:(yk) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
под СЛОЕМ ФЛЮСА СТЕРЖНЕЙ ВТАВР


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки под флюсом стержней в тавр с элементами сортового профиля | 1990 |
|
SU1757813A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Способ дуговой приварки стержней к изделию с защитой флюсом | 1976 |
|
SU620345A1 |
| Рельсовый стыковой электросоединитель | 1985 |
|
SU1308512A1 |
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| Способ электродуговой приварки шпилек и сварки электрозаклепками под флюсом | 1954 |
|
SU99989A1 |
Изобретение относится к сварочно му оборудованию для электродуговой приварки анкерных стержней под слоем флюса и может быть использовано на строительной, площадке при монтаже металлического профилированного настила, а также в заводской технологии изготовления закладных деталей .
Известны пистолеты для электроду- д приварки втавр анкерных стержней к металлическим конструкциям СО, имеющие механизм отрыва и осадки стержня. Работа пистолетов построена на принципе автоматического воз- 15 буждения дуги при помощи электромагнита, обеспечивающего отрыв анкерного стержня от и зделия при включенном токе и погружении торца стержня в ванну с расплавленным металлом - с 20 последующим выключением сварочного тока.
Для защиты ванны наплавленного металла от воздействия атмосферного
воздуха приварка анкерных ст ержней ведется под слоем флюса, который одновременно задерживает вредные пары, выделяемые при сварке оцинкованнйго профилированного настила.
Ввиду использования электромагнитной системы, обеспечивающей отрыв и осадку анкерного стержня, зацепляемого в сменных цангах, изготовления отдельных узлов пистолета сложно. В известных пистолетах процесс подачи флюса в зону сварки не отработан, а наличие сменных цанг усложняет их комплектность.
Известно также устройство для электродуговой сварки под слоем флюса стержней втавр t2 , содержащее каркас с узлом перемещения стержня и стержнедержателем, а также флюсовую коробку с узлом для подачи флюса в зону сварки.
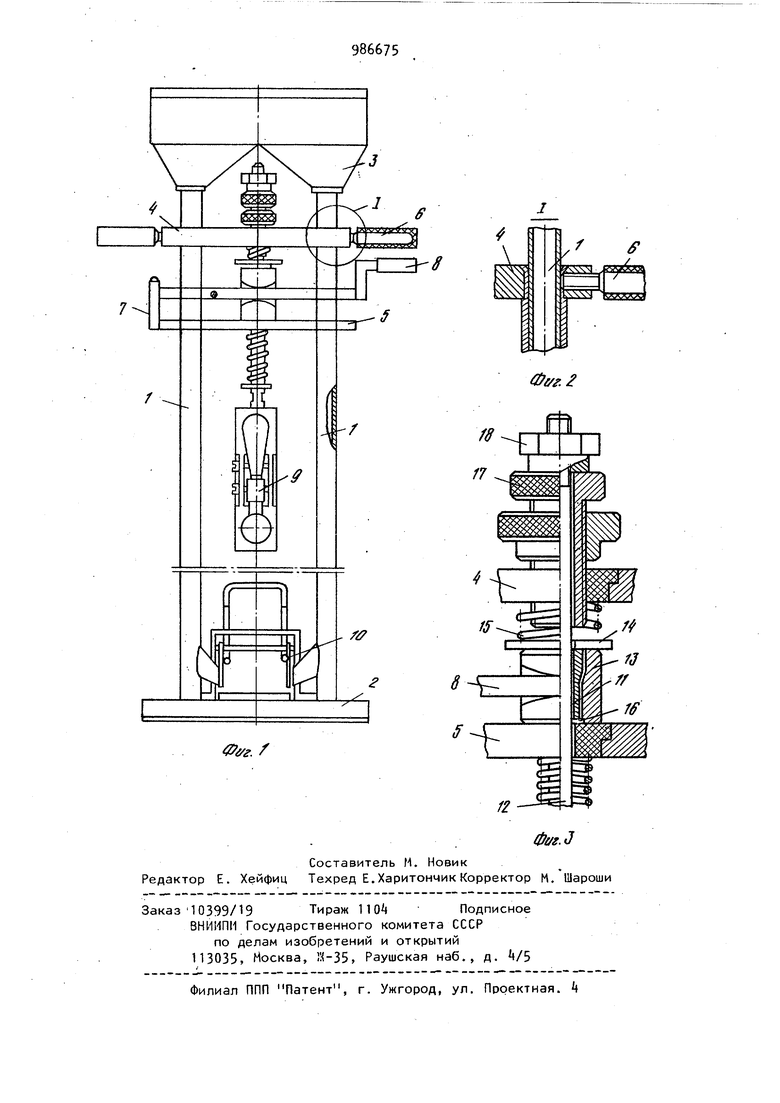
Данная конструкция устройства, имея строго ограниченный ход штока, предусматривает осадку анкерного стержня в дно сварочной ванны, что снижает качество сварного соединения. Сложная конструкция узла для подачи флюса в зону сварки увеличивает трудозатраты и снижает производительность труда, ФЬрмакаркаса и связанная с этим необходимость значительного усилия прижатия не всегда Позволяют ликвидировать возможные неплотности прилегания листа при креп лении профилированных настилов к ме таллическим конструкция, уто вызывает прожоги настила и снижает качество крепления. Цель изобретения - увеличение качества путем повышения стабильности величины начального дугового промежутка и глубинь погружения стержня в ванну наплавленного металла. Цель достигается тем, что в устройстве для электродуговой сварки под слоем флюса стержней втавр, сод жащем каркас с узлом перемещения стержня и стержнедержателем, а также флюсовой коробкой с узлом для подачи флюса в зону сварки, каркас устройства выполнен в виде направля щих полых шланг, связанных между со бой опорной плитой, узел перемещени стержня - в виде смонтированной на направляющих штангах подвижной рамки с двумя полками, на одной из которых установлена обойма с цангой и смонтированным внутри цанги штоком, а на другой полке, соосно штоку - регулировочный винт для устано ки величины дугового промежутка и стопорные ручки для фиксации рамки на направляющих, при этом стержнедержатель закреплен на упомянутом штоке, обойма с цангой и шток подпружинены к полке рамки с регулиров ным винтом, а на рамке цанги закреплен управляющий рычаг для переме щения обоймы цангиi Кроме того, флю совая коробка закреплена на направляющих штангах, а выходное отверстие коробки связано с внутренними полостями штанг, при этом узел для подачи флюса в зону сварки закреплен на опорной плите. На фиг. 1 изображен общий вид устройства для электродуговой приварки под флюсом анкерных стержней втавр; на фиг. 2 - узел 1 на фиг.1; на фиг. 3 - цанговый пружинно-рычаж ный механизм перемещения стержня. Устройствопредставляет собой пе реносную конструкцию, состоящую из двух направляющих полых штанг 1, соединенных между собой неподвижной опорной плитой 2 и флюсовой коробкой 3. На направляющих полых штангах .смонтирована подвижная рамка, состоящая из верхней k и нижней 5 ролок, соединенных между собой втулками. Фиксация фамки на направляющих производится двумя стопорными РУЧками 6, На нижней полке подвижНОИ рамки укреплен микровыключатель 7 с установленной на его Kopi пусе сигнальной лампой, включение которых осуществляется управляющим рычагом привода 8. Одновременно рычагом привода осуществляется отрыв и осадка анкерного стержня при помощи узла перемещения стержня, смонтированного по центру подвижной рамки. Анкерный стержень крепится в стержнедержателе 9, представляющем эксцентриковый зажим. На нижней опорной плите установлен педально-шиберный узел 10 для подачи флюса в зону сварки. Узел перемещения стержня обеспечивает отрыв и осадку erov Он представляет собой цанговый пружинно-рычажный узел (фиг. 2 ), состоящий из цангового зажима 11, внутри которого проходит подпружиненный шток 12. Цанговый зажим смонтирован в корпусе обоймы 13, на торцовой поверхности которой укреплена упорная шайба 1A. Корпус обоймы поджимается к нижней полке 5 подвижной рамки разжимной возвратной пружиной 15, а цанговый зажим 11 садится в проточку 16, обеспечивая зазор между внутренней поверхностью цангового зажима и штоком. Для обеспечения заданной величины отрыва стержня предусмотрен регулировочный винт 17, который контрится гайкой 18. Приварка анкерных стержней под флюсом к металлической конструкции осуществляется следующим образом. Регулировочным винтом 17 устанавливается величина начального дугового промежутка, которая контролируется расстоянием между корпусом обоймы 13 и нижней полкой 5 подвижной рамки. Анкерный стержень закрепляется в стержнедержателе 9 таким образом, чтобы выступающая-за его пределы часть неподвижной опорной плиты 2 была равна величине осадки, которая достигается перемещением подвижной рамки с последующей ее фиксацией стопорными ручками 6. После выполнения вышеперечисленных операций пистолет вертикально устанавливается на металлическую конструкцию и за счет усилия, приложенного к стопорным ручкам 6, анкерный стер жень поджимается к металлическому элементу. При этом, в случае крепления оцинкованного профилированного листа к металлической конструкции возможные неплотности его прилегания в зоне приварки анкерного стержня ликвидируется. При открывании затвора педально-шиберного механизма 10 подается в зону сварки определенная доза флюса, после чего нажатием рычага привода 8.включается сварочный ток и происходит отрыв анкерного стержня с возбуждением св рочной дуги и включением сигнальной лампы, расположенной на корпусе мик ровыключателя 7. По истечении заданного времени сварки сигнальная лампа гаснет, опускается рычаг 8 и анкерный стержень под действием воз вратных пружин погружается на задан ную величину в ванну расплавленного металла. После кристаллизации ванны расплавленного металла приваренный стержень освобождается из стержнедержатеЛя и пистолет переносится на следующую позицию. Возможность увеличения прижатия элемента профилированного наст.ила к металлической конструкции в места приварки анкерных стержней совместно с контролем и регулировкой величины отрыва и осадки стержня позволяет обеспечить требуемое качество крепления профилированного нести ла и сварного соединения в целом. Формула изобретения 1. Устройство для электродуговой сварки под слоем флюса стержней вта.в 56 содержащее каркас с узлом перемещения стержня и стержнедержателем, а также флюсовой коробкой с выходным отверстием и узлом для подачи флюса в зону сварки.отличающеес я тем, что, с целью повышения качества путем увеличения стабильности величины начального дугового про|Межутка, каркас устройства выполнен в виде направляющих полых штанг, связанных Между собой опорной плитой, а узел перемещения стержня - в виде смонтированной на направляющих штднгах подвижной рамки с двумя полками, на одной из которых установлена обойма с цангой и смонтированным внутри цанги штоком, а на другой полке, соосно штоку - регулировочный винт для установки величины дугового промежутка и стопорные ручки для фиксации рамки на направляющих, Г1ри этом стержнедержатель закреплен на упомянутом штоке, обойма с цангой и шток подпружинены к полке рамки с регулировочным винтом, а на обойме цанги закреплен управляющий рычаг для перемещения рамки. 2. Устройство по п.1, отличающееся тем, что, с целью упрощения узла для подачи флюса в зону сварки, флюсовая коробка закреплена на направляющих штангах, а выходное отверстие коробки связано с внутренними полостями штанг, при этом узел для подачи флоса закреплен на опорной плите. Источники информации, принятые во внимание при экспертизе 1.Вайнбойм Д. И. Автоматическая дуговая точечная сварка. М., Машиностроение, 1966. с.35. 2.Авторское свидетельство СССР М 251116, кл. В 23 К 9/20, 25.01.1968 (прототип).
