2.Штамп по п.1, отличающийся тем, что он снабжен командоаппаратом, включающим концевые выключатели, связанные с приводами толкающей каретки и верхней плиты.
3.Штамп попп. 1и2, отличающийся тем, что,с целью обеспечения резки труб, различных по длине, приводная толкающая каретка снабжена подпружиненным фикса
791
тором с передней и задней торцовыми поверхностями, установленным соосно ножу-оправке, вводимой в трубу, с возможностью взаимодействия с ней передней торцовой поверхностью фиксатора и разновеликими подпружиненными стержнями, расположенными с возможностью взаимодействия с задней торцовой поверхностью фиксатора и с концевыми выключателями командоаппарата.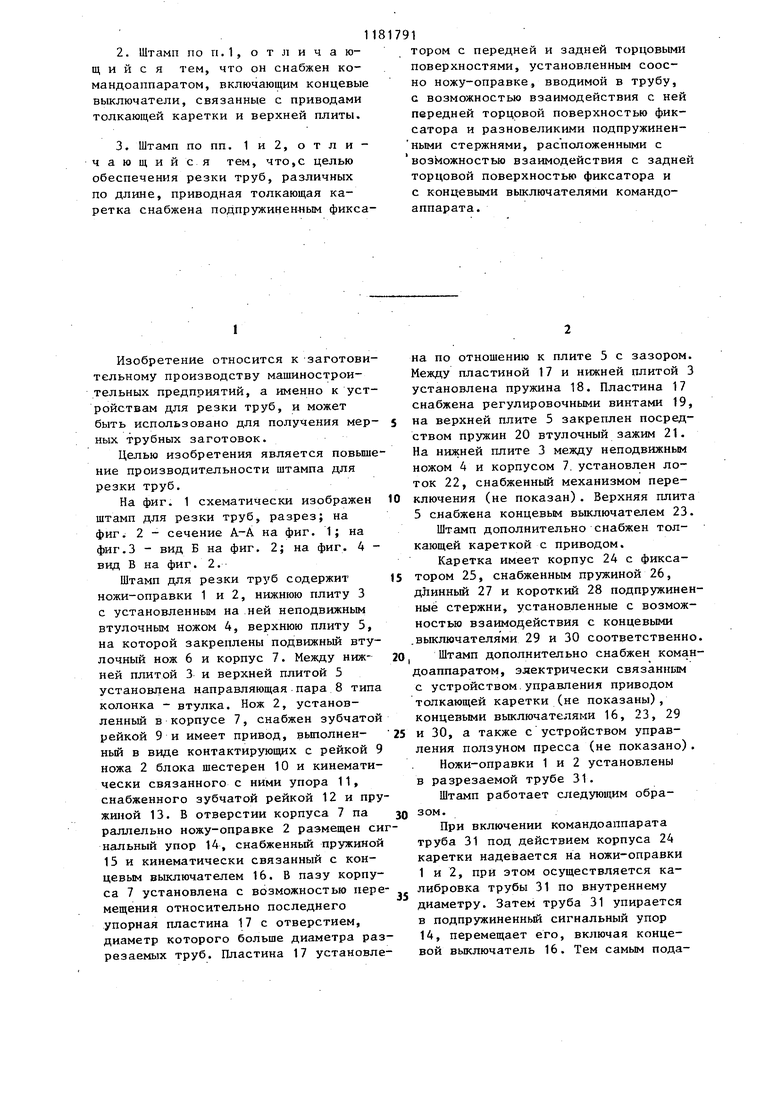
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Штамп для резки проката | 1979 |
|
SU825284A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Упор для отмера длины заготовки | 1981 |
|
SU1100053A2 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
1. ШТАМП ДЛЯ РЕЗКИ ТРУБ, содержащий неподвижную нижнюю плиту с установленным на ней неподвижным полувтулочным ножом, подвижную приводную верхнюю плиту с закрепленным на ней корпусом и подвижным полувтулочным ножом, ножи-оправки, одна из которых, вводимая в отрезаемую заготовку, размещена в корпусе и вьтолнена приводной подвижной, и направляющие колонки с втулками, связывающие верхнюю и нижнюю плиты. Я отличающийся тем,-что, с целью повышения производительное-ти, он снабжен подпружиненной относительно нижней плиты пластиной с отверстием, размещенной в корпусе с возможностью перемещения и взаимодействия с ножом-оправкой, размещенной в корпусе, приводной толкающей кареткой, расположенной соосно ножам-оправкам, и подпружиненным сигнальным упором для трубы, расположенным в корпусе параллельно ножу-оправке и электрически связанным с приводом верхней плиты посредством конечного выключателя, при этом привод перемещения.ножа(П оправки, размещенной в корпусе, выполнен в виде подпружиненного толкателя, расположенного с возможностью взаимодействия с нижней плитой и связанного с ножом-оправкой посредством зубчато-реечных передач. | JO
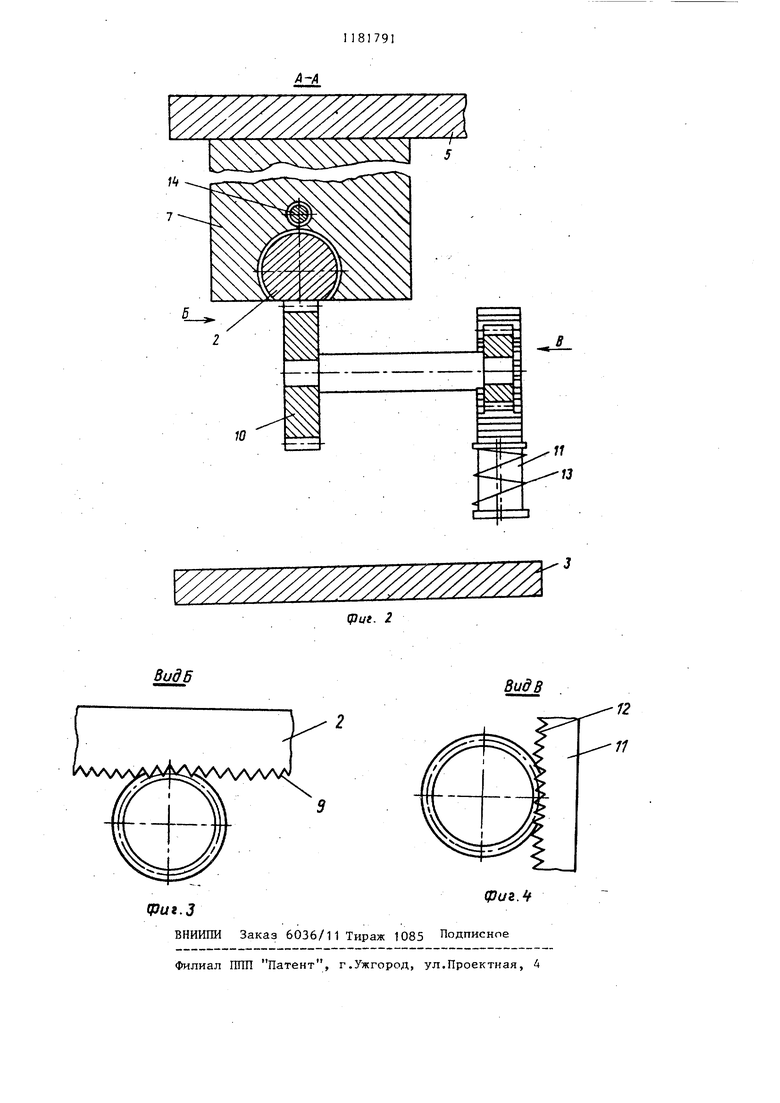
Изобретение относится к заготовительному производству машиностроительных предприятий, а именно к устройствам для резки труб, и может быть использовано для получения мерных трубных заготовок. Целью изобретения является повыше ние производительности штампа для резки труб. На фиг. 1 схематически изображен штамп для резки труб, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг.3 - вид Б на фиг. 2; на фиг. 4 вид В на фиг. 2. Штамп для резки труб содержит ножи-оправки 1 и 2, нижнюю плиту 3 с установленным на ней неподвижным втулочным ножом 4, верхнюю плиту 5, на которой закреплены подвижный втулочный нож 6 и корпус 7. Между нижней плитой 3 и верхней плитой 5 установлена направляющая пара 8 типа колонка - втулка. Нож 2, установленный в корпусе 7, снабжен зубчатой рейкой 9 и имеет привод, выполненный в виде контактирующих с рейкой ножа 2 блока шестерен 10 и кинематически связанного с ними упора 11, снабженного зубчатой рейкой 12 и пру жиной 13. В отверстии корпуса 7 па раллельно ножу-оправке 2 размещен си нальный упор 14, снабженньш пружиной 15 и кинематически связанный с концевым выключателем 16. В пазу корпу са 7 установлена с возможностью пер мещения относительно последнего упорная пластина 17с отверстием, диаметр которого больше диаметра ра резаемых труб. Пластина 17 установл на по отношению к плите 5 с зазором. Между пластиной 17 и нижней плитой 3 установлена пружина 18. Пластина 17 снабжена регулировочными винтами 19, на верхней плите 5 закреплен посредством пружин 20 втулочный зажим 21. На нижней плите 3 между неподвижным ножом 4 и корпусом 7. установлен лоток 22, снабженный механизмом переключения (не показан). Верхняя плита 5 снабжена концевым выключателем 23. Штамп дополнительно снабжен толкающей кареткой с приводом. Каретка имеет корпус 24 с фиксатором 25, снабженным пружиной 26, длинный 27 и короткий 28 подпружиненные стержни, установленные с возможностью взаимодействия с концевыми выключателями 29 и 30 соответственно. Штамп дополнительно снабжен командоаппаратом, электрически связанным с устройством.управления приводом тоачкающей каретки (не показаны), концевыми выключателями 16, 23, 29 и 30, а также с устройством управления ползуном пресса (не показано). Ножи-оправки 1 и 2 установлены в разрезаемой трубе 31. Штамп работает следующим образом. При включении командоаппарата труба 31 под действием корпуса 24 каретки надевается на ножи-оправки 1 и 2, при этом осуществляется калибровка трубы 31 по внутреннему диаметру. Затем труба 31 упирается в подпружиненный сигнальный упор 14, перемещает его, включая концевой выключатель 16. Тем самым пода3ется команда на отключение каретки и резку. Упорная пластина 17 фиксирует положение ножа-оправки 2, так как отверстие в пластине 17 располо жено в этот момент ниже оси -ножаоправки 2. Затем командоаппарат подает команду на выключение привода пресса, верхняя плита 5 опускается, зажим 21 зажимает трубу 31, зазор между пластиной 17 и верхней плитой 5 выбирается, подвижный нож 6 вместе с корпусом 7, пластиной 17 ножами-оправками 1 и 2 и приводом ножа 2 опускаются, и происходит отрезка заготовки. При дальнейшем перемещении плиты 5 упор 11 контактирует с нижней плитой 3, за счет большого передаточного отношения зубчатой передачи блока шестерен осуществляется удаление ножа-оправки 2 из отрезанной заготовки, которая паДает в лоток .22. Возвратясь в исходное положение, верхняя плита 5 включает концевой выключатель 23, который дает команду на включение привода каретки. Цикл резки повторяется. Если поступает труба 31 ч мерной дпины и после очередной резки остается кусок, равный 2С + U ( - длин отрезаемой заготовки, & - критическая длина куска трубы), при отрезке которого может заклинить штамп, то подпружиненный фиксатор 25 упирает14. ся в ножг-оправку 1 , а стержень - в фиксатор 25 и включает концевой выключатель. 29. Выключатель 29 после резки дает команду на возврат каретки, блокирует устройство подачи труб из стеллажа и вьщает аварийный сигнал при включенном концевом выключателе 16. Если длина отхода будет больше критической U , но меньше в , то стержень 27, продолжая двигаться, включает концевой выключатель 29 (так как ширина выступа стержня 27 равна критической длине куска трубы к), а стержень 28 включает концевой вьжлючатель 30, который дает команду на механизм переключения лотка 22, возврат каретки и резку. Отход падает в е14кость лотка 22 . для брака. В исходном положении каретка включает концевой выключатель (не показан), который дает команду на вьщачу трубы со стеллажа. Реле времени командоаппарата при отказе по каким-либо причинам устройства подачи труб со стеллажа после истечения времени цикла резки выДает аварийный сигнал.. По мере износа упорной пластины 17 ее можно поджимать с помощью регулировочных винтов 19. Использование изобретения позволяет повысить производительность штампа для резки труб.
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 0 |
|
SU326995A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
