диэлектрических пластинах, покрывающих попеременно электроды, должны быть также выполнены меньще наименьщего габаритного
0 размера обрабатываемых деталей. Уменьще- ние эффективной площади электродов и ухудшение условий для циркуляуии электролита в барабане приводит к снижению производительности процесса, ухудщению качества обрабатываемых поверхностей. Также
5 при обработке деталей типа игл в известных устройствах увеличивается вероятность коротких замыканий. Конструкция устройства исключает короткое замыкание между электродами 6 и 7 за счет того, что между
Q электродами 7 и диэлектрическими стенками 1 установлены токонепроводящие пластины 9, а отверстия 5 смещены относительно перфораций электродов 7 в поперечном направлении на половину расстояния между ними, т. е. совмещены с перемычками меж5 ду пазами 10. Перемычки между пазами 10 токонепроводящих пластин 9 служат препятствием для контакта обрабатываемых деталей 13 и электродов 7. Ширина этих перемычек равна или больше диаметра отверстий 8 (перфораций) электродов 7. КИМ образом, даже при самых минимальных размерах обрабатываемых деталей исключается контакт между ними и электродами 7. Следовательно, при обработке деталей игольчатого типа для исключения ко5 ротких замыканий нет необходимости умень- щать эффективную площадь электродов 7, которая зависит от размеров пазов 4 и 10 и отверстий 5. Устройство обеспечивает также стабильную циркуляцию электролита, от которой также зависит производительность обработки.
При вращении барабана электролит через отверстия 8 электродов 7, пазы 10 то- конепроводящей пластины 9, пазы 4 и отверстия 5 диэлектрической стенки попадает в зону обработки. Глухие пазы 4 диэлектрических стенок 1 выполняют смещенными относительно перфораций электродов 7 на половину расстояния между, ними для того, чтобы обеспечить наименьшее расстояние от отверстий 5 до сплошной поверхности электродов 7, тем самым, уменьшая расстояние от электродов 7 до зоны обработки.
Формула изобретения
Устройство для анодно-абразивного полирования и снятия заусенцев в виде полого многогранного перфорированного барабана с диэлектрическими гранями, на которых попеременно на наружных и внутренних поверхностях установлены пластины - электроды с отверстиями, которые подключены к разноименным полюсам источника технологического напряжения, отличающееся тем, что, с целью повышения производительности и надежности работы устройства при обработке заготовок типа игл, устройство снабжено токонепроводяшими пластинами со сквозными пазами, которые закреплены между электродами, установленными на наружных поверхностях барабана, и диэлектрическими гранями, при этом сквозные пазы
0 токонепроводящих пластин совмещены с поперечными рядами отверстий на электродах, а в диэлектрических гранях на стороне, прилегаюш,ей к токонепроводящей пластине, перпендикулярно ее пазам, выполнены глухие пазы и отверстия, размеры которых не больше расстояния между пазами токонепроводящей пластины, причем глухие пазы в диэлектрических гранях расположены с шагом, равным шагу отверстий электродов в продольном направлении, и смещены
0 относительно их на половину шага, а отверстия в пазах диэлектрических граней выполнены с шагом, равным шагу отверстий электродов в поперечном направлении, и также смещены относительно их на половину щага.
5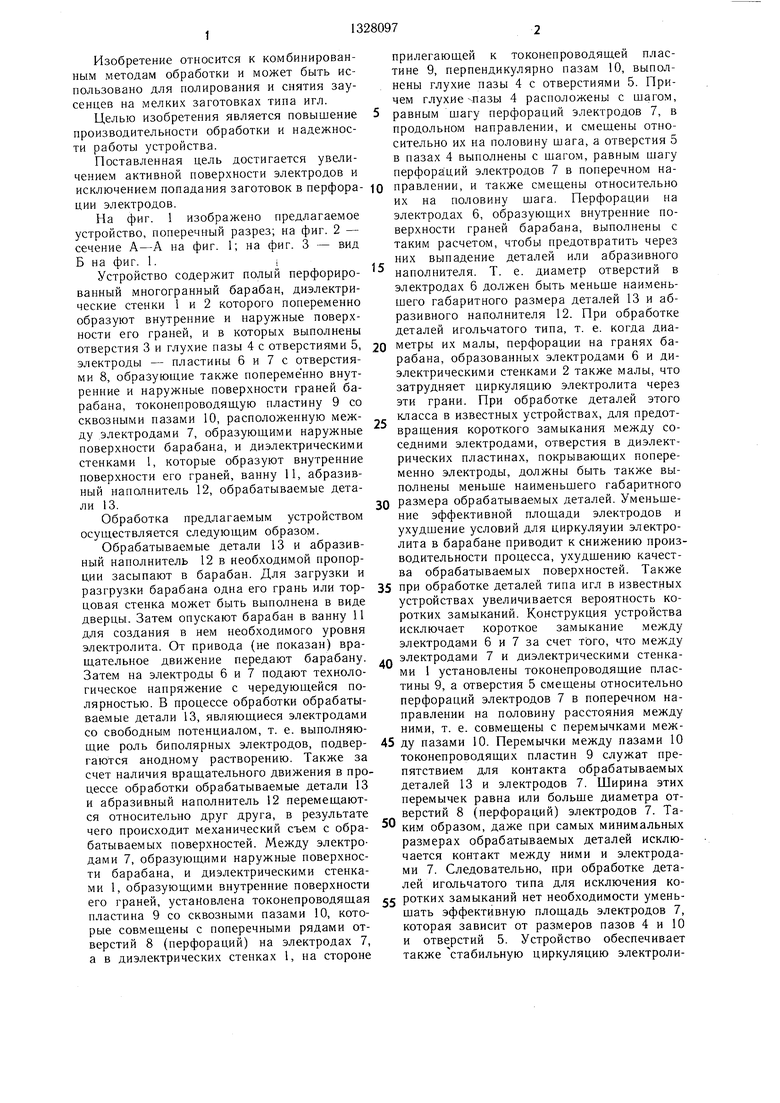
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1407713A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1987 |
|
SU1468697A1 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ОТДЕЛЕНИЕМ ОБРАБОТАННЫХ ДЕТАЛЕЙ ОТ АБРАЗИВНЫХ ГРАНУЛ И ОТХОДОВ ОБРАБОТКИ | 2013 |
|
RU2549793C1 |
| Контейнер для нанесения электрохимических покрытий | 1982 |
|
SU1062318A1 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU592559A1 |
| Устройство для электрохимического снятия заусенцев | 1987 |
|
SU1437170A2 |
Изобретение относится к области электрофизических и электрохимических методов обработки и может быть использовано для полирования и снятия заусенцев с мелких деталей типа игл. Целью изобретения является повышение производительности обработки и надежности работы устройства. Устройство выполнено в виде по.юго перфорированного барабана, между электродами которого, образующими наружные поверхности его граней, и диэлектрическими стенками установлена токонепроводящая пластина, сквозные пазы которой совмещены с поперечными рядами перфораций на электродах, а в диэлектрических стенках выполнены глухие пазы с отверстиями, размеры которых равны или меньше расстояния между пазами токонепроводящей пластины. Причем глухие пазы и отверстия в диэлектрических стенках расположены с шагом, равным шагу перфораций электродов соответственно, в продольном и поперечном направлениях, и смещены относительно их на половину шага. 3 ил. (О (Л со 1чЭ 00 о со 
/Г 1Г 12 /J 13
13 Фиг.1
I ivSd
KXH ig9i т кйа I вба j ixxi j i m H6jsr
Фа г. 2.
I ivSd
j ixxi j
ВадБ
/
10 /
/
иТ чВ лзТУ
Фиг.З
| Новые технологические процессы электрофизико-химическойобработки | |||
| Методические рекомендации | |||
| - М.: , 1973, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
