13
;о со с со
Фиг.1
Изобретение относится к обработке металлов давлением и может быть использовано при механизации и ааоматизации технологических процессов, в частности для подачи заготовок в индукционный нагреватель.
Цель изобретения - повышение производительности, экономия электроэнергии и удобство встраивания в механизированные и автоматизированные линии.
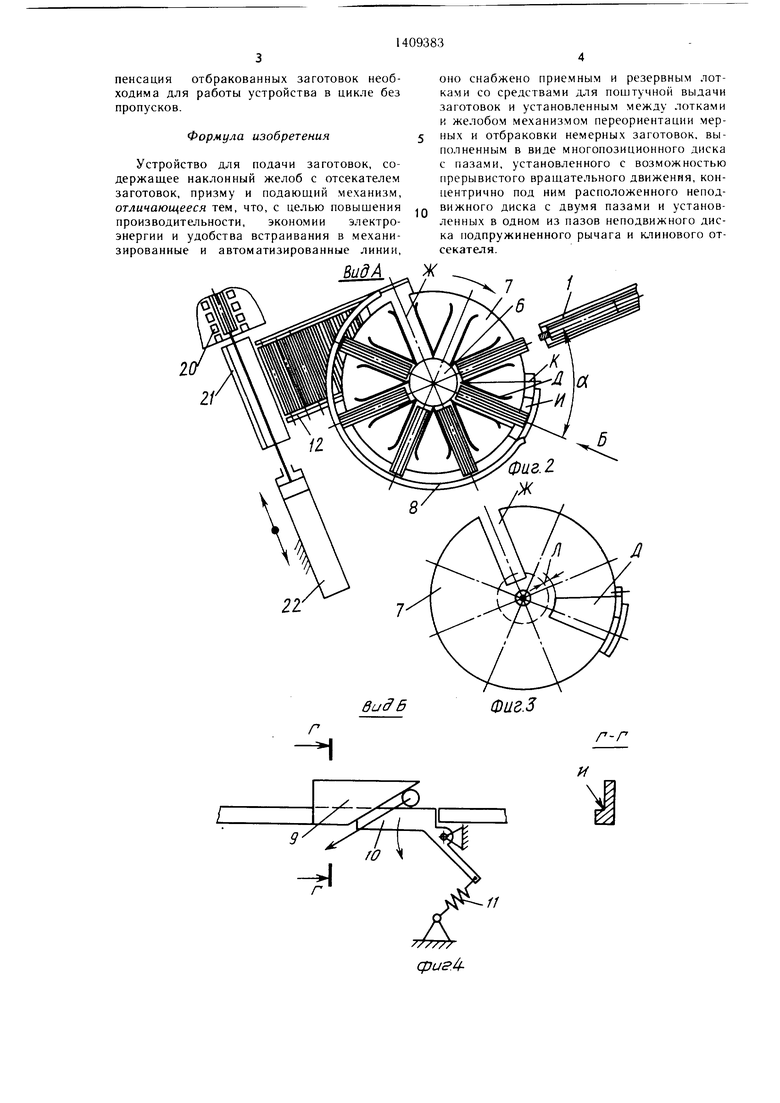
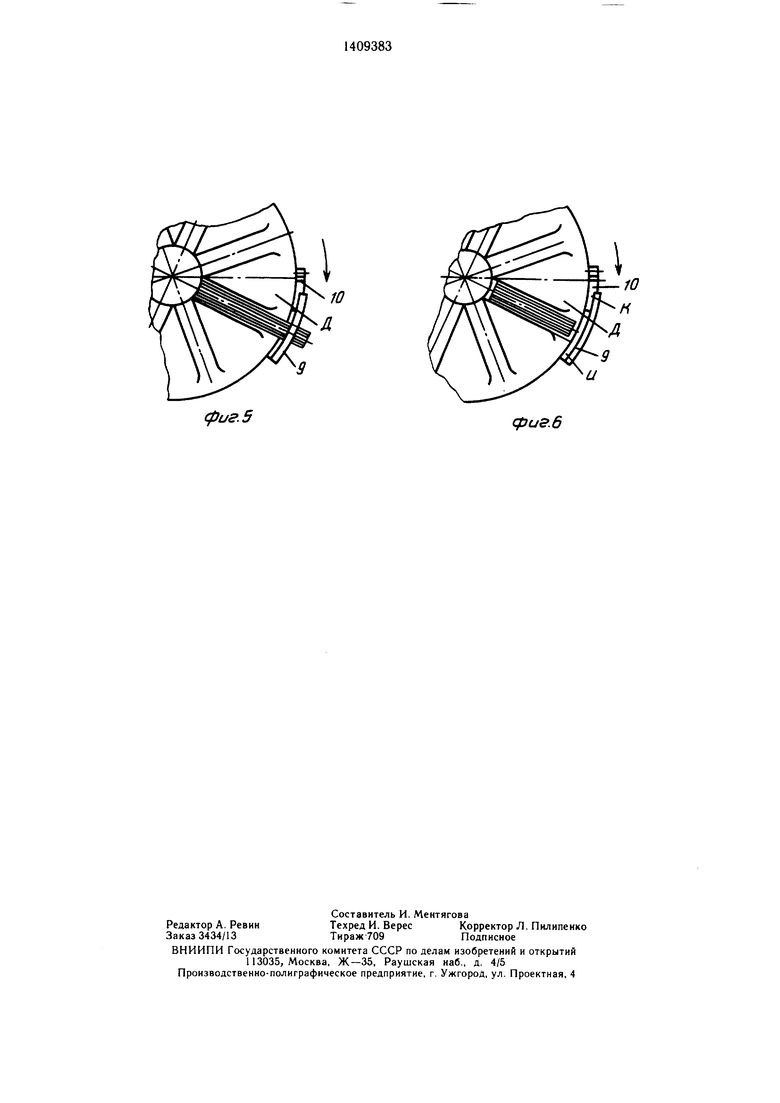
На фиг. 1 изображен пример компоновки устройства для подачи заготовок с переориентацией заготовки на 90°; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - неподвижный диск; на фиг. 4 - вид по стрелке Б на фиг. 2 (механизм отбраковки немерных заготовок); на фиг. 5 - отбраковка длинной заготовки; на фиг. 6 - отбраковка короткой заготовки.
Устройство для подачи заготовок содержит наклонный желоб 1 с отсекателем заготовок, содержащим привод, например пнев- моцилиндр 2, двуплечий рычаг 3 с упором 4 и прижимом 5, механизм переориентации заготовки, представляющий собой наклонный многопозиционный диск 6 с пазами, выполненный с возможностью прерывистого вращательного движения с приводом (не показан), концентрично расположенный с ним неподвижный диск 7 с пазами (с двумя пазами Д и Ж) и ограничительную сегментную планку 8, механизм отбраковки немерных заготовок, состоящий из сегментного клина 9 с дорожкой И, щарнирно установленного сегментного двуплечего рычага 10 с дорожкой К и пружины 11 растяжения, причем поверхности дорожек И и К находятся в ОДНО плоскости С рабочей поверхностью диска 7, приемный наклонный лоток 12 со средством выдачи заготовок, состоящим из 1парнирно установленного двуплечего рычага 13 с захватами 14 и привода, например гп1евмоцилиндра 15, резервный наклонный лоток 16 со средством выдачи заготовок, состоящим из шарнирно установленного двуплечего рычага 17 с захватами 18 и привода, например пневмоцилиндра 19, механизм подачи заготовок в обрабатывающую машину 20 (например, индуктор), состоящий из направляющей призмы 21 и толкателя заготовок, например пневмоцилиндра 22.
Устройство, скомпанованное по схеме, изображенной на фиг. 1-3, работает в автоматическом режиме и все механизмы связаны единой систе.мой управления. Для обеспечения работы в автоматическом режиме необходимо, чтобы желоб 1 постоянно пополнялся заготовка.ми, например, от бун- кера-ориентатора элеваторного типа, а пазы многопозиционного диска 6 от позиции загрузки до паза Ж, лоток 12 и резервный лоток 16 были заполнены заготовками.
Устройство для подачи заготовок работает следующим обра пм.
При перемещении тока пневмоцилиндра 2 в крайнее нижнее положение рычаг 3
поворачивается, в результате чего упор 4 освобождает первую заготовку, которая под действием собственного веса перемещается в паз многопозиционного диска 6, при этом прижим 5 воздействует на вторую заготовку, препятствуя ее перемещению по
желобу 1, задерживая и все последующие за ней заготовки. Одновременно с ходом щтока пневмоцилиндра 2 перемещается в крайнее нижнее положение щток пневмоцилиндра 15, в результате чего рычаг 13
5 поворачивается, перемещая захватами 14 заготовку с приемного лотка 12 на призму 21, при этом шток цилиндра 22 занимает крайнее заднее положение.
При возврате щтока пневмоцилиндра 2 в
0 крайнее верхнее положение рычаг 3 занимает первоначальное положение, упор 4 опускается, а прижим 5 освобождает заготовки на желобе 1 и они перемещаются до упора 4. Одновременно многопозиционный диск 6
5 поворачивается на угол о(. , пазом перемещая заготовку с позиции загрузки, в результате чего находящаяся в ближайщем пазу диска к пазу Ж заготовка сваливается на лоток 12, щток пневмоцилиндра 15 возвращает рычаг 13 с захвата.ми 14 в исходное
0 положение, заготовки, лежащие на лотке 12, скатываются до упора в призму 21, щток пневмоцилиндра 22 совершает ход в крайнее переднее положение, перемещая заготовку лежащую на призме 21 в окно индуктора. Затем цикл повторяется.
5 Устройство д, 1я отбраковки немерных заготовок работает следующим образом.
Все мерные заготовки при повороте многопозиционного диска 6 проходят над пазом Д в диске 7, опираясь одним концом на до0 рожку К и И сегментного рычага 10 и сегментного клина 9, а вторым концом - на поясок Л в диске 7.
В случае прохождения этой позиции длинной заготовки, она внещним концом находит на скос сегментного клина 9, воздей5 сувуе-р на сегментный рычаг 10, который, поворачиваясь, пропускает конец заготовки вниз, в результате чего она отбраковывается.
В случае прохождения над пазом Д коQ роткой заготовки, ее внешний конец повисает в воздухе и она отбраковывается, выпадая вниз.
При отбраковке немерной заготовки выдается команда датчик (не показан) подает команду на возвратно-поступательное дви5 жение щтока пневмоцилиндра 19, при этом рычаг 17 с захватами 18 делает ход вверх - вниз, компенсируя с резервного лотка 16 отбракованную заготовку на лоток 12. Компенсация отбракованных заготовок необходима для работы устройства в цикле без пропусков.
Формула изобретения
Устройство для подачи заготовок, содержащее наклонный желоб с отсекателем заготовок, призму и подающий механизм, отличающееся тем, что, с целью повыщения производительности, экономии электроэнергии и удобства встраивания в механизированные и автоматизированные линии,
ВидА
2Z
оно снабжено приемным и резервным лотками со средствами для поштучной выдачи заготовок и установленным между лотками и желобом механизмом переориентации мерных и отбраковки немерных заготовок, выполненным в виде многопозиционного диска с пазами, установленного с возможностью прерывистого вращательного движения, кон- 1ентрично под ним расположенного неподвижного диска с двумя пазами и установленных в одном из пазов неподвижного диска подпружиненного рычага и клинового от- секателя.
Ж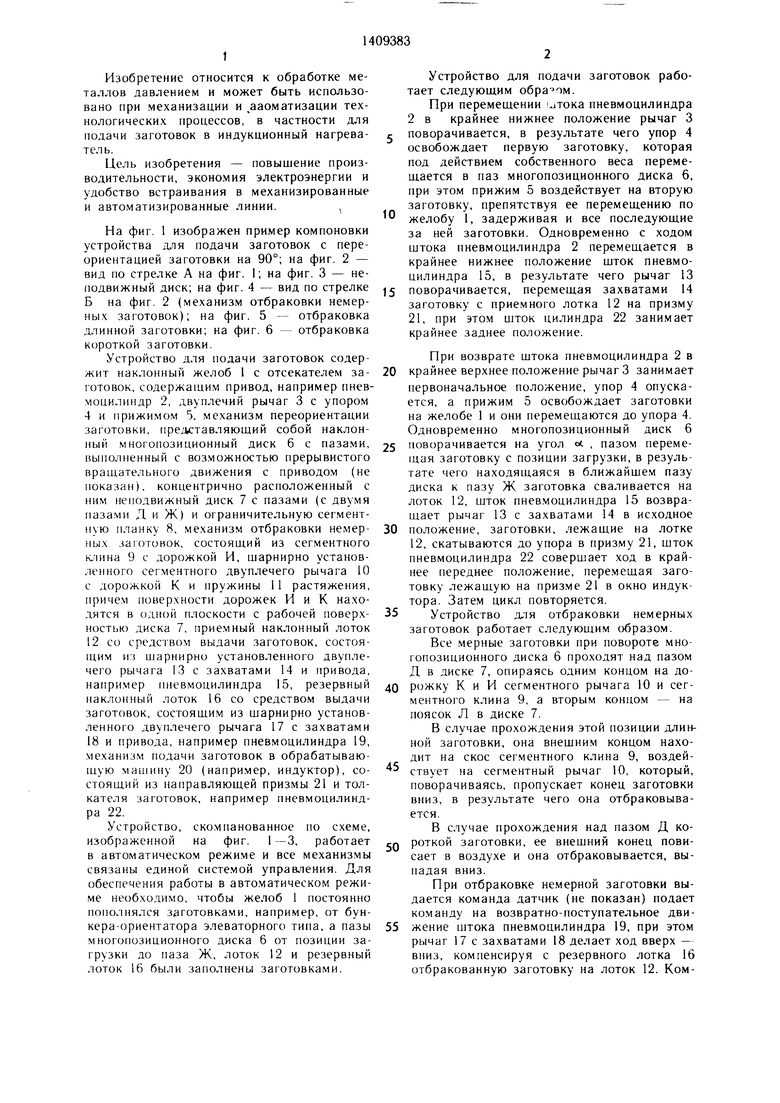
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи мерных заготовок | 1986 |
|
SU1444036A1 |
| Устройство для подачи мерных заготовок | 1977 |
|
SU660763A1 |
| Устройство для подачи мерных заготовок | 1981 |
|
SU996019A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1518063A1 |
| Устройство для отбраковки отходов | 1985 |
|
SU1286355A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при механизации и автоматизации технологических процессов, в частности для подачи заготовок в индукционный нагреватель. Цель - повышение производительности, экономия электроэнергии и удобство встраивания в механизированные и автоматизированные линии. Заготовки с наклонного желоба попадают в пазы многопозиционного диска. При вращении диска заготовки перемещаются по неподвижному диску, расположенному концентрично под многопозиционным диском, доходят до паза в неподвижном диске и попадают на приемный лоток переориентированными на необходимый угол (например 90°). С приемного лотка заготовки поштучно поступают в обрабатывающую машину. При перемещении заготовок по неподвижному диску происходит отбраковка иемерных заготовок при помощи подпружиненного двуплечего рычага и клинового отсекателя, установленных на неподвижном диске. Отбракованные немерные заготовки компенсируются мерными заготовками, расположенными на резервном лотке. Устройство может работать в автоматическом режиме. 6 ил. (Л
г
X
вид Б
Фиг.З
г-г
//
фиг.
сриг.Э
и
фиг.6
