со 4;
00
cpuel
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки труб на заготовки.
Целью изобретения является повышение надежности штампа для резки труб.
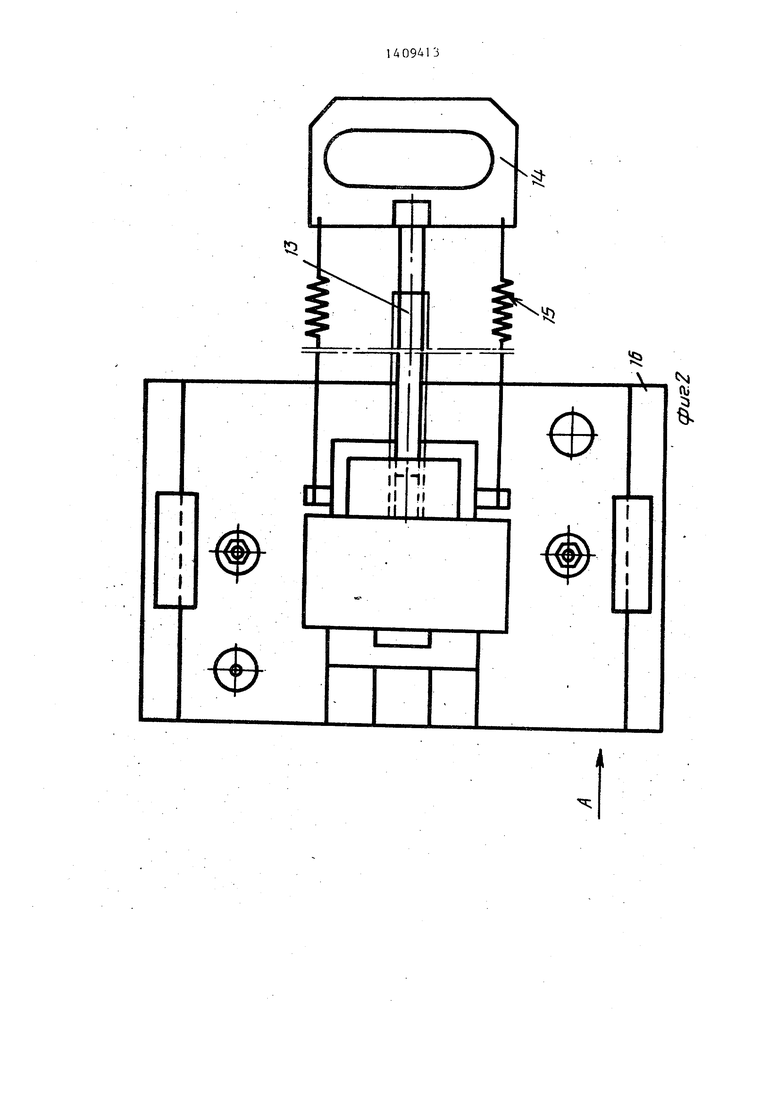
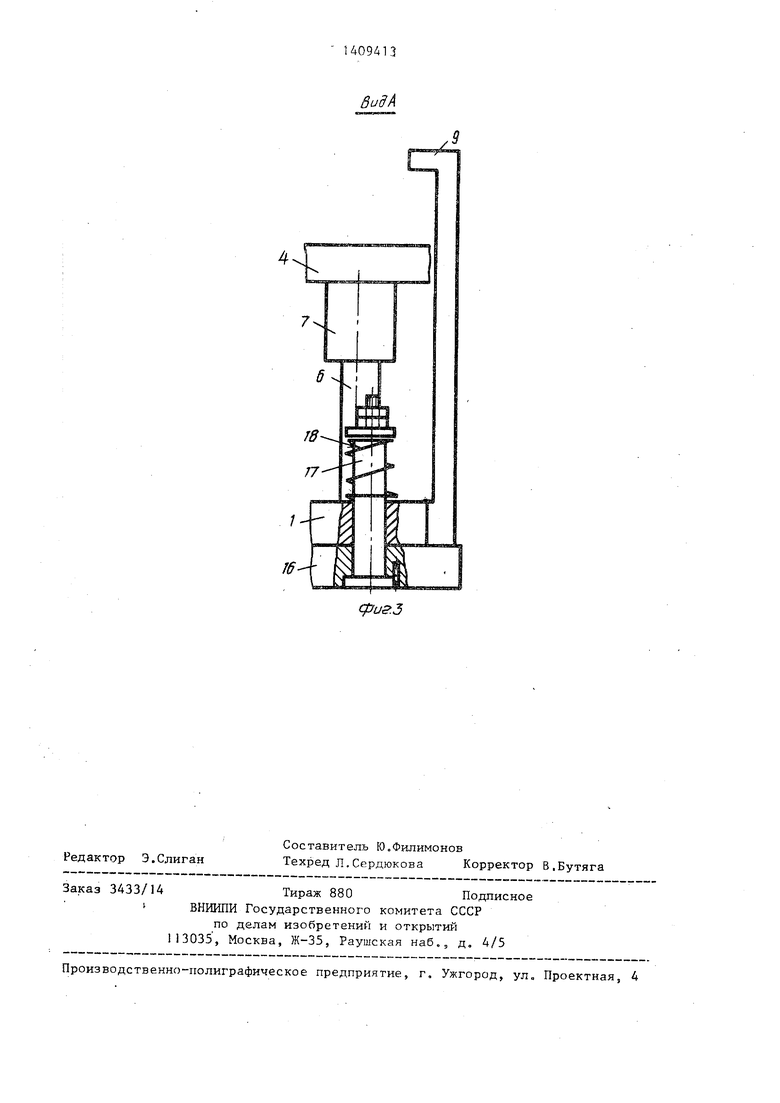
На схематически изображен штамп для резки труб общий вид, с частичным разрезом| на фиг,2 - подвижная плита штампа, вид в плане| на фиг.З - вид А на фиг.2,
На нижней плите штампа установлен неподвижный нож 2. Подвижный нож 3 закреплен на верхней плите 4 П1там- па. Хвостовик 5 крепится в ползуне пресса (не показан). Для жесткости
верхняя 4 и нижняя 1 плиты штампа со-20 маться нижняя плита 1, которая,скольединены ч.ерез направляющие колонки 6 и втулки 7. Толкатель 8 служит для выталкивания отрезанной заготовки из подвижного ножа 3, Для достижения точности центровки подвижного 3 и неподвижного 2 ножей на нижней плите 1 штампа закреплены регулируемые упоры 9, которые настроены на определенные размер штампа в его раскрытом положении. Для предотвращения обратного перемещения подвижной оправки 10, вставленной в разрезаемую трубу i1, во время резки оправка 10 прижимается к неподвижной оправке 12 штоком 13, который через пластину 14 и пружину J5 растяжения связан со штампом, Для компенсирования избыточного хода пресса штамп снабжен дополнительной плитой 16, которая через закрепленные на ней колонки 17 связана с нижней плитой 1 и закреплена на столе пресса. На колонки 17 надеты пружины 18, создающие необходимое усилие для удержания нижней плиты 1 на месте во время раскрытия штампа5 и да- лее в раскрытом положении штампа при избыточном ходе вверх ползуна пресса на 2-5 мм, отжимающие нижнюю плиту 1 вниз во время взаимодействия упора 9 с верхней плитой 4, обеспечивая этим гарантированную соосность отверстий подвижного и неподвижного ножей, Штамп работает следующим образом.
25
30
35
40
45
50
зя по колонкам 17,, поджимает прзпкину 18 до тех пор, пока полззш пресса не станет в крайнее верхнее положение. Затем цикл повторяется.
Формула изобретения . 1. Штамп для резки труб на мерные заготовки, содержащий верхнюю и нижнюю плиты, подвижный и неподвижный ножи, подвижную и неподвижную оправки, направляющие 1солонки с втулками и средство для выталкивания отрезан. ной заготовки, отличающий- с я тем, что, с целью повьш1ения надежности, он снабжен дополнительной неподвижной плитой, а нижняя плита снабжена закрепленным на ней регулируемым упором, расположенным с возможностью взаимодействия с поверхностью верхней-плиты, обращенной к ползуну пресса, при этом нижняя плита установлена на дополнительной плите, связана с ней индивидуальными колонками и подпружив:ена к дополнительной плите посредством пружин, установленных на индивидуальных колонках....
2. Штамп ПОП.1, отличаю- щ и и тем, что подвижная оправка снабжена посредством поджатия к неподвижной оправке, выполненным в виде штока, связанного упруго с неподвижным ножом.
В разрезаемую трубу 11 вставляется подвижная оправка 10 со штоком 13, затем трубу 1 устанавливают в неподвижный нож 2. На свободный конец штока 139 растягивая пружины 15,-надевается пластина 14. Этим создается необходимое усилие прижима подвижной оправки. Труба свободно скользит по штоку
3 и подвижной оправке 10 и вручную подается в гнездо подвижного ножа 3.- После удара пресса в нижнем положении штампа отрезанная заготовка вы- кидывается из подвижного ножа 3 толкателем 8„ Верхняя плита 4 движется вверх до касания упоров- 9. При д аль- нейшем движении ползуна пресса вверхг обусловленном неточностью хода ползуна, через упоры 9 начинает подни5
0
5
0
5
0
зя по колонкам 17,, поджимает прзпкину 18 до тех пор, пока полззш пресса не станет в крайнее верхнее положение. Затем цикл повторяется.
Формула изобретения . 1. Штамп для резки труб на мерные заготовки, содержащий верхнюю и нижнюю плиты, подвижный и неподвижный ножи, подвижную и неподвижную оправки, направляющие 1солонки с втулками и средство для выталкивания отрезан. ной заготовки, отличающий- с я тем, что, с целью повьш1ения надежности, он снабжен дополнительной неподвижной плитой, а нижняя плита снабжена закрепленным на ней регулируемым упором, расположенным с возможностью взаимодействия с поверхностью верхней-плиты, обращенной к ползуну пресса, при этом нижняя плита установлена на дополнительной плите, связана с ней индивидуальными колонками и подпружив:ена к дополнительной плите посредством пружин, установленных на индивидуальных колонках....
2. Штамп ПОП.1, отличаю- щ и и тем, что подвижная оправка снабжена посредством поджатия к неподвижной оправке, выполненным в виде штока, связанного упруго с неподвижным ножом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1984 |
|
SU1181791A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки труб | 1984 |
|
SU1286347A1 |
| Штамп для резки труб | 1977 |
|
SU749578A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки труб | 1981 |
|
SU975254A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки труб на заготовки. Цель изобретения - повышение надежности штампа для резки труб. Штамп включает неподвижный нож 2 с подвижной оправкой 10 и подвижный нож 3 с неподвижной оправкой 12. Подвижная оправка 10 прижимается к неподвижной оправке.12 штоком 13, который связан со штампом. Для обеспечения точной центровки неподвижного 2 и подвижного 3 ножей и повьшения надежности работы штампа нижняя плита 1 снабжена регулируемым упором (РУ) и дополнительной плитой 16, на которой закреплены с надетыми пружинами колонки . При обратном ходе ползуна пресса верхняя плита 4 движется до касания РУ. При дальнейшем движении попзуна пресса вверх, обусловленного неточностью хода ползуна, через РУ 9 начинает подниматься нижняя плита 1, которая, скользя по колонкам, поджимает пружины до тех пор, пока ползун не. станет в крайнее верхнее положение. 1 з.п. ф-лы, 3 ил. (О (Л
дУиг.З
| Технология и оборудование куз- нечно-штамповочного производства | |||
| - Экспресс-информация, 1979, № 4, с.22. |
