Изобретение относится к неразрушающим методам контроля механических свойств изделий из углеродистых сталей.
Цель изобретения - повышение достоверности контроля за счет определения содержания углерода с большей точностью.
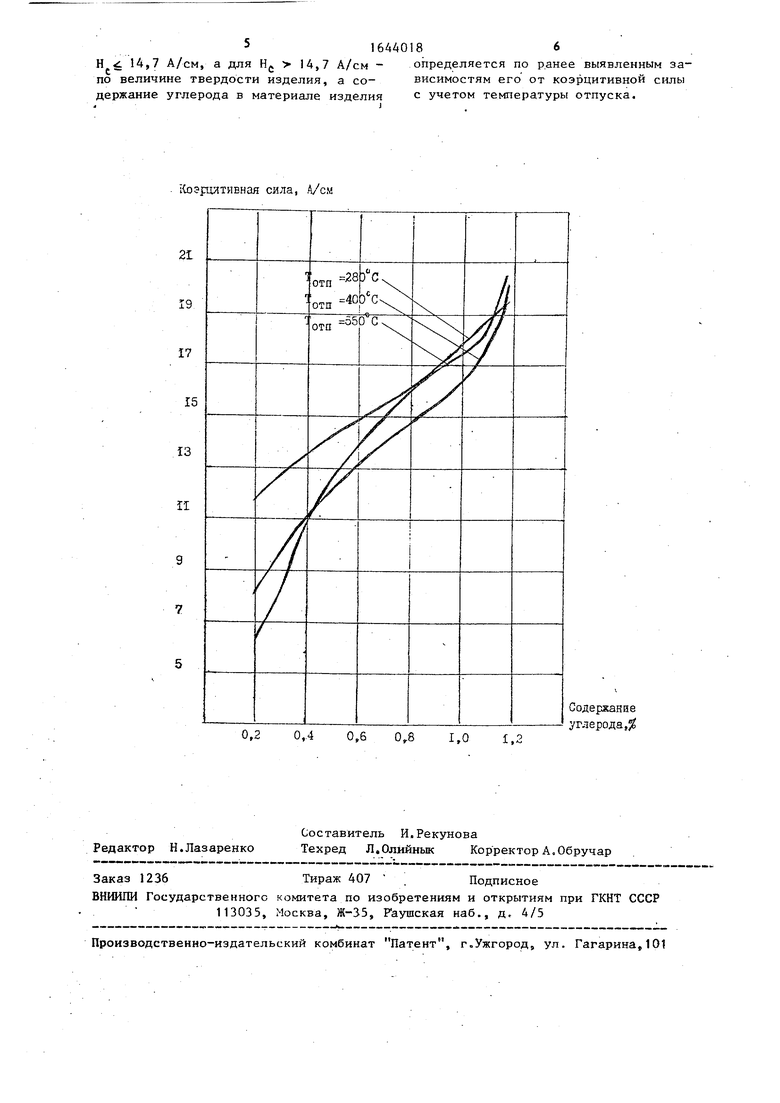
На чертеже приведены три зависимости коэрцитивной силы от содержания углерода с учетом температуры отпуска%
Способ осуществляется следующим образом.
Сначала измеряется коэрцитивная сила Нс любым из известных способов, на
пример в помощью коэрцитиметра. Это необходимо в силу того, что для Нс 14,7 А/см содержание углерода в изделиях меньше 0,78% при любой температуре отпуска в пределах 300-550 С, для ,7 А/см содержание углерода обычно выше 0,78% (и не меньше 0,65%), что обуславливает разные методы измерения температуры отпуска Тотп.
Затем определяется температура отпуска для случая HC 14,7 А/см или ,7 А/см.
Для случая Нсй:14,7 А/см температура отпуска определяется по корреляционной зависимости показаний ВихраЦь
оо
токового датчика, пропорциональных электросопротивлению п и начальной магнитной проницаемости М , от температуры отпуска в диапазоне 300- 600 С. При этом в данном температурном диапазоне р и (Ци слабо зависят от содержания углерода так 9 что изменение содержания углерода в преде- лах 0,4-0,78% влечет незначительное относительное изменение до +3,85 и +2,5% параметров (UnH P соответственно.
В случае контроля вихретоковым преобразователем ферромагнитных сталей его сигнал и определяется как
fjl
Р1
|u7p
где R - радиус преобразователя; f - частота питающего тока; fU0 магнитная проницаемость
вакуума.
По зависимости ft Т, где Т - температура отпуска, определяется Т,
максимальная относительная погрешность которой за счет разброса параметров вихретокового преобразователя при изменении содержания углерода от 0,4 до 0,78% составляет +3%.
Содержание углерода в материале определяется по ранее выявляемым зависимостям его от коэрцитивной силы с учетом температуры отпуска.
Достоинством вихретокового метода является возможность отстройки от помех, достаточно высокая точность, большая скорость контроля, простота.
Способ для ,7 А/см может быть также применен и для контроля качества среднетемпературного отпуск однородно термообработанных по глуби изделий из сталей с содержанием углерода 0,4-0,78%.
Формула изобретения
Необходимым условием применимости
способа является отсутствие сушествен-45 Способ неразрушающего контроля меха- ных (по отношению к глубине проникновения вихревых токов) поверхностных слоев (например, окалины), отличных по структуре и составу от основной массы изделия. Однако при содержании 50 углерода более 0,78% ( А/см) разброс параметра Р за счет вариации содержания углерода становится значи - тельным вследствие чухудшения информативности характеристик jUj, и р . 55
Для случая ,7 А/см (содер- , жание углерода обычно 0,78%) температура отпуска определяется с максимальной погрешностью +3,1% по заранических свойств изделий из углеродистых сталей, заключающийся в том, что измеряют коэрцитивную силу материала изделия, определяют содержание углерода в материале изделия по ранее выявленной зависимости его от коэрцитивной силы и определяют механические свойства изделия по содержанию углерода, отличающийся тем, что, с целью повышения достоверности контроля, по результатам измерения коэрцитивной силы материала изделия определяется температура отпуск материала методом вихревых токов для величин
10
15
20
30
35
а не 6440184
нее снятой корреляционной зависимости твердости HRC от температуры отпуска. При этом погрешность измерения твердости очень близка к погрешности ее определения по зависимости от температуры отпуска при разном содержании углерода в пределах 0,65-1,07%.
Содержание углерода в материале определяется по ранее выявленным зависимостям его от коэрцитивной силы с учетом температуры отпуска.
Контроль механических свойств в обоих случаях можно вести любым из известных способов с учетом выявленного содержания углерода.
Способ неразрушающего контроля позволяет контролировать такие механические характеристики как твердость, пределы прочности и текучести, относительное изменение и удлинение, связанные корреляционными зависимостями с температурой отпуска. Контроль осуществляется по заранее снятым графикам, связывающим контролируемое механическое свойство с параметром контроля соответственно определенному содержанию углерода (возможно и по температуре отпуска и коэрцитивной силе).
Применение способа возможно при содержании углерода 0,4-1,07% в контролируемом материале.
Таким образом, предлагаемый способ позволяет повысить достоверность контроля за счет определения содержания углерода с большей точностью, так как чувствительность Н к изменению содержания углерода в несколько раз выше при измерении после отпуска, чем после закалки. При этом расширяется диапазон контролируемых изделий по углероду до 1,07%.
25
Ю
Формула изобретения
Способ неразрушающего контроля меха
нических свойств изделий из углеродистых сталей, заключающийся в том, что измеряют коэрцитивную силу материала изделия, определяют содержание углерода в материале изделия по ранее выявленной зависимости его от коэрцитивной силы и определяют механические свойства изделия по содержанию углерода, отличающийся тем, что, с целью повышения достоверности контроля, по результатам измерения коэрцитивной силы материала изделия определяется температура отпуск материала методом вихревых токов для величин
516440186
Н 14,7 А/см, а для Нс 14,7 А/см - определяется по ранее выявленным за- по величине твердости изделия, а со-висимостям его от коэрцитивной силы
держание углерода в материале изделия с учетом температуры отпуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля механических свойств протяженных изделий из углеродистой стали | 1987 |
|
SU1527563A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1987 |
|
SU1467487A1 |
| Способ регулирования режима термообработки ферромагнитных изделий | 1985 |
|
SU1408349A1 |
| Способ неразрушающего контроля механических свойств изделий | 1984 |
|
SU1224702A1 |
| СПОСОБ ПРОДЛЕНИЯ РЕСУРСА НАДЗЕМНЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2350832C2 |
| Способ селективного контроля глубины и качества поверхностного упрочнения изделий из ферромагнитных материалов | 2022 |
|
RU2782884C1 |
| Способ контроля качества ферромагнитных изделий | 1984 |
|
SU1193565A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗАГОТОВКИ ИЗ НЕРЖАВЕЮЩЕЙ ХРОМИСТОЙ СТАЛИ | 2014 |
|
RU2591901C2 |
Изобретение относится к неразрушающим методам контроля механических свойств изделий из углеродистых сталей. Цель изобретения - повышение достоверности контроля за счет определения содержания углерода с бопь- шей точностью по коэрцитивной силе и температуре отпуска. Сущность способа заключается в измерении коэрцитивной силы. При ее значении, меньшем 14,7 А/см, температура отпуска определяется по зависимости измеряемого сигнала вихретокового преобразователя, а при значении не менее 14,7 А/см по величине твердости объекта контроля. Содержание углерода в материале определяется по ранее выявленным зависимостям его от коэрцитивной силы г учетом температуры отпуска, о механических свойствах судят по измеренному содержанию углерода. 1 ил. ст И С
Коэрцитивная сила, А/см
19
17
0,20,4 0,6 0,81,0I,:
Содержание углерода,
| Способ неразрушающего контроля механических свойств изделий | 1984 |
|
SU1224702A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Морозова В.М., Михеев М.Н | |||
| Магнитные и электрические свойства закаленных и отпущенных углеродистых сталей | |||
| - В сб | |||
| трудов ИФМ АН СССР | |||
| Об электромагнитных методах контроля качества изделий, 1965, вып.24, с.26-35. | |||
