(54) ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки проката | 1981 |
|
SU967694A1 |
| ШТАМП ДЛЯ МНОГООПОРНОЙ РЕЗКИ ПРОКАТА | 2004 |
|
RU2278767C1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| Ножницы для резки проката | 1988 |
|
SU1706784A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
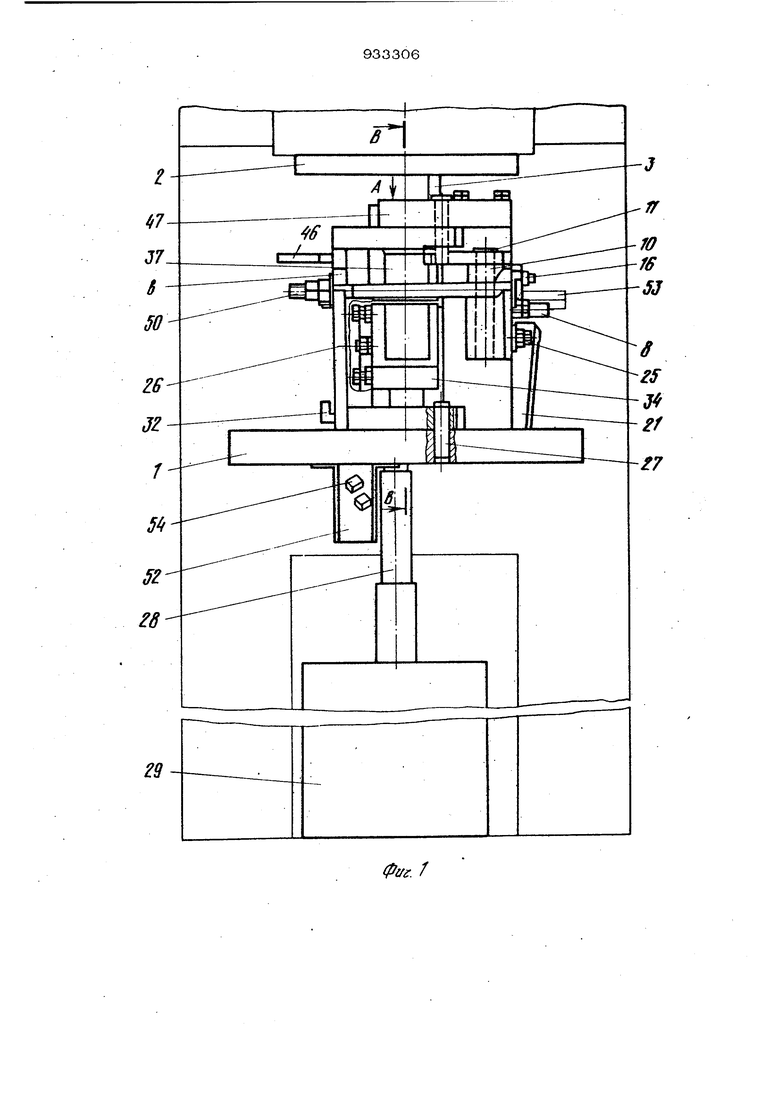
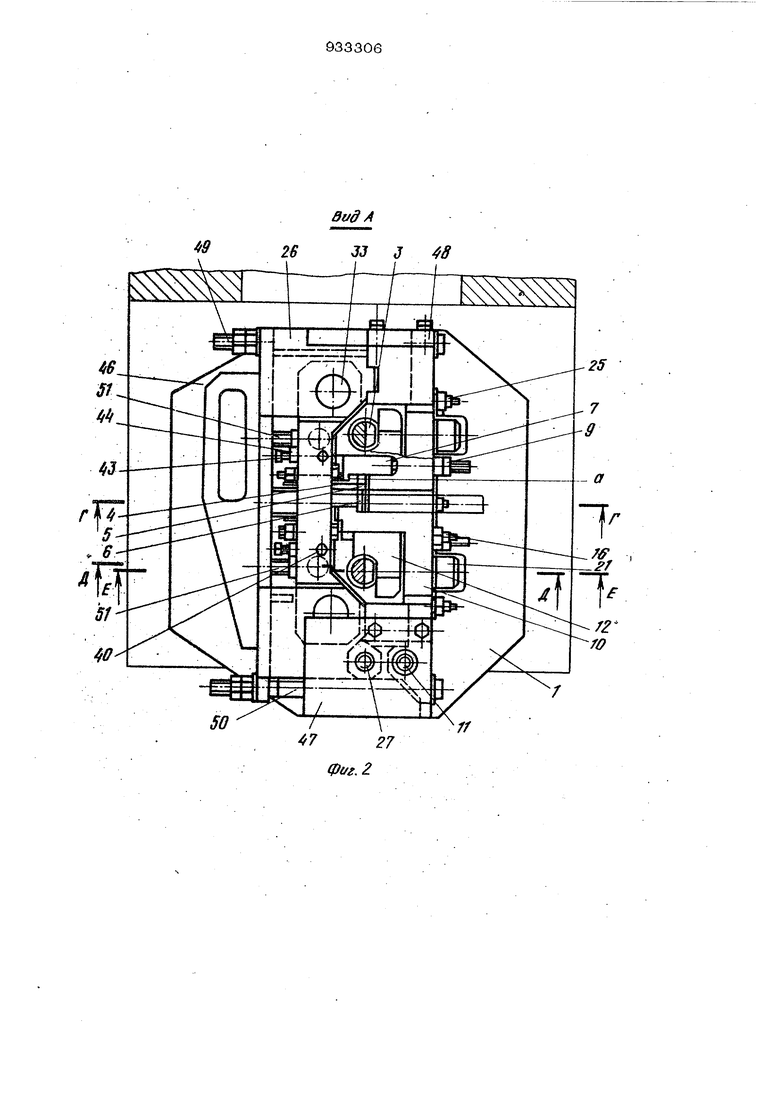
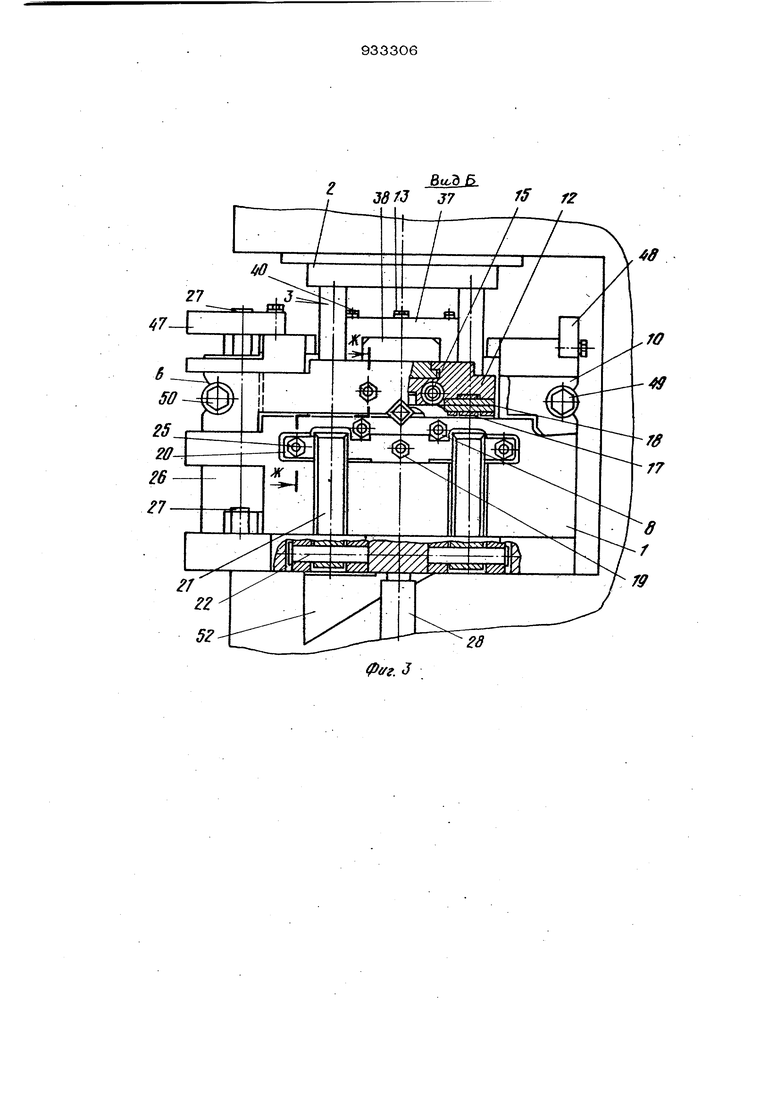

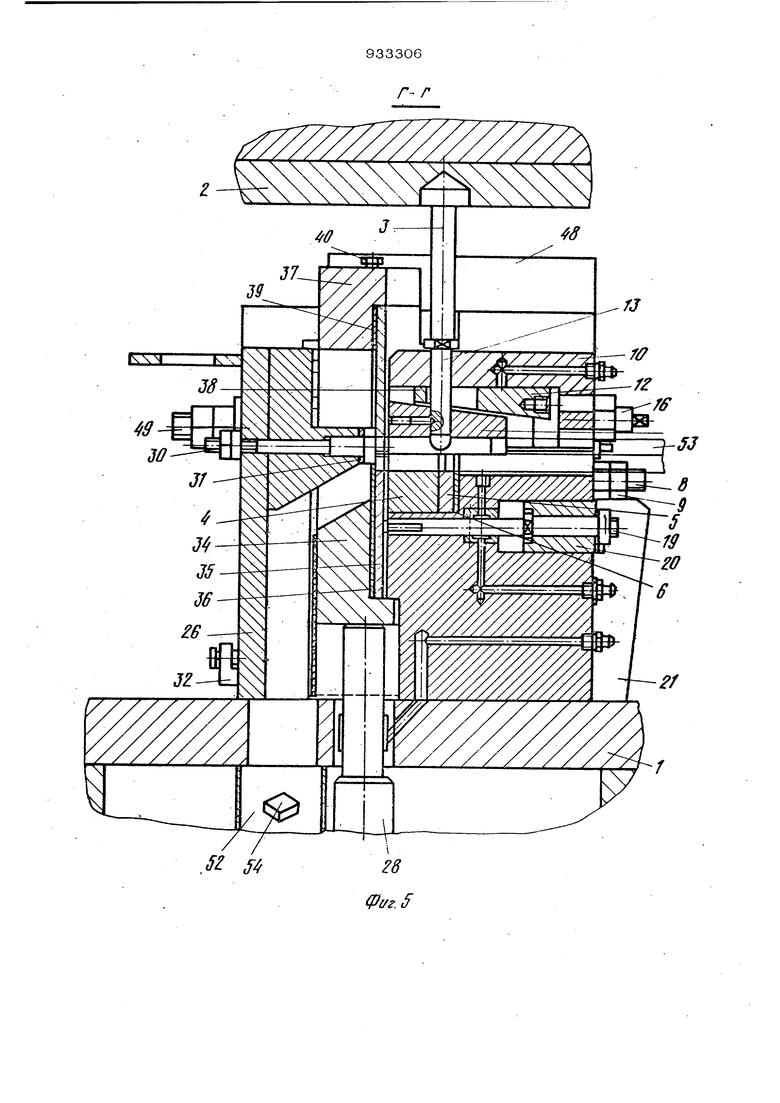
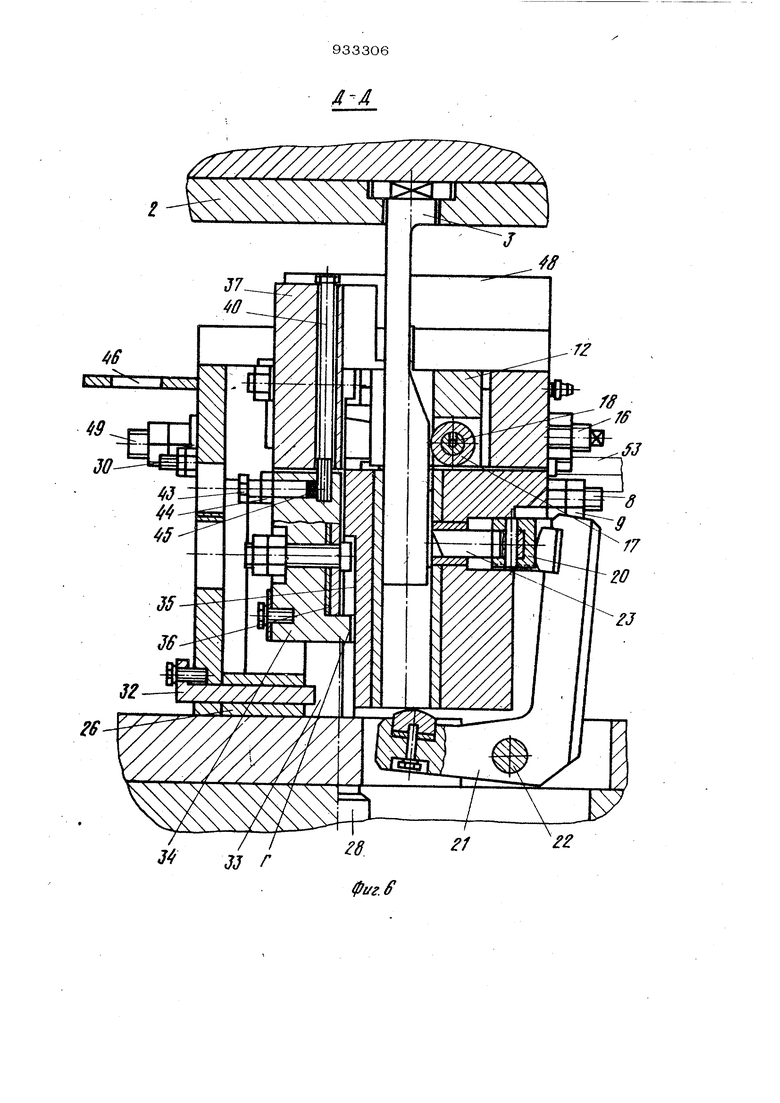
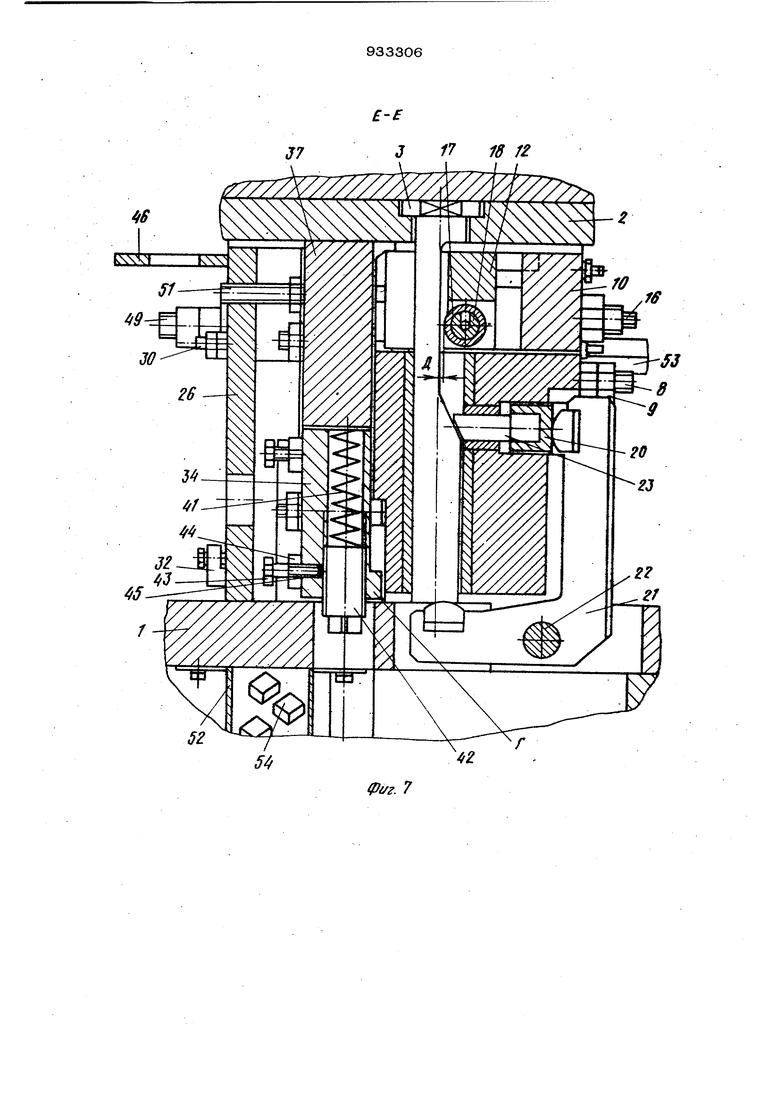
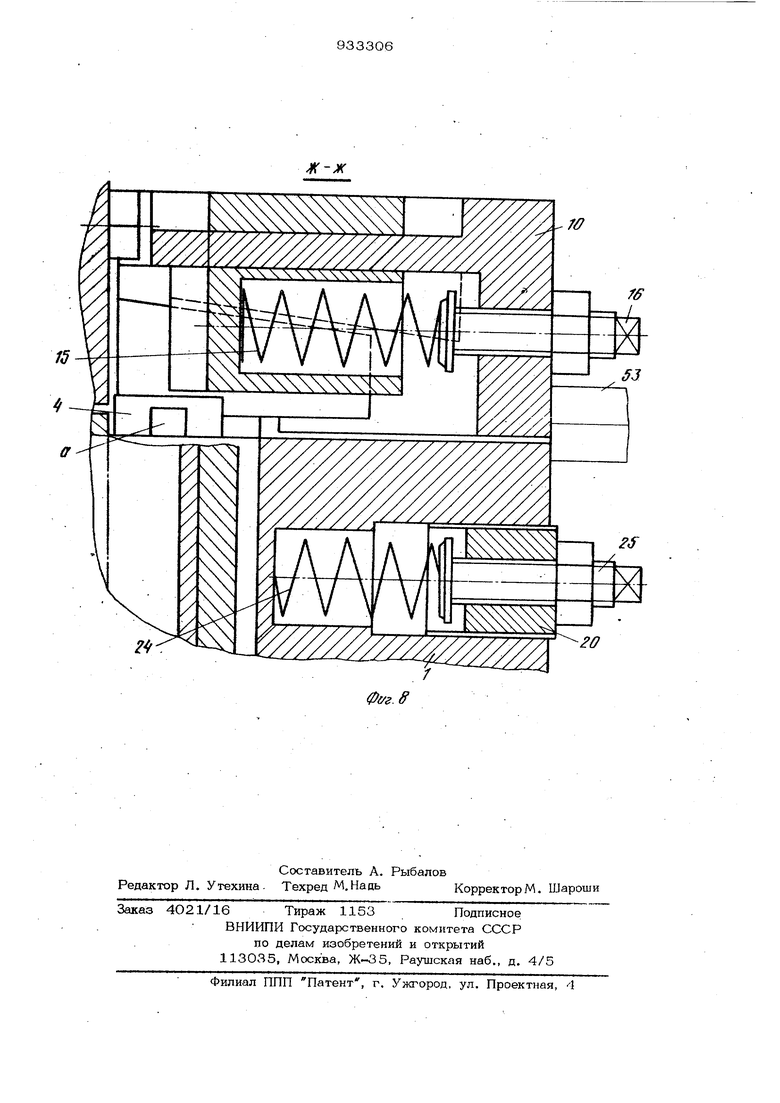
Изобретение относится к области за готовительного производства машиностро тельных предприятий и может быть использовано для резки сортового проката н мерные заготовки. Известен штамп для резки сортового проката, содержащий корпус с установленным в нем нижним ножом, верхнюю плиту, смонтированные на направляющих колонках держатели с верхним ножом и нижним прижимом, верхний прижим, клиновой механизм зажима разрезаемого проката, связанный с верхним прижимом и упор til . Недостаточная надежность штампа в работе обусловлена трудностью удаления отрезанных заготовок, что снижает производительность его работы, затрудняет ДОС-туп к ножам, делает смену ножей сло ной и длительной. Целью изобретения является повышение надежно(.:ти работы штампа и его пр изводительности за счет улучшения усло вий замены ножой. С этой целью штамп для резки сортового проката, содержащий корпус с установленным в нем нижним ножом, верхнюю плиту, смонтированные на направляющих колонках держатели с верхним ножом и нижним прижимом, верхний прижим, клиновой механизм зажима разрезаемого проката, связанный с верхним прижимом, и упор, снабжен шарнирно смонтированными на корпусе рамой и перекладиной, а также механизмом выталкивания отрезанной заготовки и копирными тягам-и, смонтированными на верхней плите. Перекладина связана с верхним прижимом посредством палый. Клин механизма зажима проката снабжен роликами, размещенными с возможностью взаимодействия с копирными Титами, подпружинен относительно перекладины и выполнен с пазами для размещения верхнего прижима и пальца. Упор и направляющие колонки держателей верхнего ножа и нижнего при- жима установлены на раме, а механизм выталкивания отрезанной заготовки вы- полней в ввде толкателя, установленного в корпусе, подпружиненной относительно корпуса планки, связанной с толкателем и двуплечих рычагов, одни концы которы размещены с возможностью взаимодействия с подпружиненной планкой, а друг взаимодействуют с копирными тягами. Штймп может быть снабжен установ Ленными на корпусе прихватами, а на бо ковых поверхностях неподвижного ножа могут быть вьшолнены пазы под прихваты. 1 С целью повышения надежности выта кивания отрезанных заготовок подпружиненная планка механизма выталкивания может быть снабжена штырями, раз мещенными с возможностью вааимодействия с копирными тягами. С целью улучшения условий сборкиразборки штампа, он может быть снабже стяжками, а на боковых поверхностях корпуса,, рамы и перекладины могут быт вьшолнены наклонные пазы под стяжки. На фиг. 1 взс ражен штамп для резки сортового проката, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг, 1; на фиг. 5 - разрез Г-Г на фиг. 2 ; на. фиг. 6 - разрез Д-Д на фнг. 2 ; на фиг, 7 - разрез Е-Е на фиг. на фиг. 8 - разрез Ж-Ж на фиг. 3. Штамп для резки сортового проката содержит корпус 1 и верхнюю плиту 2, которые крепятся соответственно к столу и к- попзуну пресса. К плите 2 прикреплены копирные тяги 3. В корпусе 1 неподвижно закреплены нижний нож 4, направляняцая планка 5 и прокладка 6 с помощью прихватов 7 и шпилек 8 с гайками 9, для чего в ноже 4 вьшолнены пазы (J , в которые вставлены бурты прихватов 7. На корпусе 1 размещен клиновой механизм за жима проката, представляющий собой поворотную перекладину 1О с осью 11, несущую клин 12, палец 13, верхний прижим 14, пружины 15 с регулировочными винтами 16 и ролики 17 с осями 18. Верхний прижим 14 помещен в паз 6 клина 12, жестко скреплен с паль цем 11 и имеет возможность вместе с ним в пределах нескольких миллиметров свободно двигаться по вертикали. Для пальца 13 в клине 12 также выполнен паз. Пружины 15 служат для перемещения клина 12 на зажим проката, ролики 17 - для отведения клина 12 с помощью копирных тяг 3. Штамп снабжен механизмом выталки-i вания отрезанной заготовки, размещенным в выборках корпуса 1 м и выполненным виде толкателя 19, жестхо соединенного с подпружиненной планкой 2О, контактирующей с плечами двуплечих рычагов 21, щарнирно смонтированных на осях 22. Планка 20 жестко соединена со щтъфями 23 и под действием пружины 24, регулируемых винтами 25, находится в исходном положении, удерживая Б исходном положении рычаги 21. На другое плечо рычагов 21. воздействуют тяги 3. Штыри 23, взаимодействуя с копирными тягами нЗ, служат для гарантированного отведения планки 2О с толка тел ем 19./ Штамп содержит механизм поддержки отрезаемой заготовки, включающий пово- ротную раму 26, соединенную с корпусом 1 осями 27, толкатель 28 и пневмодилиндр 29 (либо прикрепленный к корпусу 1 или прессу, либо установленный на пол, как показано на фиг. 1). В раме 26 неподвижно закреплены упор ЗО с кольцом 31 и с пом.ощью стопоров 32 две направЛ5пощие колонки 33, на которых подвижно смонтированы нижний держатель 34 с нижним прижимом 35 и прокладкой 36 и верхний держатель 37 с верхним ножом 38 и прокладкой 39. Держатели 34 и 37 соединяются болтами 4О так, что- « бы имелась возможность незначительного взаимного смещения держателей по тикали, и разводятся, пружинами 41, которые регулируются винтами 42. Болты 40 и винты 42 контрятся болтами 43, гайками 44 и медными проставками 45. Рама 26 имеет рукоять 46 и удерживается от смещения вверх ограничителями 47 и 48. Рама 26 и перекладина 10 соединены друг с другом и с корпусом 1 стяжками 49 и 5О с гайками, причем стяжки 49 и 5О вкладьгоаются в наклонные и открытые снаружи пазы 6 в этих деталях, размещаясь по разные стороны относительно осей 11 и 27 перекладины 1О и рамы 26. При необходимости (например, при разборке штампа) можно застопорить винтами 51 верхний держатель 37 от смещения. Снизу к корпусу 1 крепится склиз 52 для удаления отрезанньхх от прутка 53 заготовок 54, расположенный вместе с невмоцилиндром 29 в окне стола пресса. Штамп устанавливается на любой пресс, развивающий требуемое усилие резки и имеющий необходимые размеры штампо- вого пространства. При этом корпус 1 закрепляется на столе пресса, а верхня плита 2 - на ползуне пресса. В исходном положении верхний нож 3 поднят на максимальную величину, тол- катель 19 отведен в корпус 1, клин 12 тягами 3 через ролики 17 отведен от прижима 14. Если пруток не подан в штамп, то верхний прижим 14 под действием своего веса и веса пальца 13 опущен в крайнее нижнее положение, в котором удерживается головкой пальца Подаваемый пруток 53 (механизм пода на черт, не показан) поднимает прижим 14 с пальцем 13 и доходит до упора З Прижим 14 свободно лежит на прутке 53 Между верхним ножом 38 и прутком 53 имеется зазор, обусловивший беспрепятственную подачу прутка 53 до упора ЗО для чего поверхность гравюры нижнего прижима 35 доллша быть не.выше поверхности гравюры неподвижного ножа 4 Держатели 34 и 37 занимают крайнее верхнее положение, в котором нижний держатель 34 упирается выступом 1 в выступ корпуса 1, а верхний держатель 37 поднят пружинами 41 и удерживается головками болтов 4О. Штамп работает следующим образом. При движении ползуна пресса вниз ролики 17 сбегают по копирным участкам тяг 3, и под действием пружин 15 клин 12 перемещается влево, зажимая пруток 53 верхним прижимом 14, причем в крайнем левом положении между роликами 17 и копирными тягами 3 имеется зазор д (см. фиг. 7). При отсутствии зазора д зажима прутка 53 нет. Затем верхняя плита 2 давит на верхний держатель 37 и опускает его. При опускании держателя 37 выбирается зазор между верхним ножом 38 и прутком 53, и происходит смещение отрезаемой части прутка 53, поддерживае мой нижним прижимом 35 через толкатель 28 и пневмоцилиндр 29, до полной отрезки. В конце хода вниз копирные тяги 3 нижними торцами контактируют с рычагами 21 и поворачивают их. Вторые плечи рычагов 2 1 перемешают планку 20 со щтырями 23 и толкателем 19, выталкивающим зажатую между верхним ножом 38 и нижним прижимом 35 заготовку 54 на склиз 52. Штыри 23 приближаются к копирным участкам тяг 3, не контактируя с ними (см. фиг. 7). При движении ползуна пресса вверх копирные тяги 3 поднимаются и рычаги 21 под действием пружин 24 или штырей 23 поворачиваются в исходное положение, отводя и толкатель 19. Держатели 34 и 37 под действием пневмошшиндра 29 (нижняя его полость постоянно соединена с пневмосетью) также поднимаются и разводятся на расстояние, достаточное для подачи прутка. В конце хода копирных тяг 3 вверх последние вновь контактируют с роликами 17, отводя клин 12 от прижима 14, т. е. происходит разжим прутка 53. После этого штамп готов к повторению рабочего цикла (подаче прутка и т. д.). Для разборки штампа следует ослабить гайки на стяжке 49 и, не отвинчивая их полностью, вынуть стяжку 49 из пазов 6 выполненных наклонно наружу вверх на боковых поверхностях корпуса 1, перекладины 10 и рамы 26. После этого перекладина 10 и рама 26 могут свободно поворачиваться на осях 11 и 27, причем стяжка 5О со своими гайками легко вынимаются из пазов 6 неразвин- ченными, так как располагаются по другую-сторону относительно осей 11 и 27. Наклон пазов 6 наружу вверх исключает самопроизвольное выпадение стяжек 49 и 50 из этих пазов. При снятых стяжках 49 и 50 перекладину и раму можно повернуть на угол до 250 - 260 и получить удобньпЧ доступ к инструменту. Зазор между ножами 4 и 38 регулируется за счет прокладок 6 и 39. Изменение толщины ножей 4 и 38, а также прижима 35 (в результате смены или восстановления их) компенсируется из.менением толщины прокладок соответственно 6,39 и 36. Длина отрезаемой заготовки регулируется за счет кольца 31. Использование данного изобретения позволит повысить надежность работы и производительность штампа для резки сортового проката. Формула изобретения 1. Штамп для резки сортов ого проката, содержащий корпус с установленным в нем нижним ножом, верхнюю плиту, смонтированные на направляющих колонках держатели с верхним ножом и нижним прижимом, верхний прижим, клиновой механизм зажима {разрезаемого проката, связанный с верхним прижимом, и упор, отличающийся тем, что, с целью повьпиения надежности ра-
боты, повышения производительности за счет улучшения условий замены ножей, он снабжен шарнирно смонтированными на корпусе рамой и перекладиной, а также механизмом йыталкивания отрезанной заготовки и копирными тягами, смонтированными на верхней плите, при этом перекладина связана с верхним прижимом посредством .пальца, клин механизма зажима проката снабжен роликами, раз- мешенными с возможностью взаимодействия с копирными тягами, подпружинен относительно перекладины и вьшолнен с пазами для размещения верхнего прижим и пальца, упор и направляющие колонки хержателей верхнего ножа и нижнего прижима установлены на раме, а механизм выталкивания отрезанной заготовки выполнен в виде толкателя, установленного в корпусе, подпружиненной относительно корпуса планки, связанной с толкателем, и двуплечих рычагов, одни концы которых размещены с возможностью взаимодействия с подпружиненной планкой, а другие - с копирными тягами.
Источники информации, принятые во внимание при экспертизе 1. Сб. Опыт проплавления деталей методом точной объемной штамповки. М., НИИМАШ, 1965, с. 180 - 182 (прототип).
фиг. /
ф1/г.2 7
.
r fz 38 /J J7
фуг. J C шмт 7 Г- Г
(fli/zJ
л-л
ф{/г. 7
