Изобретение относится к производству металлорукава, используемого в условиях высоких температур и агрессивных сред, например в металлургии для подачи кислорода в кислородный конвертор, в автомобилестроении в системах выпуска отработавших газов автомобилей.
Одним из важных аспектов при разработке конструкции гибкого металлорукава является герметичность соединения его элементов, в частности гибкой оболочки-сильфона с арматурой (фланцем, штуцером и т.п.). Наибольшую надежность соединения по герметичности дает сварка элементов. Однако основной проблемой при получении качественного сварного соединения тонкостенных оболочек с массивными деталями является перегрев тонкой детали, приводящий к нежелательному изменению структуры шва или образованию прожогов. Из уровня техники известны технические решения, направленные на получение герметичного соединения сильфона с арматурой.
Так, например, известна конструкция узла, включающего сильфон и арматуру (фланец), соединенные сваркой с использованием технологического кольца, прижимающего соединяемый конец сильфона, параллельный его оси, к боковой поверхности фланца (см. SU 1609591 А1, МПК В 23 К 31/00, 30.11.1990). Сварной шов выполнен перпендикулярно оси сильфона и его стенке в месте соединения. При таком расположении элементов конструкции и направлении дуги при получении сварного соединения имеет место неравномерный отвод тепла сварочной дуги, который может привести к прожогу тонкой детали.
Известно соединение сильфона с арматурой, в котором конец тонкой детали зажат между кольцом и втулкой, при этом сварной шов сформирован вдоль стенки сильфона и параллельно оси сильфона (см. SU 1648665 А1, МПК В 23 К 9/167, 15.05.1991). Такое расположение сварного шва позволяет обеспечить более равномерный отвод тепла и избежать прожогов. Однако, как в первом, так и во втором из приведенных решений для соединения сильфона с втулкой требуется прямолинейный участок стенки сильфона довольно значительной протяженности, что требует проведения дополнительной операции по его подготовке.
В качестве наиболее близкого технического решения с учетом характеристики его назначения можно считать гибкий металлорукав, раскрытый в RU 2133999 С1, МПК F 16 L 27/10, 20.07.1999, содержащий сильфон, ссостыкованный со штуцером, коаксиально размещенные на их наружной поверхности металлическую оплетку и стакан. Однако в данной конструкции не используется сварка для соединения сильфона с фланцем, что не гарантирует герметичности металлорукава.
Задачей изобретения является повышение герметичности и надежности соединения элементов металлорукава.
Технический результат, обеспечиваемый решением данной задачи, заключается в получении качественного сварного соединения сильфона со штуцером за счет исключения прожогов при одновременном снижении требований к квалификации сварщика.
Указанный технический результат достигается за счет того, что гибкий металлорукав, содержащий состыкованный со штуцером сильфон и коаксиально размещенные на их наружной поверхности металлическую оплетку и стакан, согласно предлагаемому изобретению снабжен разрезным кольцом, установленным внутри первой от стыкуемого конца впадины гофра сильфона, при этом стыкуемый прямолинейный участок гофра сильфона зажат между кольцом и торцовой поверхностью штуцера, а сильфон и штуцер соединены сварным швом, выполненным на боковой поверхности штуцера и кольца вдоль кромки зажатого участка сильфона.
В частном случае выполнения металлорукава ширина разрезного кольца равна ширине впадины гофра сильфона, а его толщина - длине прямолинейного участка гофра сильфона, а металлическая оплетка, стакан и штуцер соединены единым сварным швом.
Предлагаемое изобретение иллюстрируется прилагаемыми графическими материалами.
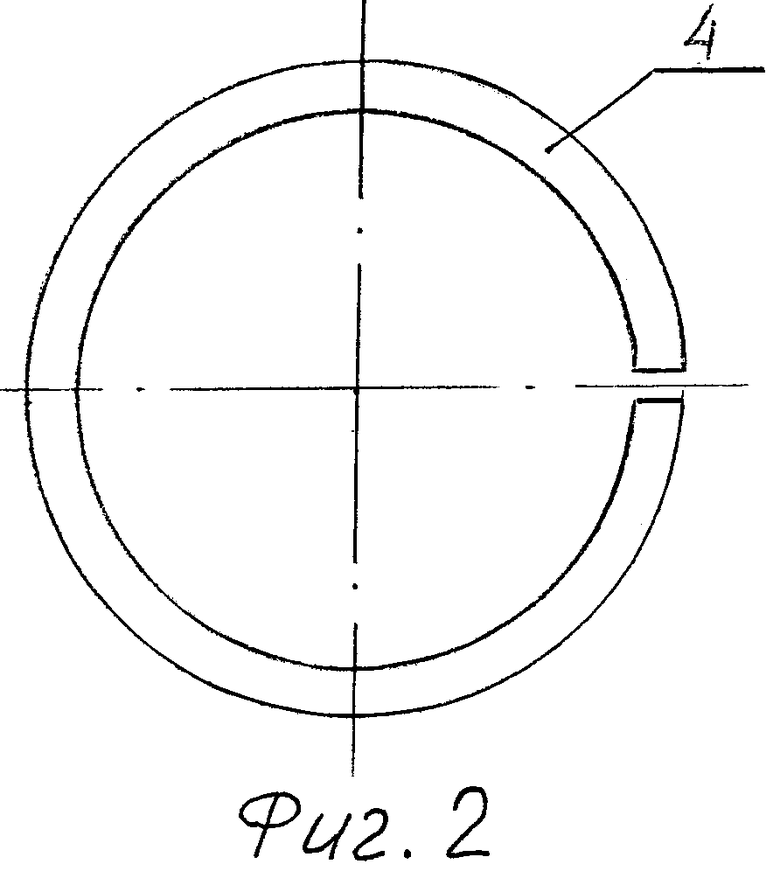
На фиг.1 показан разрез по концевой части металлорукава.
На фиг.2 - разрезное кольцо.
Металлорукав имеет следующую конструкцию.
Гибкая оболочка в виде сильфона 1 имеет впадины 2, образующие гофры, выполненные с прямолинейными участками 3, перпендикулярными оси сильфона. В первой от соединяемого конца сильфона впадине 2 размещено разрезное кольцо 4. Таким образом, первый от стыкуемого конца прямолинейный участок 3 гофра сильфона 1 (торцовая стенка сильфона) размещен между разрезным кольцом 4 и торцовой поверхностью штуцера 5. Сварной шов 6 выполнен на боковой поверхности штуцера 5 и кольца 4 по кромке прямолинейного участка 3 гофра сильфона 1. На наружной поверхности состыкованных сильфона 1 и штуцера 5 коаксиально установлена металлическая оплетка 9 и стакан 7. Элементы 5, 6 и 7 соединены вместе единым сварным угловым швом 8. Все элементы конструкции выполнены из нержавеющей стали. Толщина стенки сильфона составляет порядка 0,2-0,3 мм. Ширина разрезного кольца 4 равна ширине впадины 2 гофра сильфона 1, а его толщина - длине прямолинейного участка 3 гофра сильфона 1.
Сборку металлорукава осуществляют следующим образом.
Концы разрезного кольца 4 немного разводят вдоль его оси и "ввинчивают" его в первую от торца впадину 2 сильфона 1, затем соединяют концы кольца 4 и заваривают их. Штуцер 5, кольцо 4 и размещенный между ними прямолинейный участок 3 гофра сильфона 1 стягивают между собой технологическими струбцинами, после чего на боковой поверхности штуцера 5 и кольца 6 по кромке зажатого участка 3 гофра сильфона 1 аргонодуговой сваркой выполняют сварной шов 6. При этом боковые поверхности штуцера 5 и разрезного кольца 4 предварительно обрабатывают с получением выступа в зоне свариваемого стыка. На сильфон 1 и штуцер 5 надевают проволочную металлическую оплетку 9 и стакан 7, которые соединяют между собой и со штуцером 5 аргонодуговой сваркой с получением углового сварного шва 8.
Описанная конструкция металлорукава обеспечивает благоприятные условия для качественной сварки, поскольку сварочная дуга направлена перпендикулярно оси сильфона вдоль тонкой торцовой стенки сильфона, которая при этом зажата между двумя относительно массивными деталями (штуцером и кольцом), что обеспечивает симметричный и равномерный отвод тепла от сильфона. Исключается возможность прожога сильфона, снижается брак по герметичности. Кроме того, уменьшается зависимость качества сварки от квалификации и психофизических кондиций сварщика.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬНАЯ ПЕРЕМЫЧКА | 2013 |
|
RU2560084C2 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| ТЯГОВЫЙ БАРАБАН ВОЛОЧИЛЬНОГО СТАНА | 2005 |
|
RU2264271C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК | 2011 |
|
RU2462644C1 |
| СПОСОБ РОЛИКОВОЙ СВАРКИ КОНЦЕВЫХ УЧАСТКОВ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ СИЛЬФОНОВ | 2007 |
|
RU2368474C2 |
| МНОГОКРАТНЫЙ ВОЛОЧИЛЬНЫЙ СТАН МАГАЗИННОГО ТИПА | 2005 |
|
RU2278756C1 |
| Трубопроводный компенсатор | 1985 |
|
SU1379560A1 |
| ВЕНТИЛЬ ЗАПРАВОЧНЫЙ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2751928C1 |
| ВЕНТИЛЬ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2742630C1 |
Изобретение относится к изготовлению металлорукава, используемого в условиях высоких температур и агрессивных сред, например в металлургии для подачи кислорода в кислородный конвертор, в автомобилестроении в системах выпуска отработавших газов автомобилей. Гибкий металлорукав содержит состыкованный со штуцером сильфон и коаксиально размещенные на их наружной поверхности металлическую оплетку и стакан. Внутри первой от стыкуемого конца впадины гофра сильфона установлено разрезное кольцо. Стыкуемый прямолинейный участок гофра сильфона зажат между кольцом и торцовой поверхностью штуцера. Концы сильфона и штуцера соединены сварным швом, выполненным на боковой поверхности штуцера и кольца вдоль кромки зажатого участка сильфона. В частном случае выполнения металлорукава ширина разрезного кольца равна ширине впадины гофра сильфона, а его толщина - длине прямолинейного участка гофра сильфона, а металлическая оплетка, стакан и штуцер соединены единым сварным швом. Технический результат, обеспечиваемый решением данной задачи, заключается в получении качественного сварного соединения сильфона с фланцем за счет исключения прожогов при одновременном снижении требований к квалификации сварщика. 2 з.п. ф-лы, 2 ил.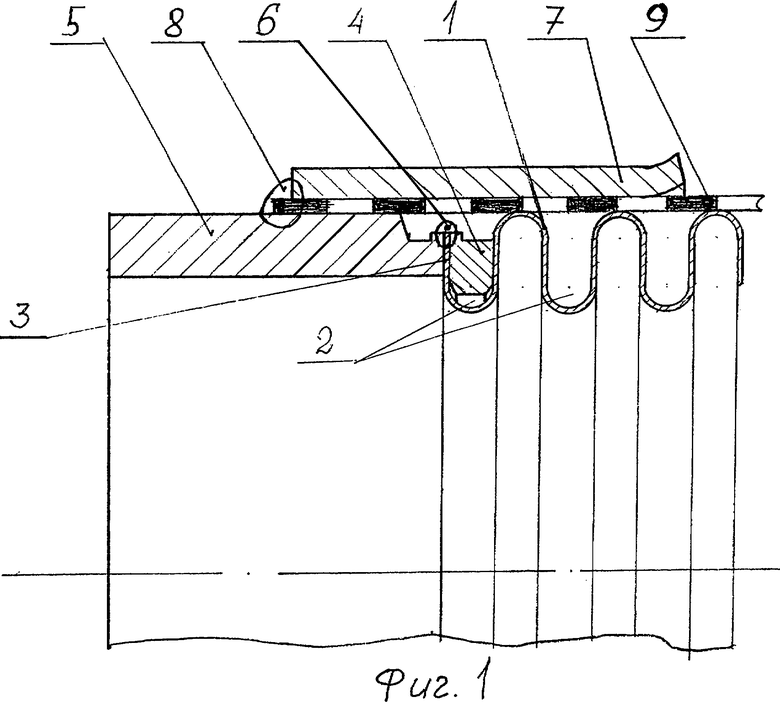
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ПЛОСКИХ ЗОН ПОЛУПРОВОДНИКА В МДП-СТРУКТУРАХ | 1997 |
|
RU2133999C1 |
| Способ соединения дуговой сваркой тонкостенной стали с медью | 1988 |
|
SU1648665A1 |
| Способ соединения сильфона с арматурой | 1988 |
|
SU1609591A1 |
| DE 19930852 C1, 27.07.2000 | |||
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕСС | 1990 |
|
RU2025277C1 |

