| |
со со
Изобретение относится к технологическому оборудованию сварочного производства, в частности к устройствам для сборки и сварки тонкостенных сферических изделий.
Цель изобретения - упрощение конструкции.
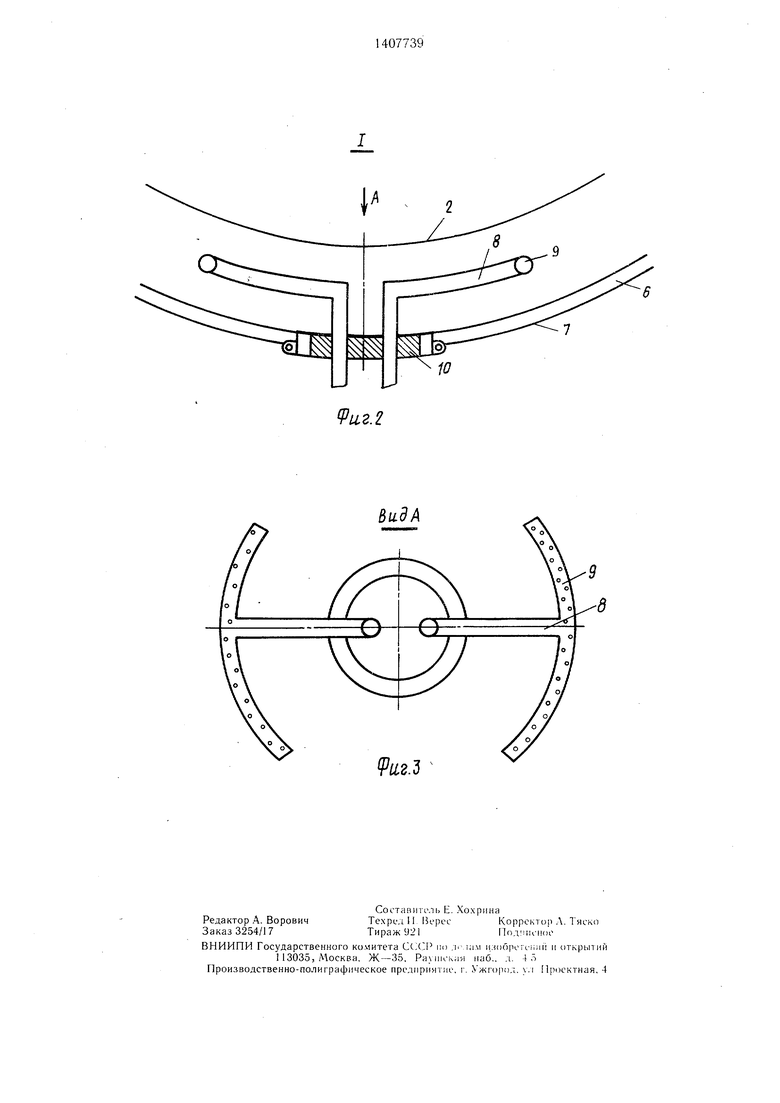
На фиг. 1 изображен манипулятор для изготовления сферических изделий, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 2.
Манипулятор для изготовления сферических изделий содержит стойки 1, размещенные на фундаменте (не показан) по периметру изделия 2 на клиньях 3 и связанные через подвижные консоли 4 с опорным кольцом 5, к которому снизу крепится гибкая сферическая емкость 6, усиленная кольцевыми и меридиальными арматурными лентами 7.
В сферической емкости 6 смонтированы радиально и расположены диаметрально-противоположно подводящие трубопроводы 8, на которых закреплены барботеры 9. Каждый подводящий трубопровод соединен посредством уплотнительного элемента 10, трубопроводов 11, гибких вставок 12 и вентилей 13 с источником сжатого воздуха, например компрессором 14.
Сферическая емкость 6 связана нагнета- тельны.м трубопроводом 15 с источником подачи жидкости, например насосом 16, подающим жидкость из накопителя 17, и сливным трубопроводом 18. Сварочный трактор обозначен позицией 19. j Манипулятор работает следующим об- ipasoM.
: На фундаменте изделия 2 монтируют стой- |ки 1 и отклоняют их на угол - 3-5° от Iвертикали с помощью клиньев 3 для удобства |монтажа изделия 2. На необходимой высоте закрепляют на стойках 1 подвижные консо- :Ли 4 и на них свободно устанавливают опорное кольцо 5, на котором производят сварку изделия 2 из отдельных элементов с ручной электродуговой сваркой внутренних корневых щвов для образования герметичных соединений. Затем присоединяют к опорному кольцу 5 гибкую сферическую емкость 6, усиленную кольцевыми и меридиальными арматурными лентами 7. В сферическую емкость 6 через нагнетательный трубопровод 15 с помощью насоса 16 подают воду до тех пор, пока изделие 2 не всплывет и не получит возможность свободного вращения. Сверху на изделие 2 устанавливают сварочный трактор 19 и осуществляют автоматическую сварку наружных щвов.
Для этого с помощью воздушного компрессора 14 через регулирующий вентиль 13 и напорный трубопровод 11 подают сжатый воздух на один из подводящих трубопроводов 8, тем самым уменьщая удельный вес жидкости в одной из половин сферической емкости 6 и сообщая вращение изделию 2.
Сварочным трактором 19 осуществляют автоматическую сварку.
При необходимости прекратить вращение сжатый воздух подается аналогичным способом в другой подводящий трубопровод.
5При необходимости меридиального изменения направления вращения трубопроводы 8 с барботерами 9 за счет гибких вставок 12 поворачиваются в уплотнительном элементе 10.
После окончания сварки изделия 2 жид0 кость из сферической емкости 6 сливается по трубопроводу 18 в накопитель 17, отсоединяются все системы питания. Сферическая емкость 6 снимается с опорного кольца 5. Затем с одной из стоек снимается
5 консоль 4, вынимается клин 3, после чего демонтируется опорное кольцо 5 для после дующей транспортировки.
Использование предлагаемого устройства манипулятора позволяет резко снизить стоимость манипулятора за счет исключения до0 рогостоящего вращателя без увеличения трудоемкости сварочных работ и снижения качества сварочных соединений.
Кроме того, снижается давление на гибкую тонкостенную оболочку резервуара, что важно для ее прочности.
35
Формула изобретения
Манипулятор для изготовления сферических изделий, преимущественно сваркой, содержащий установленные на стойках опорные кольца с гибкой сферической емкостью для изделия, соединенной с источником подачи жидкости, привод вращения изделия и источник сжатого воздуха, отличающийся тем, что, с целью упрощения конструкции,
привод вра цения изделия выполнен в виде смонтированных в емкости радиально и расположенных диа.метрально противоположно подводящих трубопроводов и жестко закрепленных на них барботеров, при этом каждый подводящий трубопровод соединен с источником сжатого воздуха.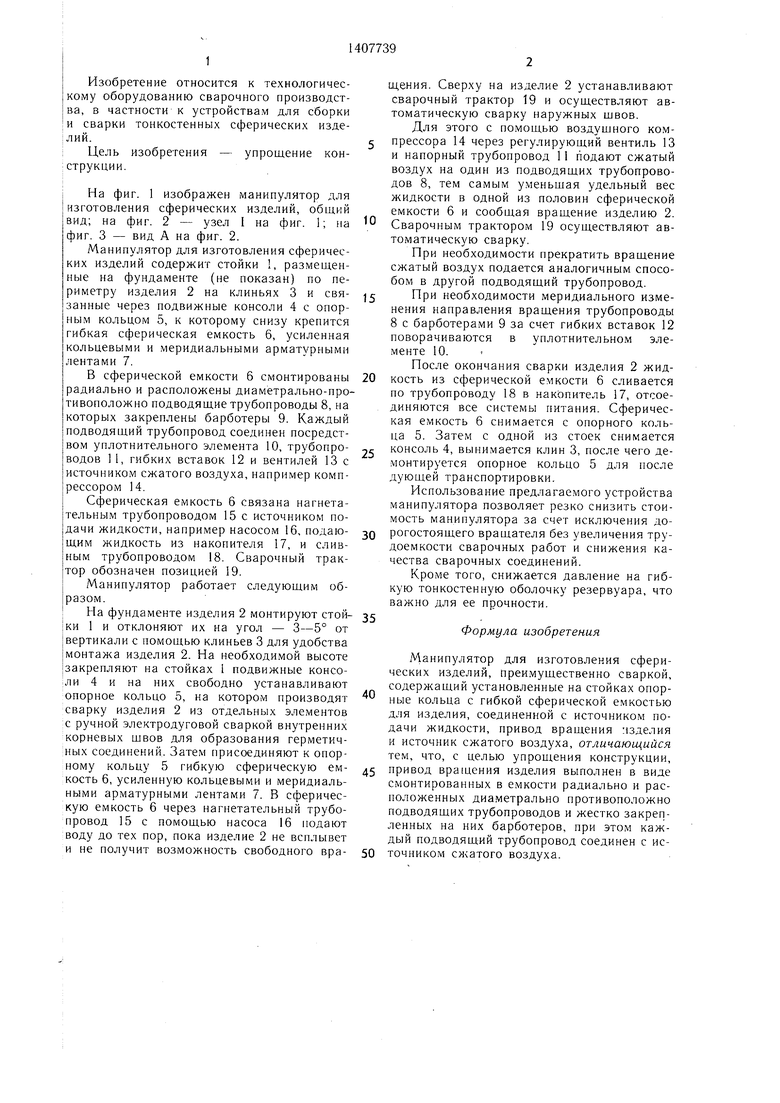
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для изготовления сферических изделий | 1981 |
|
SU1004056A1 |
| Опорное устройство для вращателя сварки сферических изделий | 1981 |
|
SU1073055A1 |
| Манипулятор для изготовления сферических изделий | 1983 |
|
SU1234139A2 |
| Кантователь для поворота под сварку длинномерных коробчатых изделий | 1988 |
|
SU1655741A1 |
| ДЕСОРБЦИОННАЯ УСТАНОВКА | 2007 |
|
RU2356843C1 |
| Устройство для сварки лепестков сферического резервуара с опорами | 1984 |
|
SU1135521A1 |
| Манипулятор для изготовления сферических изделий | 1989 |
|
SU1706826A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Манипулятор для изготовления сферических резервуаров | 1980 |
|
SU869174A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
Изобретение относится к те.хнологи- ческому оборудованию сварочного производства, в частности к устройствам для сборки и сварки тонкостенных сферических изделий. Це, 1ь -- уирошение, конструкции. Па опорное кольцо 5 устанавливают изделие 2. Затем к онорному кольцу присоединяют гибкую сферическую емкость 6, в которую нагнетают жидкость до тех пор, пока изделие 2 не всплывет. После этого с помощью компрессора 14 через вентиль 13 и напорный трубопровод 15, подают сжатый воздух в один из подводянлих трубопроводов 8 и сообщают изделию 2 вращение. Сварочным трактором 19 осун,ествляют автоматическую сварку. При необходимости прекратить вранхсние сжатый воздух подается аналогичным снособо.м в другой подводящий трубопровод 8. При необходимости Л1еридиаль- иого изменения нагфавлен1 Я вращения трубопроводы 8 с барботерами 9 за счет гибких вставок 12 поворачиваются в уплот- нительном элементе. Благодаря такой конструкции снижается стоимость манипулятора за счет исключения дорогостоящего вращателя без увеличения трудоемкости сварочных работ и снижения качества сварочных соединений. Снижается давление на гибкую тонкостенную оболочку изделия. 3 ил. 1C сл
и,г.2
ВидА
Раг.З
| Манипулятор для изготовления сферических изделий | 1981 |
|
SU1004056A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
