А-А
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки поковок | 1982 |
|
SU1235605A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |

о ;о со ;о со
cfjuai
Изобретение относится к обработке металлов давлением, преимущественно к ковке роторов, и может быть использовано в машиностроении.
Целью изобретения является повышение качества металла осевой зоны слитка.
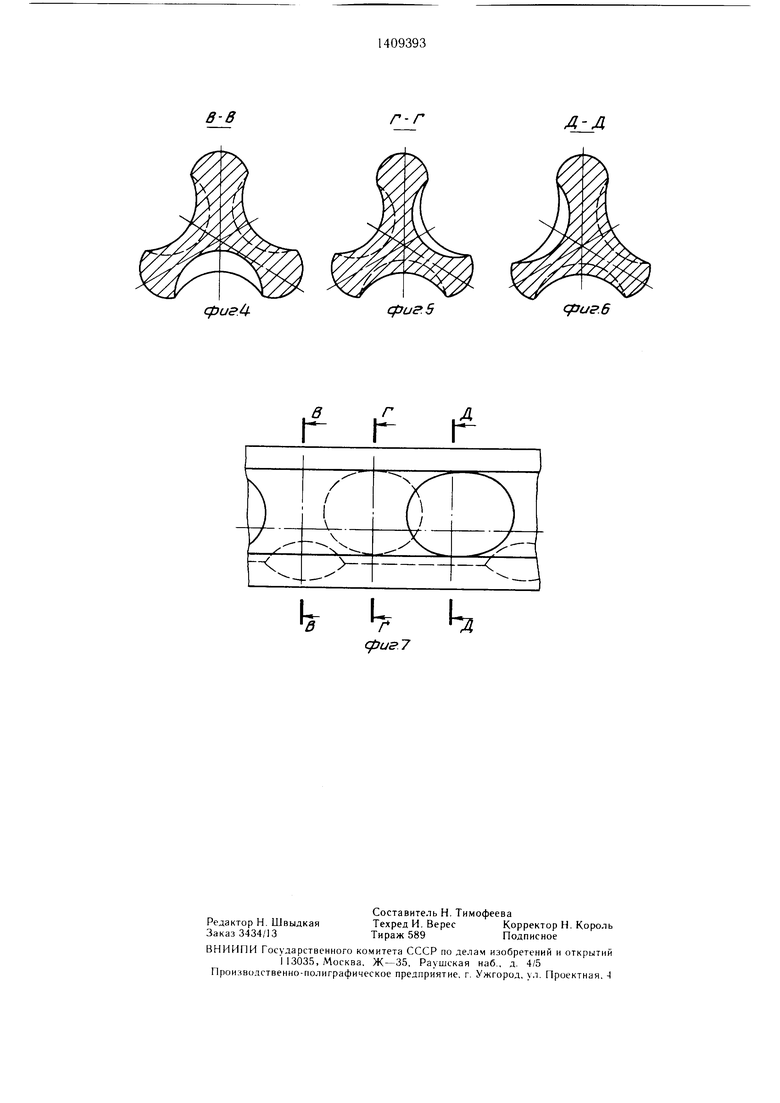
На фиг. 1 показан разрез А-А на фиг. 3, поковка после дополнительных обжатий; на фиг. 2 - сечение Б-Б на фиг. 3, по вершинам участков с вогнутой поверхностью в продольных сечениях, находящихся в смежных вогнутых в поперечном сечении поверхностях; на фиг. 3 - поковка после обжатий, общий вид; на фиг. 4, 5, 6 - сечения В-В, Г-Fj Д-Д соответственно на фиг. 7, по
10
сечении, находящихся в смежных вогнутых в поперечном сечении заготовки поверхностях, выбирается из условия 0, . После окончания допатнительных обжатий на второй вогнутой поверхности по всей длине заготовки производят кантовку последней, и процесс повторяется. В результате улучшается проработка осевой зоны слитка. Пример. На восьмигранном слитке весом 205 т с диаметром прибыльной и донной частей 2760 и 2360 мм соответственно и длиной тела (без, прибыльной и донной частей) 3560 мм на прессе 12000 т.с ковали цапфы из прибыльной части ( 01200 м, длина 3000 мм) и из донной части ( 0 1020, длина 1500 мм)
вершинам смежных участков с вогнутым производили биллетировку. После подопродольных сечениях поверхностями послегрева проводили прожатия специальным
обжатий с кантовкой в вырезных бойках; наверхним выпуклым бойком с радиусом скругфиг. 7 - поковка после обжатий, общий вид.ления 800 мм на глубину 350 мм на всей
Способ осуществляют следующим обра-длине слитка до получения сквозной вогнузом. той поверхности. Затем кантовали заготовку
Слиток предварительно обжимают выпук-20 на 120° и повторяли прожатия. Процесс повлыми в поперечном сечении бойками до по-торяли еще раз. Затем на каждой из трех
лучения вогнутых поверхностей на всей длине слитка. Получают заготовку с поперечными сечениями, показанными на фиг. 1, 2, 4, 5, 6. Затем осуществляют дополнитель- 25 ные обжатия бойками, выпуклыми в продольном сечении. Сначала производят обжатия с шагом I, по оси симметрии одной из вогнутых поверхностей заготовки. Шаг 1, выбирают из условия ,2U, где 1„ - длина участка с вогнутой поверхностью в 30 слиток ковали на круг 0 1650 .мм и длиной
вогнутых граней заготовки провели дополнительные обжатия выпуклым сферически.м бойком с радиусом 800 мм на глубину 350 MNI При этом размер углубления в продольном сечении заютовки был равен 1300 .мм, шаг между углублениями 1950 мм, расстояние между вершинами углублений на с.межных вогнутых гранях составляло минимальное 650 мм, макси.мальное 1300 м.м. После этого
продольном сечении. После окончания дополнительных обжатий по всей Дутине заготовки последнюю кантуют и производят обжатия на следующей (смежной с первой) вогнутой поверхности заготовки. При этом расстояние 1 между вершинами участков с вогнутой поверхностью в продольном
35
8400 мм. Дальнейшей ковкой с подогревом получили роторный вал длиной 12800 мм, максимальным диаметром 1400 мм и минимальными диа.метрами на торцах 740 м.м. Предложе)чный способ протяжки позволяет улуч1: ить проработку осевой зоны слитка и повысить качество ковок без осадки.
ff-ff
фиг. 2
сечении, находящихся в смежных вогнутых в поперечном сечении заготовки поверхностях, выбирается из условия 0, . После окончания допатнительных обжатий на второй вогнутой поверхности по всей длине заготовки производят кантовку последней, и процесс повторяется. В результате улучшается проработка осевой зоны слитка. Пример. На восьмигранном слитке весом 205 т с диаметром прибыльной и донной частей 2760 и 2360 мм соответственно и длиной тела (без, прибыльной и донной частей) 3560 мм на прессе 12000 т.с ковали цапфы из прибыльной части ( 01200 м, длина 3000 мм) и из донной части ( 0 1020, длина 1500 мм)
слиток ковали на круг 0 1650 .мм и длиной
вогнутых граней заготовки провели дополнительные обжатия выпуклым сферически.м бойком с радиусом 800 мм на глубину 350 MNI При этом размер углубления в продольном сечении заютовки был равен 1300 .мм, шаг между углублениями 1950 мм, расстояние между вершинами углублений на с.межных вогнутых гранях составляло минимальное 650 мм, макси.мальное 1300 м.м. После этого
слиток ковали на круг 0 1650 .мм и длиной
8400 мм. Дальнейшей ковкой с подогревом получили роторный вал длиной 12800 мм, максимальным диаметром 1400 мм и минимальными диа.метрами на торцах 740 м.м. Предложе)чный способ протяжки позволяет улуч1: ить проработку осевой зоны слитка и повысить качество ковок без осадки.
в-в
qpua
r-r
д-д
cfJue.B
.6
| СПОСОБ ПРОТЯЖКИ КРУПНЫХ слитков | 0 |
|
SU218631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
