Р
(Л
ее
00
фаг. 2
Изобретение относится к обработке металлов давлением, конкретно - к способам соединения обжатием витых металлорукавов с арматурой.
Цепь изобретения - повышение качества соединения.
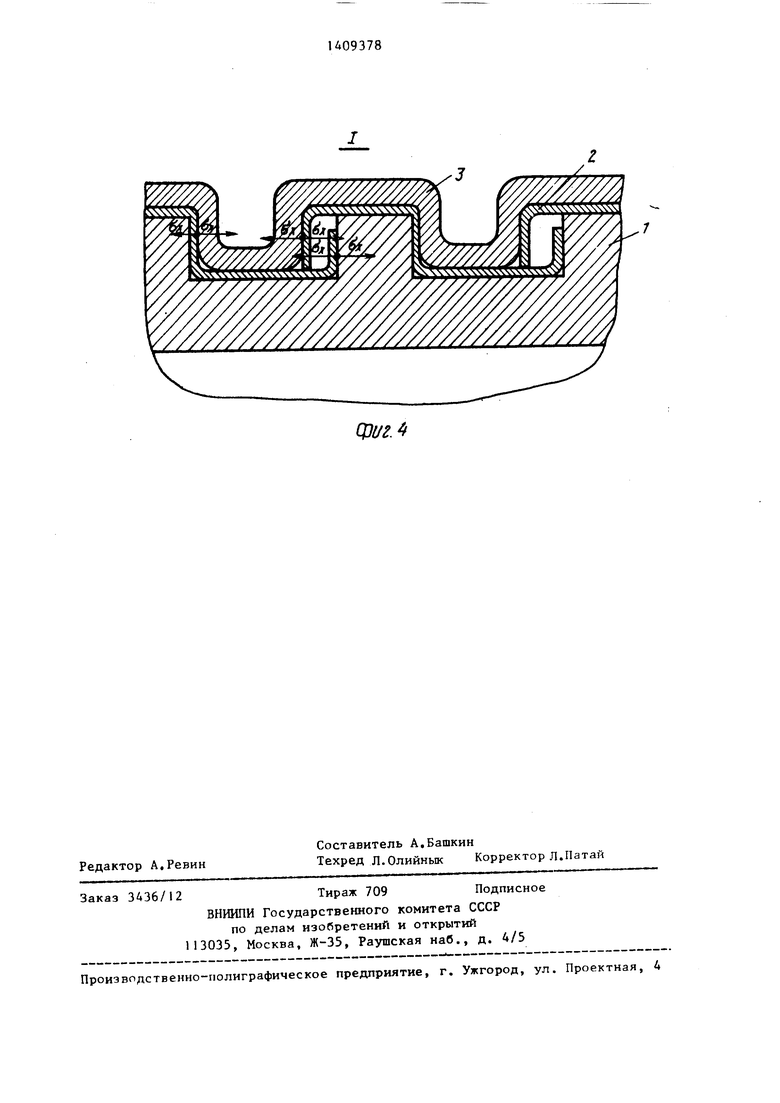
На фиг.1 изображены арматура и ме- таллорукава в исходном состоянии; на фиг. 2 - соединение перед обжатием мусИ ты (общий вид) - эпюра давления магнитного поля индуктора; на фиг.З - соединение металлорукава с арматурой, об1ций вид; на фиг.4 - узел I на фиг.З.
Способ осуществляют следующим образом.
Арматурную винтовую втулку (фиг.1) ввинчивают в металлорукав 2, при этом шаг витков втулки 1 меньше шага h навивки металлорукава. Уменьшение шага h .J относительно шага h достигается за счет выполнения ширины а винтового выступа втулки I в пределах (0,6-0,9) ширины а выступа витка металлорукава 2. Ширина Ъ впадин втулки и Металлорукава одинакова. Диаметр d впадин и диаметр d вершин втулки и металлорукава также равны.
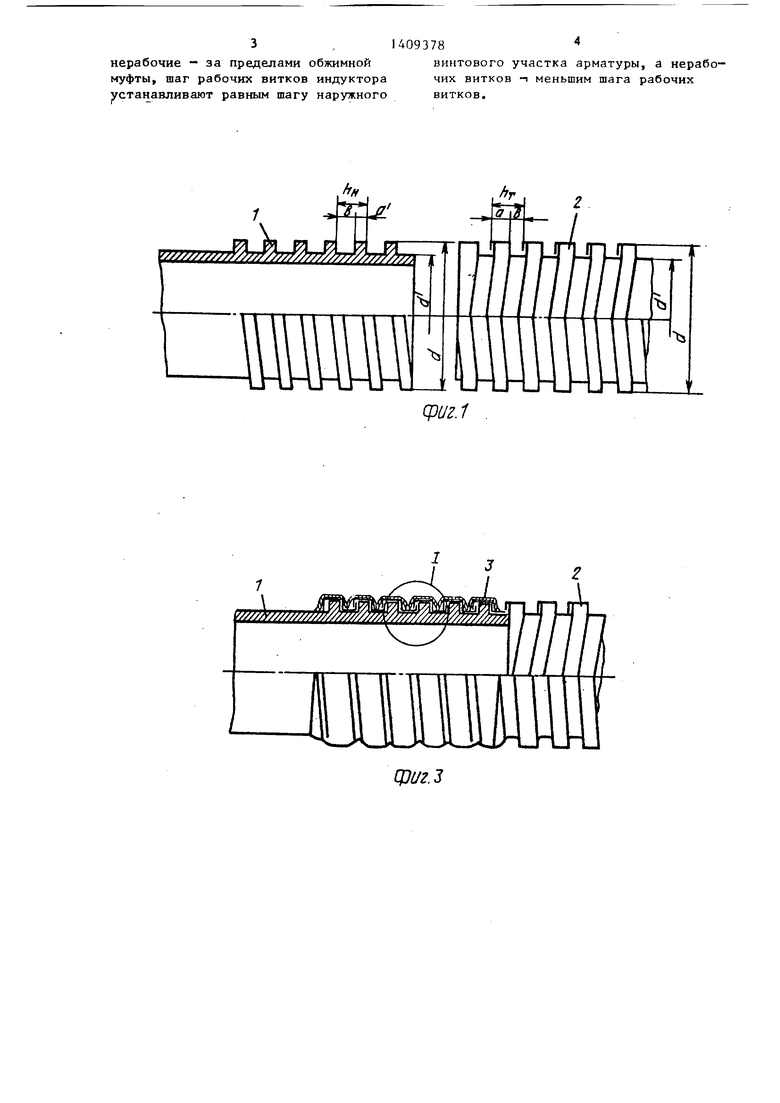
При ввинчивании втулки 1 в металло рукав 2 происходит смешение витков металлорукава относительно друг друга на величину х а - а (фиг,2). Далее металлорукав 2 с ввинченной втулкой 1 помещают в муфту 3, над ко- торой устанавливают индуктор 4, Навивку рабочих витков индуктора 4 Выполняют с шагом, равным шагу витков втулки 1, а нерабочие витки выполняют с меньшим тагом, располагая их так, чтобы максимум давления импульсного магнитного поля находился над торцом Металлорукава 2 (фиг.2), При этом рабочие витки индуктора 4 располагают над впадинами витка металлорукава 2, а нерабочие витки располагают за пределами металлорукава. При прохождении через индуктор 4 импульсного тока от магнитно-импульсной установки (не показана) создается импульсное
магнитное поле, эпюра давления кото- рого представлена на фиг.2. Под действием давления магнитного поля муфта 3, изготовленная из пластичного материала, например алюминия, подвергается пластической деформации, причем деформация муфты 3 распространяется от конца металлорукава и происходит преимущественно под витками
д
0
5
индуктора 4. При этом материал муфты 3 запрессовывается во впадины витков металлорукава 2 (фиг.З). Благодаря тому, что витки металлорукава 2 предварительно смещены относительно друг друга на величину X (фиг.2), им в процессе запрессовки муфты 3 сообщаются упругие осевые перемещения под действием давления запрессованной между ними муфты 3 и в контактирующих с ними витках винтового выступа втулки 1 возникают упругие напряжения & (фиг.4). Образуется предварительно напряженное соединение втулки 1 с металлорукавом 2, опрессо- ванных муфтой 3, которое обладает повышенной прочностью и надежностью при действии знакопеременных и скручивающих нагрузок.
Использование предлагаемого способа (по сравнению с известным) повышает качество соединения за счет создания предварительно напряженного соединения арматуры с металлорукавом и увеличения стойкости при действии зн а ко переменных и скручивающих нагрузок. Кроме того, благодаря созданию предварительно напряженного соединения арматуры с металлорукавом уменьшается и стабилизируется переходное электрическое сопротивление соединения.
Формула изобретения
Способ соединения обжатием витых металлорукавов с арматурой, заключающийся во введении арматуры в металло- рукав, установке снаружи металлорука- ва над местом соединения обжимной муфты из пластичного металла и обжатии муфты с запрессовкой ее материала во впадины между витками металлорука- ва, отличающийся тем, - что, с целью повьппения качества соединения, арматуру выполняют с наружным винтовым участком, шаг витков которого меньше юага навивки металлорукава, витки металлорукава в месте соединения предварительно сдвигают в осевом направлении путем введения винтового участка арматуры, а обжатие муфты осуществляют импульсным магнитным полем многовиткового индуктора с рабочими и нерабочими витками, причем рабочие витки располагают над впапи- иами между витками металлорукава, а
3 , 1409378
нерабочие - за пределами обжимной винтового участка арматуры, а нерабо- муфты, шаг рабочих витков индуктора чих витков -л меньшим шага рабочих устанавливают равным шагу наружного витков.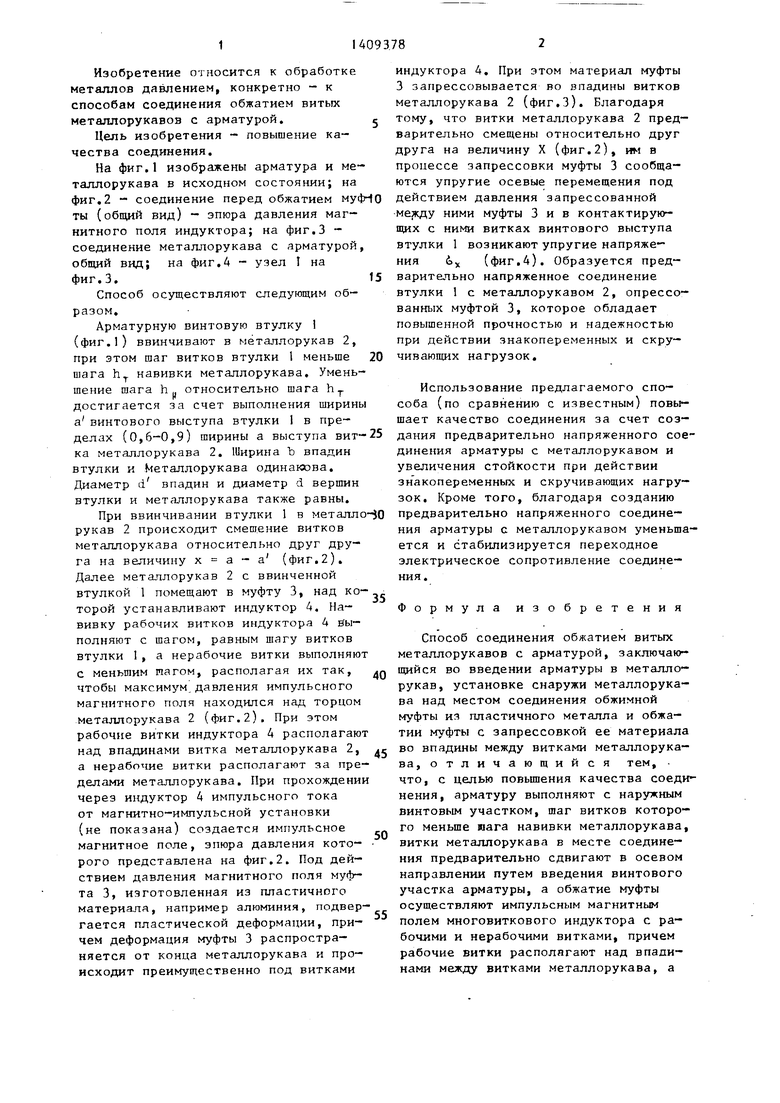
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел ввода кабеля в защитном металлорукаве | 1987 |
|
SU1481873A1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| Способ разделения металлорукава | 1987 |
|
SU1505690A1 |
| Узел крепления защитного гибкого трубопровода для электропроводки | 1985 |
|
SU1369631A1 |
| Концевое соединение | 1985 |
|
SU1355827A1 |
| Анкер для композиционного арматурного элемента | 2016 |
|
RU2639337C1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ЗАТВЕРДЕВАЮЩИХ ПРОДУКТОВ ИЗ ЕМКОСТЕЙ | 1999 |
|
RU2178763C2 |
| Устройство для формирования торцов металлорукава | 1985 |
|
SU1329867A1 |
| КАБЕЛЬНАЯ ПЕРЕМЫЧКА | 2013 |
|
RU2560084C2 |
| ГИБКИЙ МЕТАЛЛОРУКАВ | 2005 |
|
RU2291772C1 |
Изобретение относится к обработке металлов давлением, конкретно - к способам соединения обжатием витых ме- таллорукавов с арматурой. Цель изобретения - повышение качества соедини ния. Способ заключается во введении арматуры, имеющей , наружный винтовой участок с шагом резьбы, меньшим шага навивки металлорукава 2, в металлору- кав 2, размёщен}1ьт над местом соединения обжимной муфты 3 из плиточного металла, и обжатии последней энергией импульсного магнитного поля от индуктора 4. Индуктор 4 имеет рабочие и нерабочие витки. Последние располагают за пределами соединения и выполняют с меньшим шагом, чем рабочие витки для обеспечения требуемой эпнг- ры давления импульсного амплитудного поля. 4 ил. с (О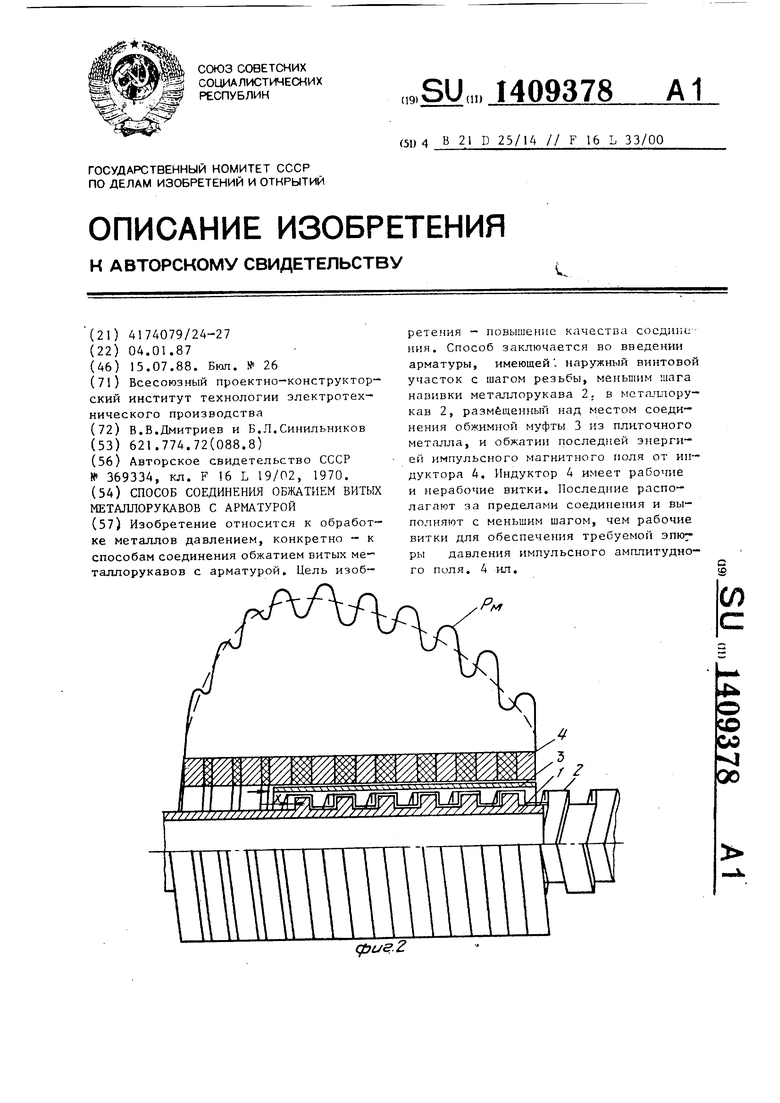
ф./
0}1/г.З
игЛ
| КОНЦЕВОЕ СОЕДИНЕНИЕ МЕТАЛЛОРУКАВОВ | 0 |
|
SU369334A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
