Изобретение относится к машиностроению, а именно к прессам для формирования торцов необходимой конфигурации у металлорукавов, например металлорукавов гибких с подвижным швом, выполненных навивкой из профилированной ленты низкоуглеродистой стали.
Целью изобретения является повышение производительности.
Устройство работает следуюш,им образом.
Подвижная губка 6 матрицы 4 при по- мош,и привода 7 отведе да от губки 5, жестко связанной с корпусом 1. Пуансон 2 выведен из зоны матрицы 4 посредством штока пневмоцилиндра 3. Сжатый воздух и электропитание на пневмоэлектросхему устройства поданы (фиг. 1 и 2). В зону губки 5 до совмешения с ее торцом, ближайшим к пуансону 2, закладывают конец
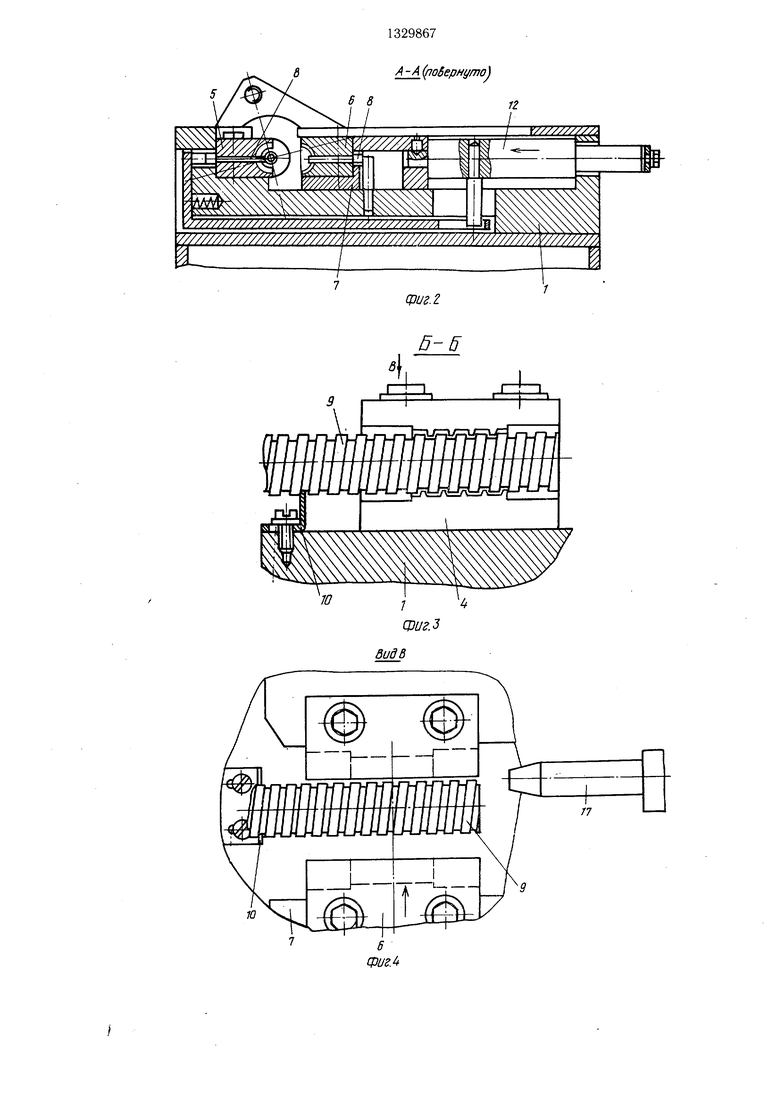
Поставленная цель достигается за счетЮ металлорукава 9, который впадиной винтоуменьшения времени на установку заготовкивого профиля опирается на фиксатор 10
и съем готовой детали, а также согласо-(фиг. 3 и 4). Враш,ая зубчатую шестерню
ванности фиксации заготовки и подачи фор-11 привода 7, взаимодействуюшую с зубчамообразуюплего инструмента.той рейкой 12, с которой связана губка 6,
фиксируют конец металлорукава 9 в матриНа фиг. 1 изображено предлагаемое /г,,,,.,., ,,,..o ,, it; .,о
устройство, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (с установленной в устройстце 4 (винтовая нарезка отверстия 15 матрицы 4 охватывает заготовку).
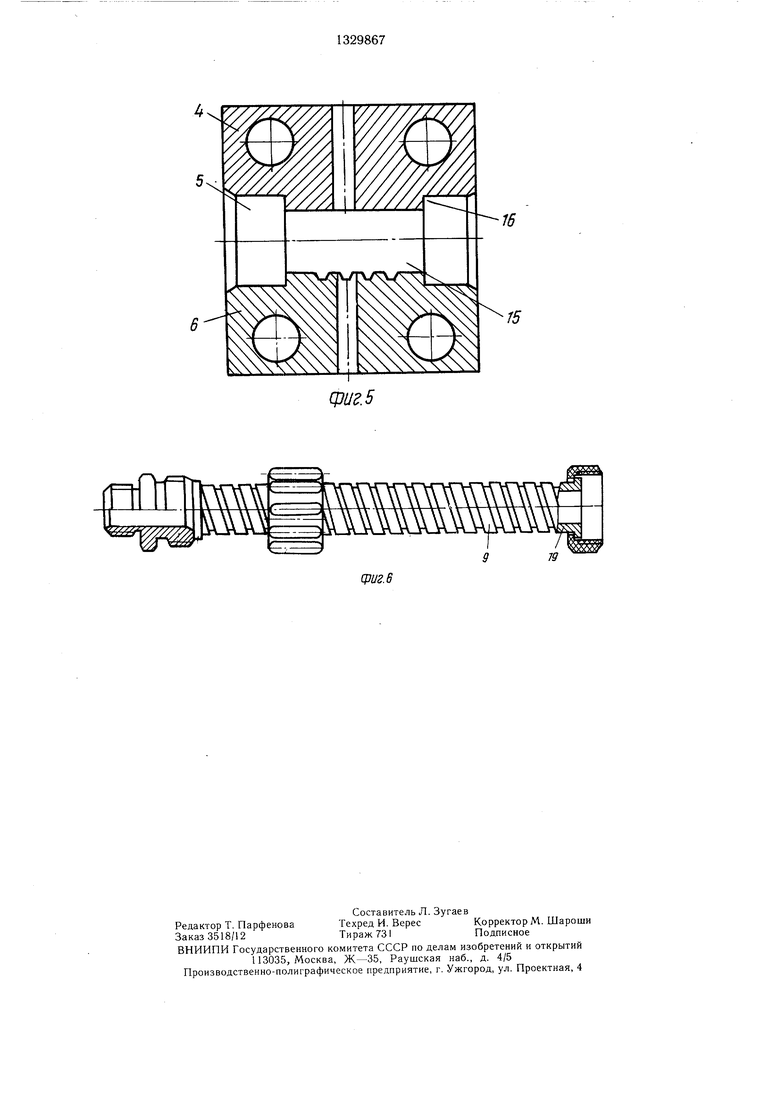
При этом срабатывает микропереключатель 13, включаюш,ий пневмоэлектроклапаны Р1 и Р2 (не показаны). Шток пневмоцифиг. 3; на фиг. 5 - матрица устройства, 20 линдра 3 с установленным на нем пуансо- разрез; на фиг. 6 - готовая деталь.ном 2 перемеш,ается к матрице 4. Пуансон 2
Устройство для формирования торцов ме-входит своей калибрующей частью 17 в отверстие конца металлорукава 9, при этом заплечики 18 пуансона 2 смятием в упор в заплечики 16 матрицы 4 формируют на торные в корпусе 1 губки 5 и 6 и привод 7 25 це металлорукава бурт 19 определенного раз- перемещения губки 6. Губка 5 жестко свя-мера, после чего срабатывает микропереключатель 14, переключая пневмоэлектроклапаны Р1 и Р2, вследствие чего пуансон 2 отводится от матрицы 4 посредством штока пневмоцилиндра 3.
Вращая вручную зубчатую шестерню 11 привода 7 в другую сторону, отводят губве заготовкой); на фиг. 4 - вид В па
таллорукава содержит корпус 1, пуансон 2 с приводом, представляющим собой пневмо- цилиндр 3, матрицу 4, имеющую установлензана с корпусом 4. Устройство снабжено кинематически связанными с приводом 7 губок и размещен 1ыми в каждой толкателями 8, предназначенными для взаимодействия с металлорукавом 9 и фиксатором 10 положения металлорукава 9, установленным в корпусе 1 и выполненным в виде пожа. Ход штока пневмоцилиндра 3 согласован с ходом подвижной губки 6.
30
ку 6 от губки 5, освобождая конец металлорукава 9. При этом срабатывает микропереключатель 13, отключающий пневмоэлектроклапаны Р1 и Р2. Толкатели 8, размещенные в губках 5 и 6 и кинематически связанные с приводом 7, выталкивают металлорукав 9, который удаляют из yctpoйcтвa. Устройство готово к следующему циклу работы.
35
Привод перемещения губки 6 представляет собой приводимую во вращение вручную зубчатую шестерню 11, взаимодействующую с зубчатой рейкой 12, с которой связана губка 6. Согласование хода штока пневмоцилиндра 3 с ходом подвижной 40 губки 6 осуществляется пневмоэлектро- схемой, управляющей через микропереключатели 13 и 14 работой двухпозиционных пневмоэлектроклапанов Р1 и Р2 (не показаны), подающих последовательно в полости пневмоцилиндра 3 воздух и выпускающих его (фиг. 1). Матрица 4, состоящая из губок 5 и 6, выполнена с отверстием 15, имею- ш,им винтовую нарезку, профиль которой соответствует профилю навивки металлорукаку 6 от губки 5, освобождая конец металлорукава 9. При этом срабатывает микропереключатель 13, отключающий пневмоэлектроклапаны Р1 и Р2. Толкатели 8, размещенные в губках 5 и 6 и кинематически связанные с приводом 7, выталкивают металлорукав 9, который удаляют из yctpoйcтвa. Устройство готово к следующему циклу работы.
Формула изобретения
Устройство для формирования торцов металлорукава, содержащее корпус, пуансон с приводом, матрицу, выполненную в виде установленных в корпусе губок, и привод перемещения одной кз последних, отличающееся тем, что, с целью повышения производительности, одна из губок жестко связана с корпусом, устройство снабжено кинева, и заплечики 16 (фиг. З и 5). Пуан- „ матически связанными с приводом губок и
сон 2 имеет калибрующую часть 17 и заплечики 18. В устройстве предусмотрена возможность формирования торцов металло- рукавов разных типоразмеров. При смене типоразмера металлорукава заменяют матрицу
размещенными в каждой толкателями, предназначенными для взаимодействия с металлорукавом и фиксатором положения губок, установленным в корпусе и выполненным в виде ножа, привод пуансона представляет
4, пуансон 2, фиксатор 10. Матрица 4 5 собой пневмоцилиндр, а ход штока пневмослужит и для зажима заготовки и для формообразования ее торца.
цилиндра согласован с ходом подвижной губки.
Устройство работает следуюш,им образом.
Подвижная губка 6 матрицы 4 при по- мош,и привода 7 отведе да от губки 5, жестко связанной с корпусом 1. Пуансон 2 выведен из зоны матрицы 4 посредством штока пневмоцилиндра 3. Сжатый воздух и электропитание на пневмоэлектросхему устройства поданы (фиг. 1 и 2). В зону губки 5 до совмешения с ее торцом, ближайшим к пуансону 2, закладывают конец
металлорукава 9, который впадиной винтоВращая вручную зубчатую шестерню 11 привода 7 в другую сторону, отводят губ
ку 6 от губки 5, освобождая конец металлорукава 9. При этом срабатывает микропереключатель 13, отключающий пневмоэлектроклапаны Р1 и Р2. Толкатели 8, размещенные в губках 5 и 6 и кинематически связанные с приводом 7, выталкивают металлорукав 9, который удаляют из yctpoйcтвa. Устройство готово к следующему циклу работы.
Формула изобретения
Устройство для формирования торцов металлорукава, содержащее корпус, пуансон с приводом, матрицу, выполненную в виде установленных в корпусе губок, и привод перемещения одной кз последних, отличающееся тем, что, с целью повышения производительности, одна из губок жестко связана с корпусом, устройство снабжено кинематически связанными с приводом губок и
размещенными в каждой толкателями, предназначенными для взаимодействия с металлорукавом и фиксатором положения губок, установленным в корпусе и выполненным в виде ножа, привод пуансона представляет
собой пневмоцилиндр, а ход штока пневмоцилиндра согласован с ходом подвижной губки.
-А ((7о6ерн1/гло
12
CPU г. 2.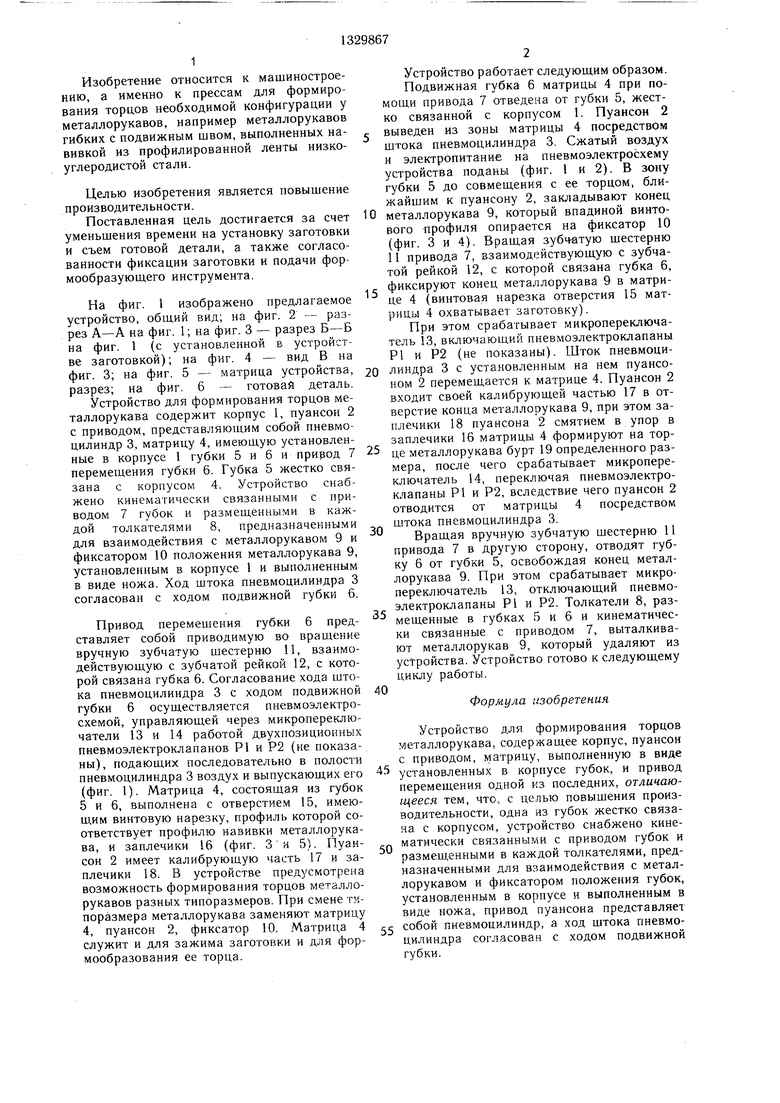
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ | 1968 |
|
SU210801A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для пробивки радиальных отверстий в полых изделиях | 1973 |
|
SU550203A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ОБЛОЯ | 1992 |
|
RU2041760C1 |
| Устройство для укладки короткозамкнутых витков в пазы магнитопровода электрических машин | 1983 |
|
SU1169089A2 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
Изобретение относится к машиностроению, а именно к прессам для формирования торцов необходимой конфигурации у металлорукавов. Целью изобретения является повышение производительности. Поставленная цель достигается за счет уменьшения времени на установку заготовки и съем готовой детали, а также согласованности фиксации заготовки и подачи формообразующего инструмента. В зону неподвижной губки 5 закладывают конец металлорукава 9, который впадиной винтового профиля опирается на фиксатор 10, выполненный в виде ножа. Привод 7, подвигая губку 6 к губке 5 матрицы, фиксирует конец металлорукава в последней, при этом срабатывает микропереключатель 13, включающий пневмо- электроклапаны, которые подают воздух в пневмоцилиндр 3, и из него шток последнего с пуансоном перемещается к матрице. После формирования бурта отводят приводом 7 губку 6 от губки 5 матрицы, при этом толкатели, кинематически связанные с приводом 7, выталкивают из губок 5 и 6 металлорукав. 6 ил. (Л со o со 00 о: фиг1
ю
/7
(риг. 5
79
| Патент США № 3052280, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
