I Изобретение относится к неразру- пающему контролю материалов с помо- цью магнитных параметров, в частности к способам контроля качества и регулирования режимов термической обработки ферромагнитных изделий по величине коэрцитивной силы.
Цель изобретения - получение заданных механических свойств изделий после термической обработки за счет регулирования процесса термической обработки по результатам измерения коэрцитивной силы.
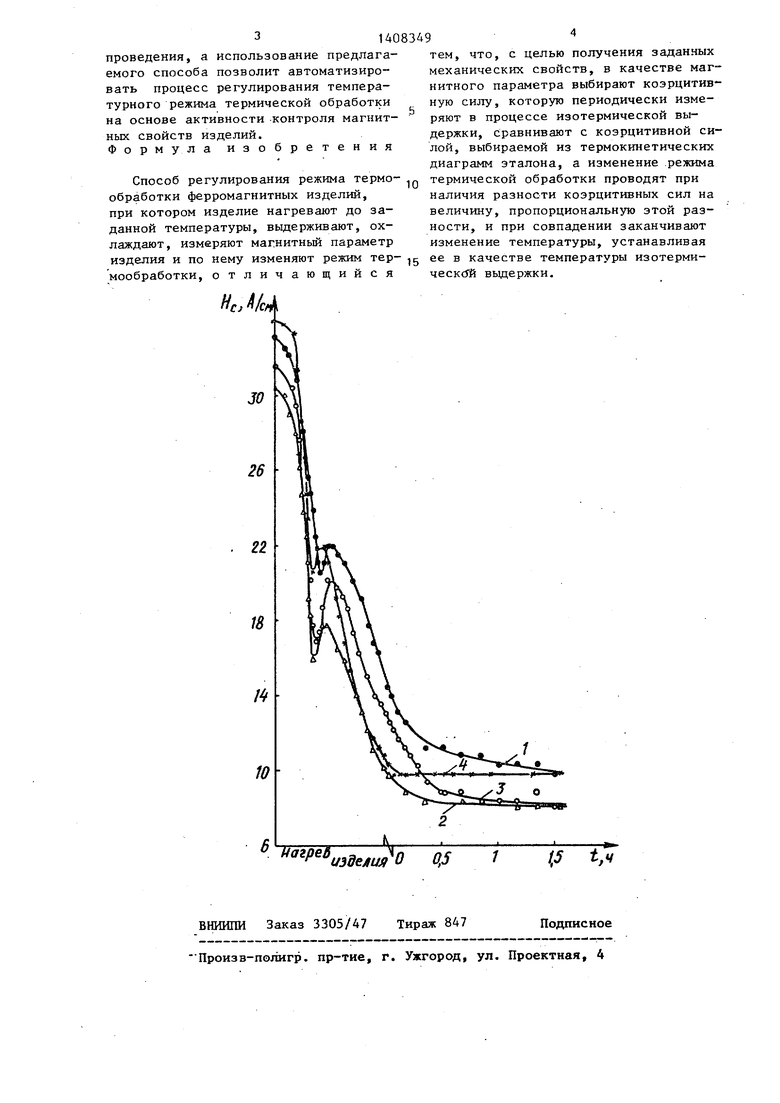
На чертеже изображен график, поясняющий предлагаемый способ.
Способ осуществляют следующим образом.
Предварительно выбирают эталонное изделие, для которого снимают термо- кинетическую диаграмму, т.е. определяют функциональную зависимость коэрцитивной силы эталонного изделия Н(. от времени при отпуске, и строят график Hj, f(t). Физико-механические свойства эталонного изделия после термической обработки, например Твердость, условный предел текучести или предел прочности (временное сопротивление) , должны соответствовать сред- ним величинсхМ технологически допустимого интервала значений для контролируемых изделий с После этого Нагревают контролируемое изделие до заданной температуры (Т ) , через
1/5-.1/6 времени изотермической выдерж Ки производят измерение коэрцитивной силы изделия. Величину рассогласова- мия коэрцитивных сил эталонного и контролируемого изделий принимают за Параметр регулирования и в соответствии с ней управляют режимом нагрева печи. Если величины Н больше или меньше значения Н . уменьшают или увеличивают величину тока пропорцио- нально разности коэрцитивных сил дНр Н - Н, Корректировка производится в определенные интервалы времени в течение 3-4 раз за полный цикл отпуска до соответствии значений коэрцитивных сил обрабатываемого и эталонного изделий. Цикл термической обработки заканчивается достижением в процессе отпуска необходимой структуры и механических свойств стали, которьм соответствует заданная термокинетической диаграммой величина коэрцитивной силы. Для следующего изделия процесс регулирования повторяется
5
0 5 0
5
Q
0
5
Пример. Способ регулирования режима термообработки ферромагнитных изделий опробывают на цилиндрических образцах из стали. Намагничивание и размагничивание при измерении коэрцитивной силы осуществляют при помощи специальной намагничивающей обмотки или обмотки индукционной печи, которая кратковременно отключается от источника нагрева. Величину коэрцитивной силы регистрируют магнитометрическим методом с использованием феррозондового преобразователя в качестве измерителя намагниченности.
Термокинетическая диаграмма (кривая 1) снята для эталонного изделия с содержанием углерода 0,63% при . Время изотермической выдержки 2 ч. Твердость, условный предел текучести и предел прочности после термической обработки соответственно равны 55 ед. HRC, 6о,2 2140 МПа,
6 2280 МПа, Допускают, что при нагреве под отпуск рядового изделия совершена ошибка: вместо нагрели только до 300 С. Эта ошибка обнаружена в начале изотермической выдержки при отпуске: значение Н изделия оказалось завьшенным, что свидетельствует о неправильном режиме отпуска. По полученной разности Н., Н ,, - Н- пропорционально ДН.
ь I- Сд1/
производят дополнительный нагрев изделия, что характеризуется новой термокинетической кривой (кривая 2), Как только значения Н и Н выравняются, процесс регулирования заканчивают. Тем самым получают годное по структуре изделие с твердостью 55,5 ед, HRC,
бо 2165 МПа, 6g 2300 МПа, Если температура отпуска составляет , получают следующие значения прочностных характеристик изделия: твердость 57,5 ед. HRC, 6 2250 МПа,
(bg 2360 МПа. Аналогично можно производить регулировку процесса термической обработки для изделий переотпущенных в небольшом интервале температур (кривая 3).
Способ регулирования режима термической обработки стальных ферромагнитных изделий позволяет получить изделия с заданными механическими свойствами и снизить брак за счет исключения дефектов структуры, возникающих при неправильной термической обработке, , путем корректировки технологического процесса во время его
проведения, а использование предлагаемого способа позволит автоматизировать процесс регулирования температурного режима термической обработки на основе активности контроля магнитных свойств изделий. Формула изобретения
Способ регулирования режима термообработки ферромагнитных изделий, при котором изделие нагревают до заданной температуры, выдерживают, охлаждают, измеряют магнитньй параметр
тем, что, с целью получения заданных механических свойств, в качестве магнитного параметра выбирают коэрцитивную силу, которую периодически измеряют в процессе изотермической выдержки, сравнивают с коэрцитивной силой, выбираемой из термокинетических диаграмм эталона, а изменение .режима термической обработки проводят при наличия разности коэрцитивных сил на величину, пропорциональную этой разности, и при совпадении заканчивают изменение температуры, устанавливая
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ неразрушающего контроля механических свойств изделий | 1984 |
|
SU1224702A1 |
| Способ контроля механических свойств ферромагнитных изделий | 1987 |
|
SU1449886A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗАГОТОВКИ ИЗ НЕРЖАВЕЮЩЕЙ ХРОМИСТОЙ СТАЛИ | 2014 |
|
RU2591901C2 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1988 |
|
SU1516941A1 |
| Способ управления термообработкой металлических изделий | 1984 |
|
SU1285032A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Способ электромагнитного контроля качества термообработки деталей ферромагнитных материалов | 1972 |
|
SU445902A1 |
| Способ неразрушающего контроля механических свойств изделий из углеродистых сталей | 1988 |
|
SU1644018A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛИ ХВГ | 2000 |
|
RU2184156C2 |
Изобретение относится к области неразрушающего контроля материалов с помощью магнитных параметров, в частности к способам контроля качества и регулирования режимов термической обработки ферромагнитных изделий по величине коэрцитивной силы. Цель изобретения - получение заданных механических свойств изделий после термической обработки за счет регулирования процесса термической обработки по результатам измерения коэрцитивной силы. Способ включает следуницие операции: предварительно выбирают эталонное изделие, для которого снимают термокинетическую диаграмму Н от времени при отпуске и строят график Н са f (с) . После этого нагревают контролируемое изделие до заданной температуры (Т Т) ,че)ез 1/5-1/6 времени изотермической выдержки производят измерение коэрцитивной силы Н изделия. Величину рассогласования Н эталонного и контролируемого изделий принимают за параметр регулирования и в . соответствии с ней управляют режимом .нагрева печи. Если величины Н. больше или меньше значений Н , то уменьшают или увеличивают величину тока пропорционально разности коэрцитивных сил Hg Hgg- Н. Корректировка производится в определенные интервалы времени в течение 3-4 раз за полный цикл отпуска до соответствующих значений Н обрабатываемого и эталонного изделий. 1 ил. € .4 С 01 о 
изделия и по нему изменяют режим тер- g ее в качестве температуры изотерми мообработки, отличающийся
ческсУй выдержки.
НС.А/С
JO
26
. 22
18
/
10
ческсУй выдержки.
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАГНИТНЫХ МАТЕРИАЛОВ | 0 |
|
SU342929A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СПИЧЕЧНЫХ КОРОБОК | 1930 |
|
SU39019A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
