Изобретение относится к литейному производству, а именно к оборудованию для центробежной биметаллизации втулок.
Известен станок для центробежной наплавки втулок, который содержит станину, подвижную часть с приводом перемещения и шпинделями с устройствами зажима втулок, индуктор нагрева втулки на позиции нагрева, механизм загрузки и выгрузки втулок в подвижную часть на позиции загрузки-выгрузки, устройство дозирования и подачи шихты во втулку (1).
Известный станок имеет недостатки - ограниченные технико-экономические показатели - высокая длительность процесса, невысокое качество наплавляемого слоя, сложная конструкция и низкую надежность, невысокую производительность.
Цель изобретения - устранение указанных недостатков, то есть повышение технико-экономических показателей.
Указанная цель достигается тем, что известный станок для центробежной наплавки втулок, содержащий станину, подвижную часть с приводом перемещения и шпинделями с устройствами зажима втулок, индентор нагрева втулки на позиции нагрева, механизм загрузки и выгрузки втулок в подвижную часть на позиции загрузки-выгрузки, устройства дозирования и подачи шихты во втулку, согласно изобретению, станок выполнен в виде двух позиций загрузки-выгрузки и двух подвижных частей, оппозитно расположенных по обе стороны от индуктора нагрева, причем каждая из подвижных частей снабжена устройством остуживания наплавленной втулки и содержит каретку, основной и дополнительный ползун с приводами возвратно-поступательного перемещения основного ползуна относительно станины, дополнительного ползуна относительно основного ползуна и каретки относительно дополнительного ползуна, при этом шпиндели установлены на основном и дополнительном ползунах, устройство дозирования и подачи шихты во втулки установлено на каретке, устройство остуживания - на основном ползуне, а приводной шпиндель расположен на основном ползуне.
Кроме того, устройство остуживания выполнено в виде ряда сопел на емкости, соединенной с источником сжатого газа.
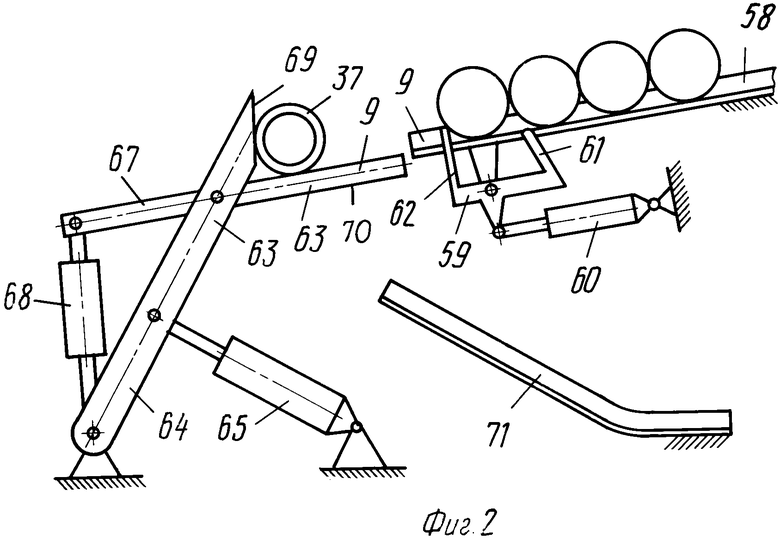
Помимо этого, каждая позиция загрузки-выгрузки имеет механизм в виде закрепленного на станине лотка с отсекателем штучной заготовки и призмы для приема заготовки в виде приводного рычага, шарнирно закрепленного на станине и двуплечего рычага, снабженного приводом поворота его относительно первого рычага, а также закрепленного на станине желоба для приема наплавленных втулок.
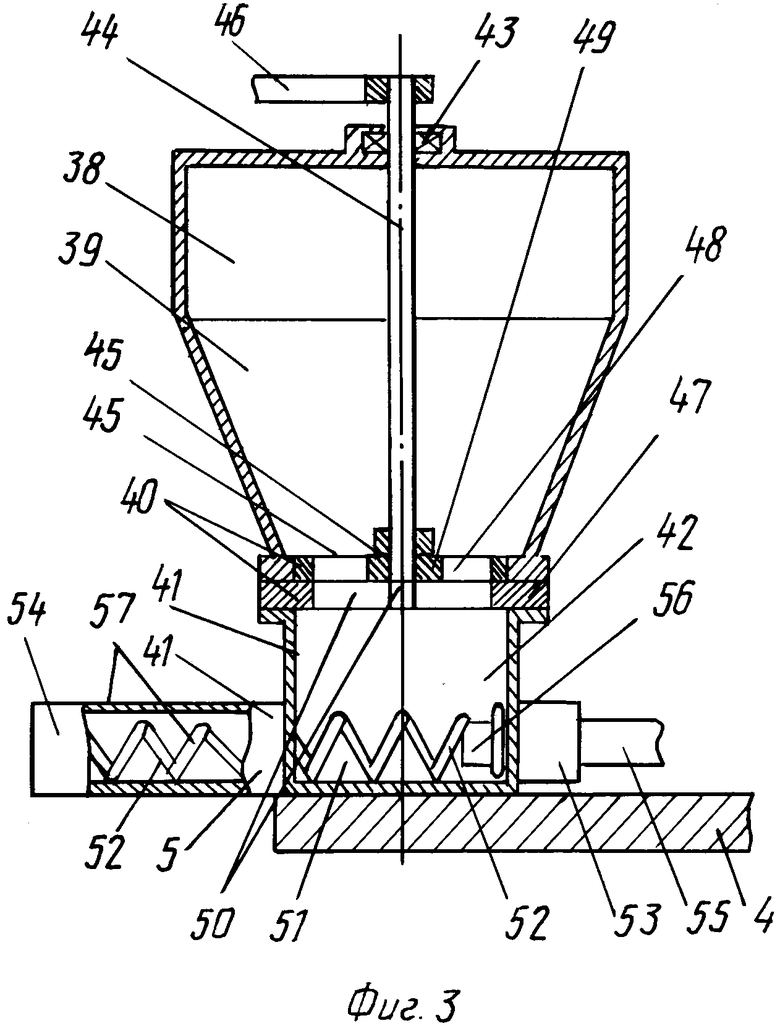
Кроме того, устройство дозирования и подачи шихты выполнено в виде бункера для размещения шихты, дозатора и шнекового питателя, расположенного в полой неподвижной оси шпинделя, установленного на дополнительном ползуне.
Помимо этого, устройство зажима втулок выполнено в виде конусов, закрепленных на шпинделях и снабженных, так же как и шпиндели, каналами для охлаждения водой.
На фиг.1 показано схематическое изображение станка, продольный разрез; на фиг.2 - узел механизма загрузки-выгрузки; на фиг.3 - узел механизма дозирования и подачи шихты во втулку; на фиг.4 - узел приводной бабки; на фиг. 5 - узел прижимной бабки.
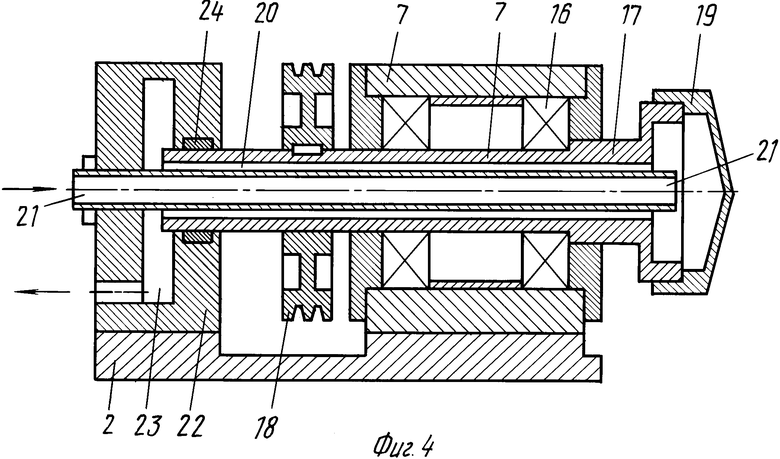
Станок для центробежной наплавки втулок содержит станину 1, две подвижные части, каждая из которых включает основной ползун 2, дополнительный ползун 3, каретку 4, механизм 5 дозирования и подачи шихты во втулку, устройство 6 остуживания втулок, приводную 7 и прижимную 8 бабки, две позиции загрузки-выгрузки втулок, одну позицию наплавки в составе высокочастотной индукционной установки 10 с индуктором 11. Позиции загрузки-выгрузки и подвижные части станка оппозитно расположены относительно позиции наплавки. Основной ползун 2 имеет привод 12 возвратно-поступательного перемещения всей подвижной части на позиции "загрузка-выгрузка" в позицию "наплавка" по направляющим 13 станины 1 в виде винта 14 и гайки 15, жестко закрепленной на ползуне 2. Винт 14 соединен с редуктором и реверсивным электродвигателем. На ползуне 2 жестко закреплена приводная бабка 7, в которой посредством радиально-упорного подшипникового узла 16 установлен шпиндель 17 с закрепленным на нем шкивом 18 привода вращения шпинделя 17 и быстро съемным конусом 19. Шпиндель 17 выполнен с осевой полостью 20 для прохода охлаждающей воды и размещения в этой полости 20 трубы 21, предназначенной для подвода охлаждающей воды к конусу 19 и к шпинделю 17.
Охлаждающая вода подведена к трубе 21, жестко закрепленной в корпусе муфты 22 подвода и отвода воды, при этом внутренняя полость 23 муфты 22 посредством узла уплотнения 24, установленного в корпусе муфты 22, герметизирована относительно вращающегося шпинделя 17. Вода от конуса 19 по осевой полости 20 поступает в полость 23 и далее в сливную магистраль. Привод вращения шпинделя 17 обеспечивает вращение его в процессе загрузки шихты, наплавки слоя во втулке и охлаждения наплавленной втулки.
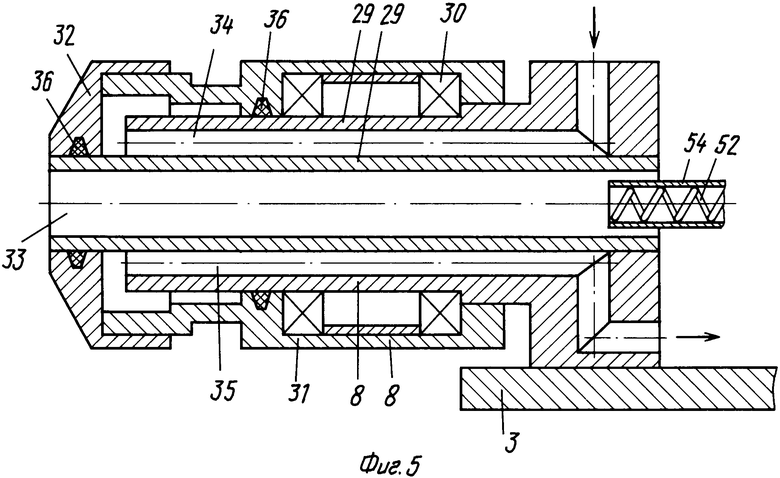
На ползуне 2 выполнены направляющие 25 для возвратно-поступательного перемещения дополнительного ползуна 3 посредством пневмоцилиндра 26. На ползуне 3 жестко закреплена прижимная бабка 8 и установлена с возможностью возвратно-поступательного перемещения посредством пневмоцилиндра 27 каретка 28. В прижимной бабке с помощью жестко закрепленной оси 29 и радиально-упорного подшипникового узла 30 установлен шпиндель 31 с закрепленным на нем съемным конусом 32. Ось 29 выполнена с полостью 33 для размещения элементов механизма 5 и с каналами 34 для подвода охлаждающей воды к шпинделю 31 и к конусу 32, а также с каналами 35 для отвода охлаждающей воды. При этом омывается часть шпинделя 31 посредством узлов уплотнения 36, установленных в теле шпинделя 31, герметизирована относительно оси 29.
Пневмоцилиндр 26 предназначен для перемещения бабки 8 и прижима втулки 37 к приводному шпинделю, обеспечивающему вращение ее в процессе загрузки шихты, наплавки и охлаждения наплавленной втулки 37. Конуса 19 и 32 предназначены для центровки втулок-заготовок 37. На каретке 28 установлен механизм 5 дозирования и подачи шихты во втулку 37. Механизм 5 содержит бункер 38 для размещения шихты 40 и шнековый питатель 41 с приводом. Бункер 38 расположен над дозатором 40, а последний над приемной камерой 42 шнекового питателя 41. В бункере 38 посредством подшипниковых узлов 43 установлен вертикальный вал 44 для возвратного вращательного движения заслонки 45. Вращение вала 44 обеспечивается пневмоцилиндром, шарнирно закрепленным на рычаге 46, который жестко закреплен на верхнем конце вала 44.
Заслонка 45 расположена в нижней части конуса 39 бункера 38 над фильерой 47. В дисковой заслонке 45 выполнены отверстия 48, которые в исходном положении перекрывают отверстия 50 в фильере 47 над камерой 42. Эта камера имеет наклонные стенки, сопряженные с цилиндрическим ручьем 51 для размещения шнека 52. На камере 42 соосно ручью 51 закреплены патрубки 53 и 54. В патрубке 53 размещен приводной вал 55. В ручье 51 и в патрубке 54 расположен шнек 56, выполненный в виде пружины и соединенный с валом 55. Патрубок 54 и шнек 56 образуют ствол 57 питателя 41, размещенный в полости 33 оси 29 бабки 8. Совокупность - вал 44, заслонка 45, фильера 47 - образуют дозатор 40. Совокупность приемной камеры 42, вала 55, ручья 51, шнека 52, патрубков 53 и 54 образуют питатель 41. Пневмоцилиндр 27 предназначен для перемещения каретки 28 и ствола 57 с целью равномерного распределения шихты по внутренней полости втулки 37. Каждая позиция "загрузка-выгрузка" оснащена механизмом 9, предназначенным для подачи в станок втулки-заготовки 37 и для удаления из станка наплавленной втулки. Механизм 9 содержит лоток 58, отсекатель 59, поворотную призму 60 и желоб 61 для приема наплавленных втулок. Лоток 58 предназначен для размещения втулок-заготовок 37, загружаемых вручную. Отсекатель 59 выполнен в виде двуплечего рычага, шарнирно закрепленного под лотком 58 и снабженного пневмоцилиндром 60 для возвратного вращательного движения его. Отсекатель 59 оснащен пальцами 61 и 62, расположенными на противоположных сторонах рычага и предназначен для поштучной выдачи втулок 37 в станок.
Поворотная призма 63 выполнена в виде шарнирно установленного на станине 1 рычага 64, пневмоцилиндра 65 для поворота рычага 66, двухплечего рычага 67, шарнирно закрепленного в верхней части рычага 64 и пневмоцилиндра 68 для поворота рычага 67 относительно рычага 64. Поверхность 69 рычага 64 и поверхность 70 рычага 67 образуют призму, центрирующую втулку-заготовку 37 по продольной оси конусов 19 и 32. Желоб 71 жестко закреплен на станине 1 и предназначен для приема наплавленных втулок после опускания пневмоцилиндром 68 рычага 67. На ползуне 2 установлено устройство остуживания 6 наплавленных втулок в виде корпуса 72 с рядом сопел 73, направленных на поверхность вращающихся охлаждаемых втулок 37. На позиции "наплавка" индуктор 11 охватывает вращаемую втулку 37 сверху, обеспечивая интенсивный нагрев ее.
Работает станок следующим образом.
После пуска станка отсекатель 59 одной из позиций поворачивается цилиндром 60 и выдает одну втулку-заготовку 37, которая по лотку 58 попадает на рычаг 67 поворотной призмы 63, где поверхности 69 и 70 центрируют ее. Цилиндр 60 возвращает отсекатель 59 в исходное положение, отделяя пальцем 61 крайнюю втулку 37. Затем срабатывает пневмоцилиндр 26, который перемещает дополнительный ползун 3, обеспечивая тем самым центровку втулки 37 конусами 19 и 32 и прижатие ее к приводному шпинделю 17. Затем цилиндр 68 опускает рычаг 67 вниз, а цилиндр 65 отводит призму 63 от заготовки 37. Вслед за этим включается привод вращения шпинделя 17, обеспечивая вращение втулки 37, и пневмоцилиндр 27, перемещая каретку 28, бункер 38 и ствол 57 шнекового питателя 41.
По достижении полости втулки 37 привод вращает шнек 52, подающего шихту из камеры 42 во втулку 37. Каретка 28 совершает ряд возвратно-поступательных перемещений для равномерного распределения шихты во втулке 37. Затем каретка 28 возвращается в исходное положение и включается привод вращения винта 14, перемещающего ползун 2 и втулку 37 на позицию наплавки под индуктор 11. Одновременно с этим привод вращает вал 44, обеспечивая неоднократное открытие заслонкой 45 отверстий 50 в фильере 47 и заполнение приемной камеры 42 требуемой дозой шихты из бункера 38.
Как только ползун 2 достигает позиции "наплавка" индукционная установка 10 и индуктор 11 начинают нагревать вращающуюся втулку 37 и расплавлять шихту. После окончания этого процесса отключается установка 10 и включается устройство 6 остуживания наплавленной втулки струями воздуха, истекающими из сопел 73, а также реверсивное вращение винта 14, перемещающего основной ползун 2 в исходное положение. После остужения наплавленной втулки отключается привод шпинделя 17 и включается пневмоцилиндр 65, подводящий призму 63 под наплавленную втулку. Затем пневмоцилиндр 68 поднимает рычаг 67 вверх, образуя приемную призму для наплавленной втулки. Вслед за этим пневмоцилиндр 26 возвращает дополнительный ползун 3 в исходное положение, что обеспечивает сброс наплавленной втулки на призму 63. По достижении ползуном 3 исходного положения пневмоцилиндр 68 опускает рычаг 67 вниз, направляя наплавленную втулку в желоб 71. Затем этот цилиндр 68 поднимает рычаг 67 вверх, в исходное положение, подготавливая эту подвижную часть к следующему рабочему циклу. Такой же рабочий цикл осуществляется затем на второй подвижной части, обеспечивая поочередную наплавку втулок 37 разными подвижными частями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для биметаллизации втулок центробежной наплавкой | 1982 |
|
SU1024145A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СТАНОК ДЛЯ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1995 |
|
RU2093302C1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ БРИТВ КУЛБТИВАТОРА | 1969 |
|
SU238693A1 |
| Станок для закалки цилиндрических изделий | 1987 |
|
SU1507812A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
Использование: в литейном производстве, а именно в оборудовании для центробежной биметаллизации втулок для повышения технико-экономических показателей. Сущность: станок содержит станину 1, две подвижные части, каждая из которых включает основной ползун 2, дополнительный ползун 3, каретку 4, механизм 5 дозирования и подачи шихты во втулку, устройство остуживания 6, приводную 7 и прижимную 8 бабки, две позиции загрузки-выгрузки втулок, оснащенные механизмом 9 загрузки-выгрузки, одну позицию наплавки в составе высокочастотной индукционной установки 10 с индуктором 11. Позиции загрузки-разгрузки и подвижные части станка оппозитно расположены относительно позиции наплавки. Станок снабжен механизмами загрузки-выгрузки втулок в подвижную часть, механизмом дозирования и подачи шихты во втулку, устройством остуживания, устройство прижима втулок выполнено в виде конусов, которые как и шпиндели выполнены с каналами для охлаждающей воды. 4 з.п. ф-лы, 5 ил.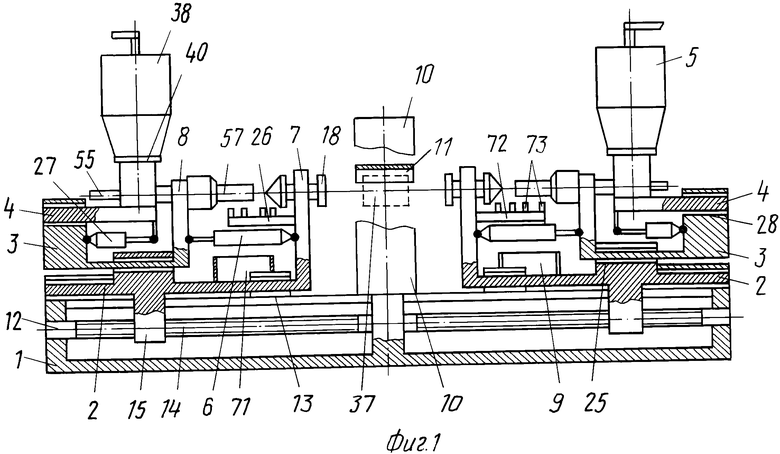
| 0 |
|
SU403495A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
