S
1(Л
зо-во
СП
о ел
О5
со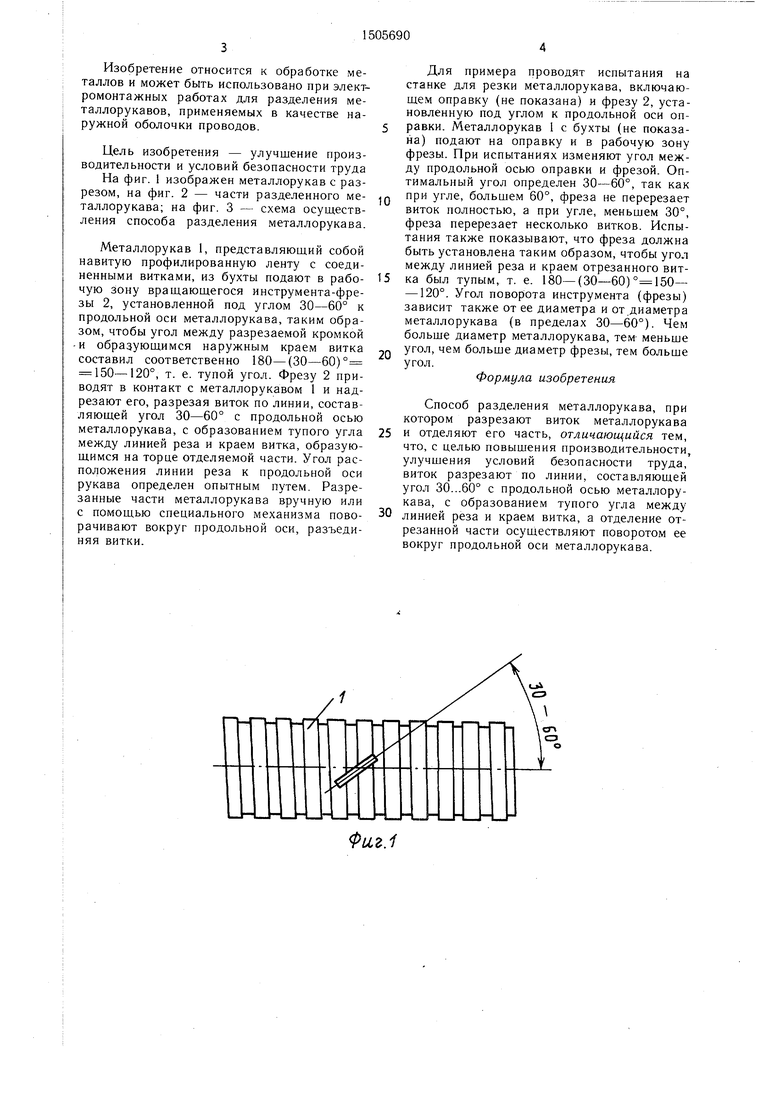
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| Узел ввода кабеля в защитном металлорукаве | 1987 |
|
SU1481873A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕГЕРМЕТИЧНЫХ МЕТАЛЛОРУКАВОВ ИЗ ЛЕНТЫ | 2001 |
|
RU2198048C2 |
| Узел соединения гибкого металлорукава и трубного вывода | 1984 |
|
SU1246213A1 |
| Устройство для резки витка проволоки к моталке непрерывной намотки | 1987 |
|
SU1461736A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2732279C1 |
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ДЛИННОМЕРНЫХ ПРОДОЛЬНО ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1994 |
|
RU2100152C1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
Изобретение относится к обработке металлов и может быть использовано при электромонтажных работах для разделения металлорукавов, применяемых в качестве наружной оболочки проводов. Цель изобретения - повышение производительности и улучшение условий безопасности. Виток металлорукава разрезают по линии, составляющей угол 30...60° с продольной осью металлорукава и угол 150...120° с краем витка. Затем часть рукава поворачивают вокруг его оси до отделения. Угол расположения линии реза к продольной оси рукава определяют опытным путем. 3 ил.
Фиг,1
Изобретение относится к обработке металлов и может быть использовано при электромонтажных работах для разделения ме- таллорукавов, применяемых в качестве наружной оболочки проводов.
Цель изобретения - улучшение производительности и условий безопасности труда
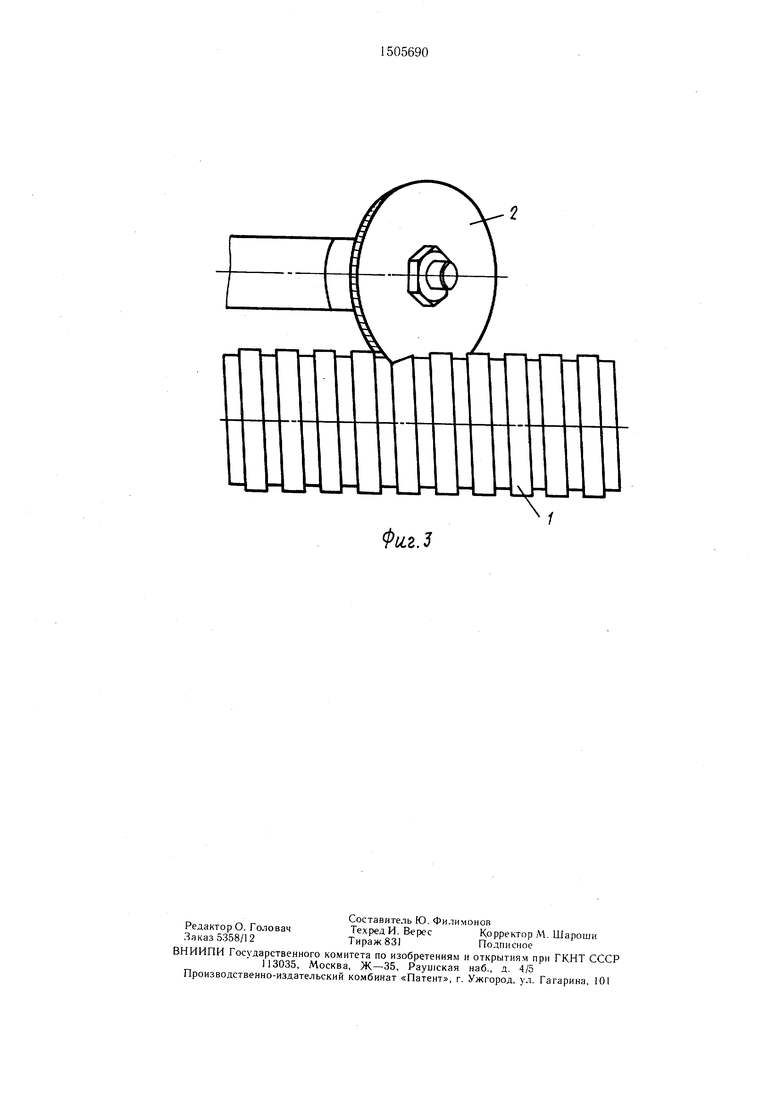
На фиг. 1 изображен металлорукав с разрезом, на фиг. 2 - части разделенного ме- таллорукава; на фиг. 3 - схема осуществления способа разделения металлорукава.
Металлорукав 1, представляющий собой навитую профилированную ленту с соединенными витками, из бухты подают в рабочую зону вращающегося инструмента-фрезы 2, установленной под углом 30-60° к продольной оси металлорукава, таким образом, чтобы угол между разрезаемой кромкой -и образующимся наружным краем витка составил соответственно 180-(30-60)° 150-120°, т. е. тупой угол. Фрезу 2 приводят в контакт с металлорукавом 1 и надрезают его, разрезая виток по линии, составляющей угол 30-60° с продольной осью металлорукава, с образованием тупого угла между линией реза и краем витка, образующимся на торце отделяемой части. Угол расположения линии реза к продольной оси рукава определен опытным путем. Разрезанные части металлорукава вручную или с помощью специального механизма поворачивают вокруг продольной оси, разъединяя витки.
Для примера проводят испытания на станке для резки металлорукава, включающем оправку (не показана) и фрезу 2, установленную под углом к продольной оси оправки. Металлорукав 1 с бухты (не показана) подают на оправку и в рабочую зону фрезы. При испытаниях изменяют угол между продольной осью оправки и фрезой. Оптимальный угол определен 30-60°, так как при угле, больщем 60°, фреза не перерезает виток полностью, а при угле, меньщем 30°, фреза перерезает несколько витков. Испытания также показывают, что фреза должна быть установлена таким образом, чтобы угол между линией реза и краем отрезанного вит5 ка был тупым, т. е. 180-(30-60) ° 150- -120°. Угол поворота инструмента (фрезы) зависит также от ее диаметра и от диаметра металлорукава (в пределах 30-60°). Чем больше диаметр металлорукава, тем- меньше
- угол, чем больще диаметр фрезы, тем больще угол.
Формула изобретения
Способ разделения металлорукава, при котором разрезают виток металлорукава 5 и отделяют его часть, отличающийся тем, что, с целью повышения производительности, улучшения условий безопасности труда, виток разрезают по линии, составляющей угол 30...60° с продольной осью металлорукава, с образованием тупого угла между линией реза и краем витка, а отделение отрезанной части осуществляют поворотом ее вокруг продольной оси металлорукава.
0
Фиг.
Фи,г.З
-
Т;
| Общемашнностроительные нормативы времени на электромонтажные работы | |||
| Серийное и мелкосерийное производство: Справочник, М., 1973, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
