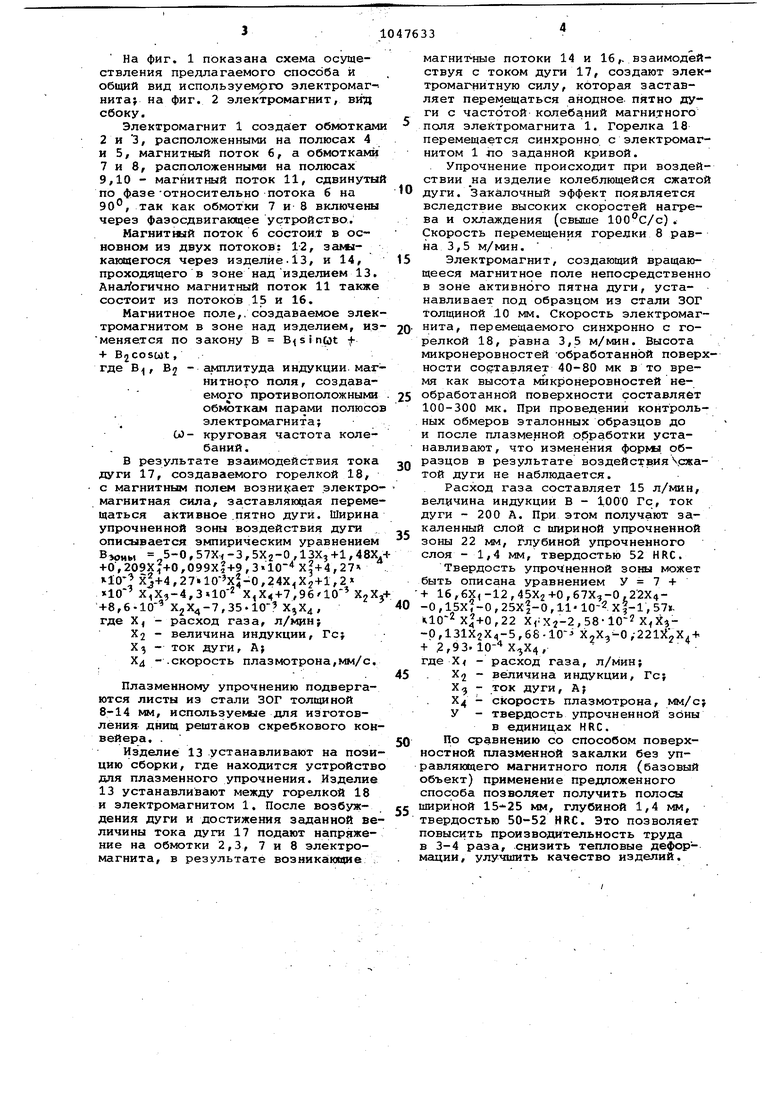
Изобретение относится к способам дуговой обработки металлов магнитоуправляемой дуги и может быть, использовано в различных -отраслях машиностроения (угольном машиностроении, станкостроении, химическом машиностроении и др.) . Известен способ сварки магнитоуправляемой дугой, при котором для повышения качества сварных срединеНИИ при сварке на повышенных скорос .тях на дугу воздействуют продольным переменным магнитным полем 1 . Известен способ сварки магнитоуправляемой дугой, при котором для повышения качества сварных соединений нержавеющих труб на дугу воздей ствуют поперечным переменным магнит ным полем 2 ., При Этом в обоих случаях электромагнитную систему устанавливают на горелке или в непосредственной близости от нее со стороны обрабатываемой поверхности. Это приводит к увеличению габаритов, необходимос ти защиты электромагнитного устройства от интенсивного теплового пото ка, отраженного от обрабатываемого изделия, и забрызгивания расплавле ным металлом и шлаком, созданию гр моздкой системы водоохлаждения. Кроме того,,при близком расположении электромагнитного устройства к источнику образования дуги за сче магнитных потоков рассеянияувеличивается неустойчивость катодного пятна дуги, что приводит к нестабильности тепловых явлений внутри дуги и ухудшению качества протекающего процесса. Наиболее близким по технической сущности к предлагаемому является способ дуговой обработки металлов с использованием управляющего магнитного поля, создаваемого электромагнитом, который располагают со стороны, противоположной обрабатыва емой поверхности. В способе используют импульсное знакопеременное маг нитное поле, вектор магнитной индук ции которого ориентирован перпендикулярно к направлению тока, протека ющего по ванне, причем магнитным полем воздействуют на хвостовую часть сварочной, т.е. электромагнит перемещают синхронно с дугой з , Недостатками данного способа являет;ся то, что при его использовани для упрочнения поверхностного слоя изделий из-за воздействия магнитного управляющего поля в основном на хвостовую часть сварочной ванны качество обработанных изделий являетс невысоким, значительны тепловые деформации, а вследствие узкой зоны упрочнения невысока производительность обработки.. Цель изобретения - повышение производительности труда, снижение тепловых деформаций и улучшение ко- личества изделий. Цель достигается тем, что согласно способу дуговой обработки металлов с использованием управляющего магнитного прля, создаваемого электромагнитом, который располагают со стороны, противоположной обрабатываемой поверхности, и перемещают синхронно с дугой, для управления используют вращающееся магнитное поле с силовыми линиями, расположенными в плоскости активного пятна дуги. Использование вращающегося магнитного поля в процессе плазменного упрочнения улучшает качество поверхности , уменьшает высоту микронеровностей на 40-100 мк, увеличивает ширину упрочненной зоны, увеличивает толщину возникающего белого слоя и повышает износостойкость упрочненной зоны в 1,5-1,7 раза. Закалка изделий при этом процессе может происходить на воздухе и с применением охлаждающих сред« Разработанные сменные плазмотроны различных габаритов дают возможность производить плазменную закалку внутренних поверхностей изделий диаметром не менее 65 мм. Напряженность .магнитного потока, создаваемого электромагнитом и воздействующего на анодное пятно дуги в зоне над изделием, изменяется по высоте в зоне над изделием по закону, близкому к экспоненциальному, вследствие чего величина ее в районе катодной зоны чрезвычайно мала, т.е. магнитное поле практически не воздействует на столб дуги в катодной зоне, что повышает устойчивость столба дуги. При использовании предлагаемого способа колебания анодного пятна дуги практически не передаются на катодную зону и столб в районе катодной зоны остается неподвижным, что также повышает срок службы катода и позволяет расширить ширину зоны воздействия дуги. Создание магнитного поля в зоне активного пятаа дуги позволяет ста.билизировать процесс и увеличить зону воздействия дуги. Расположение ве.ктора вращающегося магнитного поля, создаваемого электромагнитом в плоскости, перпендикулярной направлению тока дуги, способствует увеличению ширины упрочненной зоны, В случае, если вектор индукции магнитного поля, создаваемого электромагнитом, не перпендикулярен оку дуги, то ширина упрочненной зоны уменьшается по синусоидальному закону.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145643C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2386705C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280110C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457282C1 |
| Устройство для пайки магнитоуправляемой дугой в вакууме | 1985 |
|
SU1318358A1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092580C1 |
СПОСОБ ДУГОВОЙ ОБРАБОТКИ , МЕТАЛЛОВ с использованием управляющего магнитного поля, создаваемого электромагнитом, который располагают со тороны, противоположной обраба;сываемой поверхности, и перемещают синхронно с другой, о т л и ч а ю щ и и с я тем, что, с целью повьвиения производительности труда, снижения тепло х деформаций и улучшени я качества изделий, для управления используют вращающееся магнитное поле с силовыми ликиями, расположенными в плоскости активного пятна дуги, 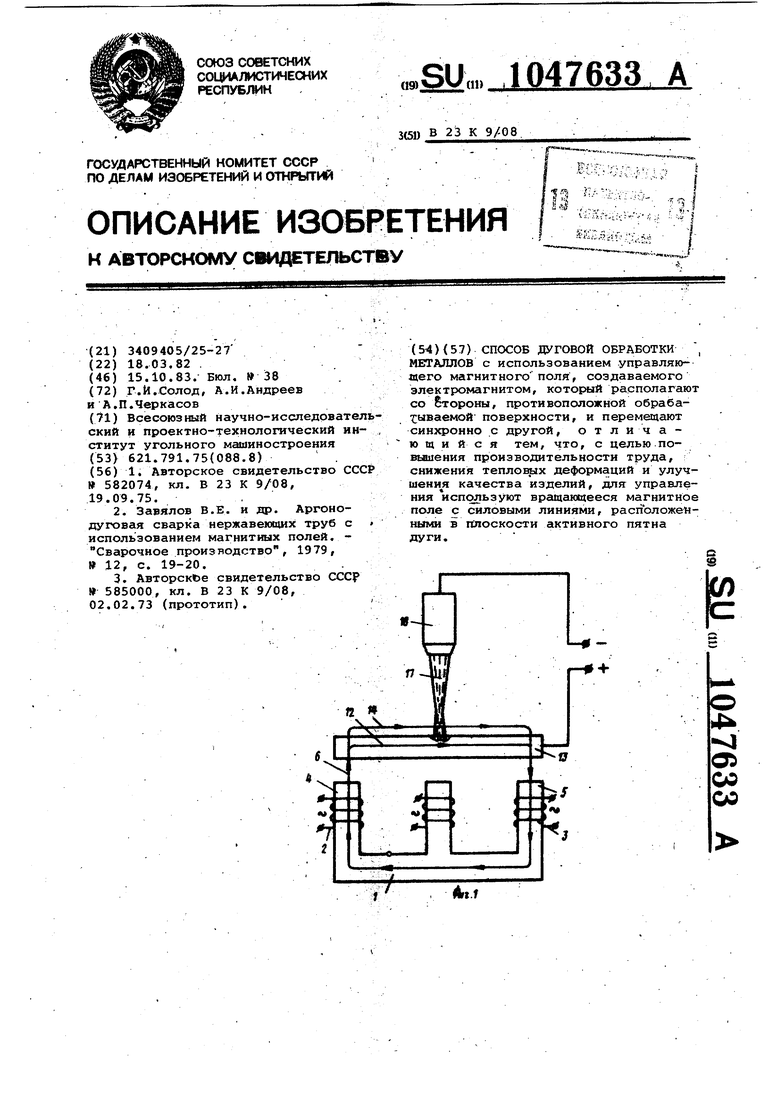
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки дугой, управляемой магнитным полем | 1975 |
|
SU582074A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и др | |||
| Аргонодуговая сварка нержавеющих труб с использованием магнитных полей | |||
| Сварочное производство, 1979, 12, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
