(54) ШТАМП ДЛЯ РЕЗКИ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1981 |
|
SU975254A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для резки труб | 1984 |
|
SU1227377A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки труб | 1979 |
|
SU880640A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки труб | 1990 |
|
SU1799697A1 |
| Устройство для резки коротких заготовок | 1973 |
|
SU483203A1 |
1
Изобретение относится к области заготовительного производства машиностроительных заводов, а именно к устройствам для резки труб.
Известен штамп для резки труб на заготовки, содержаш,ий основание, установленный на нем корпус со смонтированным в нем неподвижным ножом, подвижный нож, а также оправку из двух частей, одна из которых установлена в разрезаемой трубе, а другая - в отрезаемой заготовке 1.
Целью изобретения является повышение )о производительности и надежности в работе.
Для этого штамп снабжен упором - съемником, установленным шарнирно на стойке, закрепленной на основании, с возможностью взаимодействия в горизонтальном положении с частью оправки, установленной 5 в отрезаемой заготовке, при этом подвижный нож выполнен из двух подпружиненных один относительно другого вкладышей с горизонтальным разъемом, а неподвижный нож выполнен из вертикально разме- „ щенных в клиновых пазах корпуса подпружиненных вкладышей.
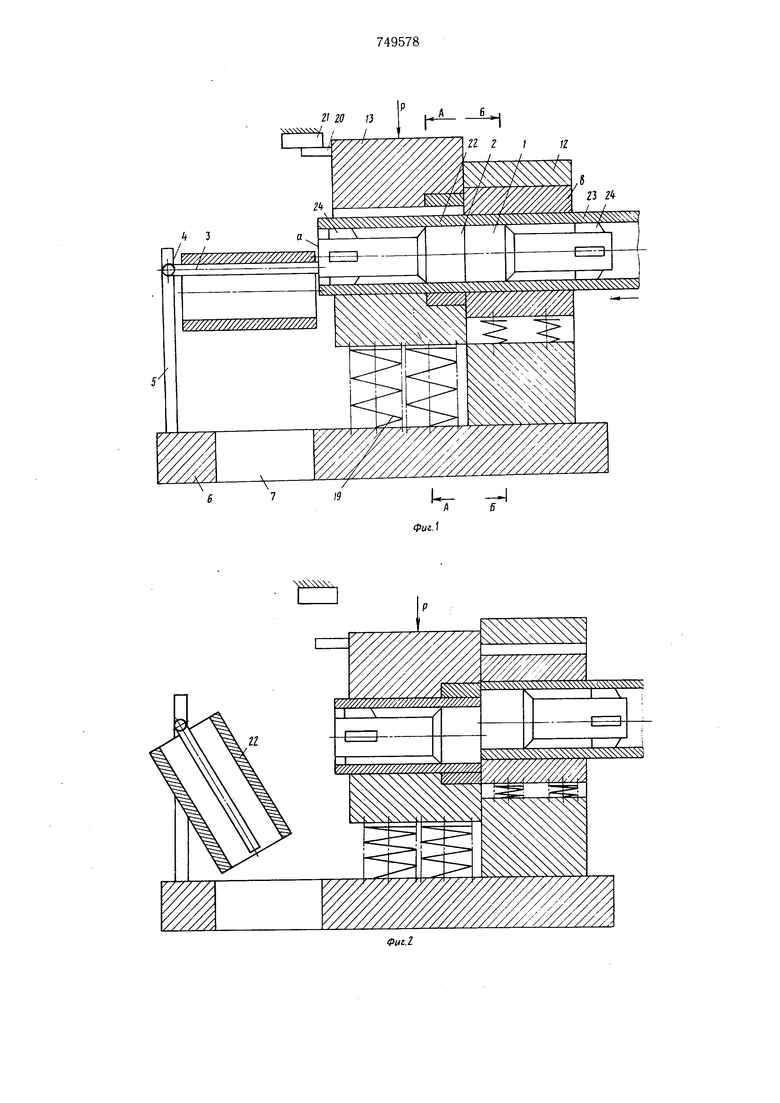
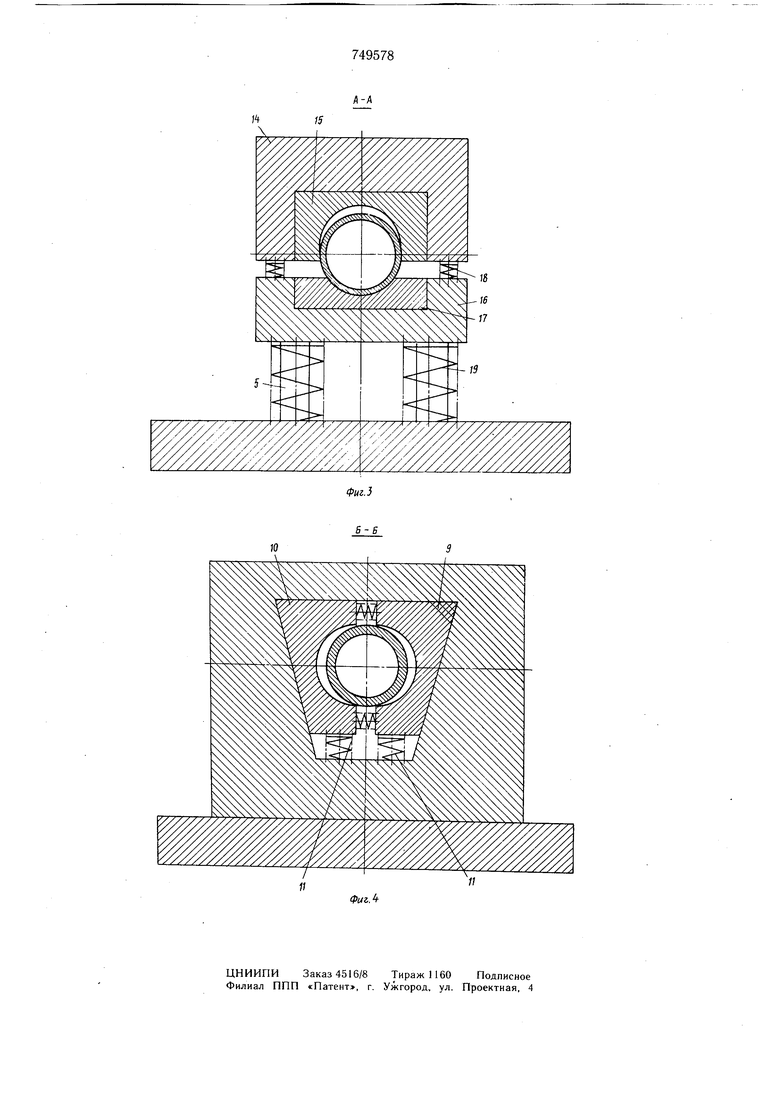
На фиг. 1 показан штамп в исходном положении, общий вид; на фиг. 2 - то же, в
момент отделения заготовки от трубы; на фиг. 3 - сечение А-А фиг. 1; на фиг. 4 - сечение Б-Б фиг. 1.
Штамп для безотходной резки труб содержит режущую оправку, выполненную из неподвижной части 1 и подвижной части 2, находящейся в контакте торцом «а с подвижным упором - съемником 3, который шарниром 4 фиксируется в горизонтальном положении. Ось шарнира закреплена на стойке 5, установленной на основании 6, в котором находится окно 7 для удаления изделий. Неподвижный нож 8 выполнен с дифференцированным зажимом и состоит из правого 9 и левого 10 вкладышей, разжатие которых осуществляется пружинами 11. Неподвижный нож установлен в неподвижном корпусе 12.
Подвижный нож 13 состоит из верхней части 14 с установленным в ней вкладышем 15, нижней части 16 с вкладышем 17. Верхняя и нижняя части подвижного ножа разводятся пружинами 18. Подвижный нож фиксируется в исходном положении пружинами 19. Ход верхней части подвижного ножа ограничен упором 20 и ограничителем перемещения 21. Отрезаемая заготовка 22 отделяется от трубы 23, удаляется упором - съемником 3. Неподвижная 1 и подвижная 2 части оправки имеют центрирующие губки 24. Неподвижная 1 и подвижная 2 части режущей оправки устанавливаются во внутреннюю полость трубы 23. Первоначально торец «а подвижной части режущей оправки ориентируется по плоскости торцовой части трубы и вместе с трубой доводится до упора - съемника 3. Обе части режущей оправки фиксируются внутри трубы центрирующими губками 24. Ползун пресса (на чертеже не показан) перемещает верхнюю часть 14 подвижного ножа 13, сжимает пружины 18, происходит плотное обжатие трубы между вкладыщами 15 и 17. После плотного обжатия трубы начнет перемещаться весь подвижный нож 13, сжимая пружины 19 и увлекая за собой трубу. Происходит обжатие трубы между вкладыщами 9 и 10 неподвижного ножа 8 с дифференцированным зажимом, при этом пружины II сжимаются. Вкладыщи 9 и 10 неподвижного ножа перемещаются по наклонным плоскостям неподвижного корпуса 12. Дифференцированный зажим выполнен для плотного обжатия трубы. После плотного обжатия трубы в подвижном ноже 13 и неподвижном ноже 8 при дальнейшем опускании подвижного ножа происходит отделение заготовки 22 от трубы 23. При возвращении ползуна пресса в исходное положение, пружины И, 18, 19 возвращают все части неподвижного ножа 8 и подвижного ножа 13 в исходное положение, этим обеспечивается соосность отрезанной заготовки и трубы и освобождаются зажимы неподвижного 8 и подвижного 13 ножей. Механизм подачи (на чертеже не показан) трубной заготовки подает трубу на один ход подачи, при этом удаляется отрезанная деталь. Ход верхней части подвижного ножа ограничен упором 20 и ограничителем перемещения 21. При подаче трубной заготовки в штамп режущая оправка, упираясь в упор - съемник 3, остается неподвижной относительно всех частей штампа, тем самым плоскость разъема подвижной и неподвижной частей режущей оправки остается неизменной и совпадающей с плоскостью реза, которую составляют подвижный и неподвижный ножи. Упор - съемник 3 фиксируется в горизонтальном положении шарниром 4. Удаление изделия производится при последующем цикле отрезки за счет отклонения упора - съемника от горизонтального положения через окно 7 в нижней плите 6. Возвращение упора - съемника в горизонтальное положение (механизм возврата на чертеже не показан) происходит при возвращении подвижного ножа в исходное положение. При этом перед началом подачи трубы в щтамп контакт между упором - съемником и торцом «а подвижной части оправки возобновляется. Описанная конструкция щтампа обладает высокой производительностью и надежностью в работе. Формула изобретения Штамп для резки труб на заготовки, содержащий основание, установленный на нем корпус со смонтированным в нем неподвижным ножом, подвижный нож, а также оправку из двух частей, одна из которых установлена в разрезаемой трубе, а другая - в отрезаемой заготовке, отличающийся тем, что, с целью повышения производительности и надежности работы, он снабжен упоромсъемником, установленным шарнирно на стойке, закрепленной на основании, с возможностью взаимодействия в горизонтальном своем положении с частью оправки, установленной в отрезаемой заготовке, при этом подвижный нож выполнен из двух подпружиненных один относительно другого вкладышей с горизонтальным разъемом, а неподвижный нож выполнен из вертикально размещенных в клиновых пазах корпуса подпружиненных вкладышей, Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР № 499062, кл. В 23 D 23/04, 1973.
