Изобретение относится к области металлургии железа, в частности к изменению физических свойств нержавеющей хромистой стали путем термообработки. Изобретение может быть использовано при обработке заготовок высоконагруженных конструкций из стали с заданными одновременно механическими и магнитными свойствами, в частности при производстве короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств.
Изобретение направлено на решение прикладной задачи создания конструкционного материала с высокими механическими свойствами в сочетании с заданными магнитными гистерезисными характеристиками, с приемлемой для механической обработки твердостью и относительно низкой стоимостью сырья.
Техническим результатом изобретения является конструкционный материал, характеризуемый сочетанием величины предела текучести не менее 120 кгс/мм2, коэрцитивной силы в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC. В качестве исходного доступного и относительно дешевого сырья в изобретении используется нержавеющая хромистая сталь типа 30X13.
Хромистые нержавеющие стали типа 20X13, 30X13 относятся к мартенситному классу сталей [1], т.е. в закаленном состоянии они имеют структуру мартенсита. Это обеспечивает сталям при закалке высокие прочностные свойства при низкой пластичности. Наличие в стали довольно большого содержания хрома, имеющего большое сродство к углероду, приводит к необходимости поднимать (в сравнении с углеродистыми сталями) температуру и увеличивать время нагрева под закалку, чтобы растворить хромсодержащие карбиды и перевести хром в твердый раствор. Присутствие хрома в аустените стабилизирует его [2], что дает возможность проводить закалку не только в масле, но и на воздухе.
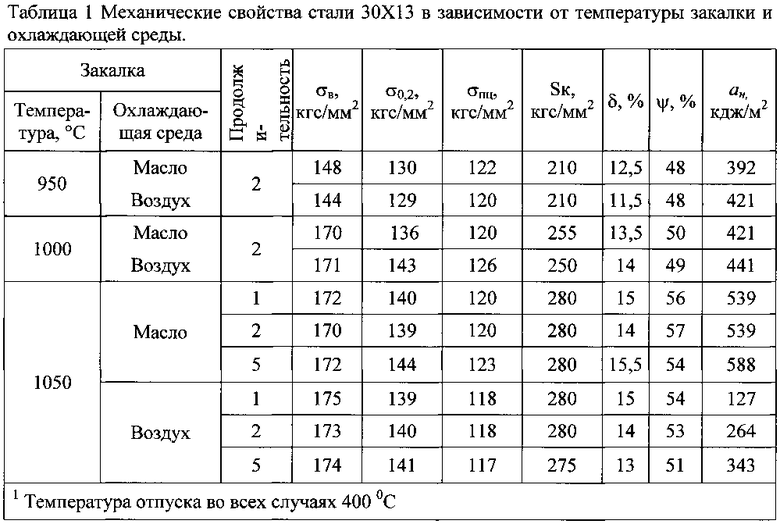
В таблице 1 приведены данные по влиянию температуры закалки на механические свойства стали 30X13 [1]. Видно, что прочностные свойства имеют тенденцию к росту с увеличением температуры закалки, влияния типа охлаждающей среды (масло или воздух), т.е. скорости охлаждения практически не прослеживается.
Более сложные процессы происходят при отпуске сталей типа 20X13, 30X13. Взаимодействие хрома и углерода в содержащей хром стали приводит к повышенной устойчивости стали при отпуске. Физико-механические свойства стали 30X13 меняются в зависимости от температуры отпуска после закалки при 1050°С [2]. Особенностью является практически полное отсутствие изменений свойств примерно до 500°С и затем резкое их уменьшение при температуре более 500°С.
Такая особенность выбранной сырьевой стали создает серьезные трудности при промышленном производстве, поскольку даже незначительные колебания технологических параметров (например, температуры печи) в сочетании с допустимыми колебаниями состава в пределах одной марки (для стали 30X13 содержание углерода колеблется в диапазоне 0,26-0,35% [4]) будут приводить к значительным изменениям контролируемых параметров - механических и магнитных свойств итогового конструкционного материала.
Из существующего уровня науки и техники известно несколько способов термообработки нержавеющих хромистых сталей, принятых за аналоги изобретения.
Известен способ термической обработки пружинных сталей мартенситного класса, например 30X13 (3X13) ГОСТ 5632-72, включающий закалку при 950-1050°С и последующий отпуск при 400°С [1]. Этот способ не позволяет достигнуть заданного сочетания механических и магнитных характеристик из-за повышенного содержания остаточного аустенита.
При температуре закалки 900-940°С снижается растворимость в аустените карбидов, а при мартенситном превращении уменьшается содержание остаточного аустенита, что исключает при отпуске в интервале 350-390°С образование вторичного неотпущенного мартенсита.
При закалке ниже 900°С в структуре пружинных сталей сохраняется остаточный феррит (признак недогрева при закалке), снижающий ее упругие свойства.
При повышении температуры закалки свыше 940°С происходит рост зерна, а за счет увеличения растворимости хрома в аустените происходит увеличение его устойчивости. Мартенситное превращение идет неполное, что способствует появлению остаточного аустенита. Наличие остаточного аустенита и превращение его в мартенсит под воздействием упругих напряжений приводит к локальным зонам понижения микропластичности, которые являются концентраторами разрушения в структуре стали, что способствует снижению ударной вязкости и релаксационной стойкости.
При температуре отпуска 350-390°С происходит распад остаточного аустенита с уменьшением количества зон пониженной микропластичности, что способствует повышению релаксационной стойкости изделий из пружинных сталей. Режим отпуска пружинных сталей после закалки обеспечивает не только создание определенной структуры продуктов превращения мартенсита, но и распад остаточного аустенита и выделение дисперсных карбидов.
При отпуске ниже 350°С происходит снятие структурных напряжений и перераспределение дислокаций, но сохраняется остаточный аустенит, что не способствует повышению релаксационной стойкости изделий из пружинных сталей.
При отпуске выше 390°С происходит изменение субструктуры мартенсита, дислокационной структуры, а дополнительный распад остаточного аустенита сопровождается грубым выделением карбидов по границам зерен, что приводит к снижению ударной вязкости, что также не способствует повышению релаксационной стойкости изделий из пружинных сталей.
Известен способ термической обработки пружинной стали, например 30X13, включающий закалку при температуре 1000-1050°С и отпуск при температуре 500°С [4].
Известен также способ термической обработки изделий из пружинных сталей мартенситного класса, включающий закалку и последующий отпуск, отличающийся тем, что закалку проводят при температуре 900-940°С и отпуск при температуре 350-390°С, выдерживают в течение одного часа и охлаждают на воздухе [5].
Экспериментально проверено, что указанные выше способы также не позволяют достигнуть заданного сочетания механических и магнитных свойств стали.
Наиболее близким к предлагаемому изобретению является способ термической обработки деформируемой коррозионно-стойкой стали 14Х17Н2, включающий нагрев под закалку, охлаждение в масле, двукратный отпуск с охлаждением в воде после каждого отпуска, отличающийся тем, что нагрев под закалку осуществляют при температуре 1040-1050°С, а нагрев при первом отпуске - при температуре 600-610°С [6]. Термическая обработка стали по этому прототипу приводит к повышению пластических характеристик и ударной вязкости, которые наиболее важны для высоко нагруженных деталей, что достигается выбором узкого диапазона температур при закалке и первом отпуске. В структуре металла после охлаждения от температуры закалки до комнатной образуется мартенсит и сохраняется некоторое количество мягких структурных составляющих феррита. Проведение первого отпуска при указанной температуре приводит к распаду мартенсита на ферритно-карбидную смесь, обеспечивая стабильное состояние отпущенной мартенситной составляющей. Однако экспериментально проверено, что термическая обработка нержавеющих хромистых сталей типа 20X13, 30X13 по этому прототипу не позволяет достигнуть заданного сочетания механических и магнитных свойств стали.
Технический результат по предлагаемому заявителем изобретению достигается путем термообработки нержавеющей хромистой стали: закалка при температуре от 1000 до 1050°С с охлаждением в масле до комнатной температуры и двухступенчатый отпуск заготовок, первый отпуск при температуре от 350 до 450°С, с последующим остыванием на воздухе до комнатной температуры, второй отпуск при температуре от 480 до 520°С с последующим остыванием на воздухе до комнатной температуры. Указанный режим термообработки был выбран в результате анализа следующих экспериментальных данных.
В таблице 2 приведены измеренные заявителем средние значения магнитных и механических свойств стали 30X13, полученные после термообработки заготовок при температуре закаливания 1020°С.
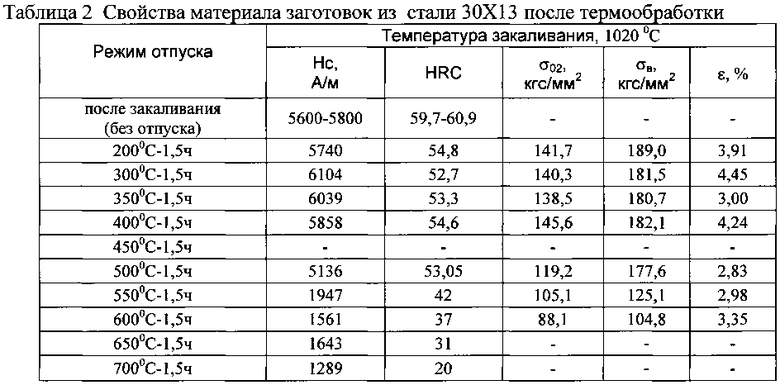
Как следует из таблицы 2, общий характер изменения свойств стали 30X13 с температурой отпуска, указанной в [1], полностью подтверждается. Примерно до 500°С свойства практически не изменяются, а в достаточно узком диапазоне температур от 500 до 700°С происходит резкое ухудшение свойств. Кроме того, возникают дополнительные сложности, связанные с тем, что практически невозможно подобрать такую температуру отпуска, которая могла бы одновременно обеспечить достижение требуемого сочетания значений для всех трех заданных параметров - предела текучести, коэрцитивной силы и твердости. Так, для достижения заданного уровня предела текучести необходимо провести отпуск при температуре примерно 400°С, но при этом коэрцитивная сила и твердость будут слишком высокими, и наоборот, при температуре 500-550°С, оптимальной для получения нужной величины коэрцитивной силы, предел текучести будет на уровне 105-110 кгс/мм2, а твердость слишком высока - выше 50 HRC.
Решением поставленной задачи является применение двухступенчатого отпуска: на первой ступени - низкотемпературный отпуск, на второй - отпуск при более высокой температуре. При таком сочетании можно ожидать достаточно высокого уровня прочностных свойств при сравнительно невысоком значении коэрцитивной силы.
Заявляемый способ обладает новизной в сравнении с аналогами и прототипом, отличаясь от них такими существенными признаками, как закаливание заготовки при температуре от 1000 до 1050°C с последующим охлаждением в масле до комнатной температуры и двухступенчатый отпуск заготовки, первый отпуск при температуре от 350 до 450°C с последующим охлаждением до комнатной температуры на воздухе, второй отпуск при температуре от 480 до 520°C с последующим охлаждением до комнатной температуры на воздухе, обеспечивающими в совокупности достижение заданного сочетания механических и магнитных свойств стали.
Заявителю неизвестны технические решения, обладающие совокупностью указанных отличительных признаков, обеспечивающих в совокупности достижение заданного результата, поэтому он считает, что заявляемый способ соответствует критерию «изобретательский уровень».
Заявляемый способ может найти широкое применение в технологии обработки нержавеющих хромистых сталей, в частности для производства короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств, а потому соответствует критерию «промышленная применимость».
Заявляемый способ термообработки нержавеющей хромистой стали заключается в следующем.
Для закаливания заготовку помещают в печь, предварительно нагретую до температуры от 1000 до 1050°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, помещают в масло с комнатной температурой, охлаждают до комнатной температуры. Для первого отпуска закаленную заготовку помещают в печь, предварительно нагретую до температуры от 350 до 450°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, охлаждают до комнатной температуры на воздухе. Для второго отпуска закаленную и отпущенную один раз заготовку помещают в печь, предварительно нагретую до температуры от 480 до 520°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, охлаждают до комнатной температуры на воздухе.
Заявляемый способ термообработки нержавеющей хромистой стали осуществляется следующим образом, указанным в примере.
Пример
Брали восемь заготовок из нержавеющей хромистой стали в виде диска ⌀100 мм с центральным отверстием ⌀13 мм и толщиной 1,8 мм. Металл заготовок проанализировали на содержание углерода, по результатам которого установили, что содержание углерода (0.32-0.33%) соответствует составу стали 30X13.
В соответствии с предлагаемым способом поместили заготовки в печь, предварительно нагретую до температуры 1020°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, поместили в масло с комнатной температурой, охладили до комнатной температуры. Для первого отпуска закаленную заготовку поместили в печь, предварительно нагретую до температуры 400°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, охладили до комнатной температуры на воздухе. Для второго отпуска закаленную и отпущенную один раз заготовку поместили в печь, предварительно нагретую до температуры 500°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, охладили до комнатной температуры на воздухе.
Механические свойства материала термообработанных заготовок определяли по ГОСТ 1497-84 на 4 плоских образцах длиной 80 мм и шириной 5 мм, вырезанных из каждой заготовки. В качестве испытательного оборудования использовали универсальную разрывную машину UTS-100. Образцы по 25 мм с каждой стороны зажимали в захватах разрывной машины, измерение удлинения образцов проводили контактным оптическим экстензометром на базе 20 мм.
Коэрцитивную силу измеряли на установке контроля магнитных характеристик приводных дисков УКМХ-1 на базе структуроскопа магнитного СМ-401.2. Для исключения разброса измеренных величин, обусловленных влиянием анизотропии материала, коэрцитивную силу определяли усреднением измерений в четырех точках за счет поворота диска вокруг оси на 45° относительно полюсов намагничивающей системы. Твердость по шкале HRC определяли по ГОСТ 22975-78 на твердомере Mitutoyo WiZhard HR-522 в восьми точках по всей торцевой поверхности заготовок. Измеренные значения усредняли.
Результаты
Измеренные значения механических и магнитных свойств приведены в таблице 3.
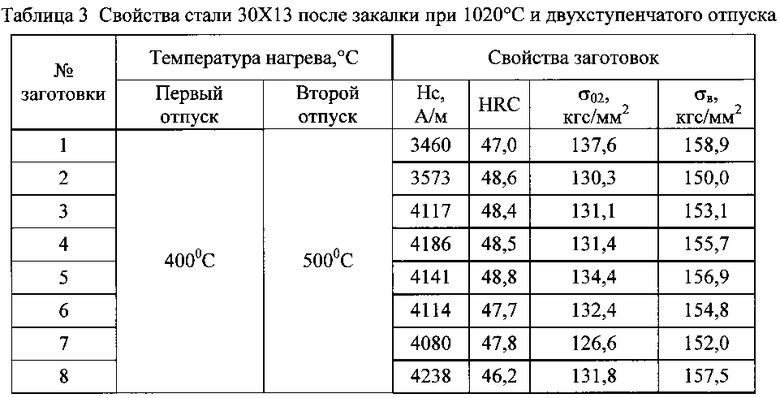
Из таблицы 3 видно, что применение двухступенчатого отпуска оказалось вполне эффективным для заготовок из стали 30 XI3, получено заданное сочетание механических и магнитных характеристик для всех восьми заготовок (предел текучести не менее 120 кгс/мм2, коэрцитивная сила в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC).
Источники информации
1. А.Г. Рахштадт. Пружинные стали и сплавы. М.: Металлургия, 1971.
2. Э. Гудремон. Специальные стали, т. 1, ГНТИЛ, 1959.
3. ГОСТ 5672-71. Стали высоколегированные и сплавы коррозионно-стойкие, жаропрочные и жаростойкие. Марки.
4. С.А. Филинов, И.В. Фиргер. Справочник термиста. Л.: Машиностроение, Ленинградское отделение, 1975.
5. Способ термической обработки изделий из пружинных сталей мартенситного класса. Патент RU 2244757.
6. Способ термической обработки деформируемой коррозионно-стойкой стали 14Х17Н2. Патент RU 2508410.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
| Мартенситная нержавеющая сталь для изготовления стержневых медицинских инструментов | 2022 |
|
RU2800269C1 |
| СЛЕСАРНО-МОНТАЖНЫЙ РУЧНОЙ ИНСТРУМЕНТ И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 2007 |
|
RU2354717C1 |
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ поверхностной термообработки изделий из нержавеющих хромистых сталей | 2018 |
|
RU2691022C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2010 |
|
RU2422541C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕСШОВНЫХ КОРРОЗИОННОСТОЙКИХ ТРУБ НЕФТЯНОГО СОРТАМЕНТА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2021 |
|
RU2788887C2 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2451754C1 |
| Способ получения упрочненных заготовок из немагнитной коррозионностойкой аустенитной стали | 2022 |
|
RU2782370C1 |
Изобретение относится к области термической обработке и может быть использовано при обработке заготовок высоконагруженных конструкций из стали 20Х13 и 30Х13 с заданными одновременно механическими и магнитными свойствами, в частности, при производстве короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств. Для обеспечения в стали предела текучести не менее 120 кгс/мм2, коэрцитивной силы в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC заготовку из стали 20Х13 или 30Х13 подвергают термической обработке путем закалки с температуры от 1000 до 1050°C в масле до комнатной температуры и двухступенчатого отпуска, при этом первый отпуск проводят при температуре от 350 до 450°С с охлаждением на воздухе до комнатной температуры, а второй отпуск при температуре от 480 до 520°C с охлаждением на воздухе до комнатной температуры. 3 табл.
Способ термической обработки заготовок из нержавеющей хромистой стали, включающий нагрев под закалку, последующее охлаждение в масле до комнатной температуры, двухступенчатый отпуск с нагревом заготовки и последующим охлаждением до комнатной температуры, отличающийся тем, что нагрев под закалку осуществляют до температуры 1000-1050°С, первый отпуск проводят при температуре 350-450°С и охлаждением на воздухе, второй отпуск проводят при температуре 480-520°С и охлаждением на воздухе.
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2526107C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАРТЕНСИТНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2253684C2 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ | 2011 |
|
RU2456350C1 |

