Изобретение относится к сварке и может быть использовано преимущественно при сварке под флюсом плавящимся электродом в аксиальном магнитном поле.
Известны мундштуки для сварки плавящимся электродом, предназначенные для направления электрода в сварочную ванну и для подвода к не му тока и содержащие корпус с каналом для направления проволоки и разные по конструктивному выполнению токоподводы, которые для улучшения, качества металла шва, дополнительно снабжены устройствами соз Дания и ВВОД& в зону сварки управлющих аксиальных магнитных полей.
Токоподвод и электромагнит ввод поля представляют собой два независимых узяа. Сердечник электромагнита выполнен из трансформаторной стали, что в некоторой мере снижает его нагрев вследствие вихревых токов 1, и 2.
Однако эти устройства в значительной мере разогреваются от телладуги, а электромагнит, кроме того, - током, протекающим по обмотке. Охлаждение предусматривается лишь естественное, что делает невозможным использование указанного мундштука в течение длительного времени. Кроме того, габариты устг ройства настолько велики, что значительно снижают его маневренность.
Известен охлаждаемый сварочный пистолей с дополнительным каналом для подачи воздуха. Этот канал образован наружной поверхностью кЬрпуса и внутренней поверхностью кожуха. Таким образом, воздух, про ходящий по этой полости, охлаждает как поверхность корпуса, так .и поверхность кожуха 31.
Однако эффект охлаждения здесь недостаточен, так как такое решение позволяет лишь активно разгородить и уменьшить теплопередачу от корпуса к кожуху либо достаточно охладить кожух. Внутренние же части инструмента при длительной рботу будут горячими,
Наиболее близким по технический С1Ш1Ности и достигаемому эффекту к изобретению является устройство для сварки плавящимся электродом магнитоуправляемой дугой, содержащее мундштук с токоподводящим наконечником и корпусом из ферромагг нитного маФериаЛа, на которой расположена обмотка электромагнита. Корпус выполнен с водоохлаждающей ру.башкой. В верхней части предусморено место для крепления к головке сварочного аппарата. Электродная -проволока в зону сварки проходит fepe3 канал, выполненный вдоль
оси мундштука. Применение в качестве охлаждающей -среды - жидкости позволяет активно охлаждать корпус мундштука .4 .
Однако применение жидкости в качестве охлаждающей среды опасно как с точки зрения технологии, так и в отношении безопасности работы, так как в случае прорыва подводящих магистралей либо нарушения герметичности соединений происходит заливание места сварки жидкостью, что приводит к дефектам в сварном соединении и может быть причиной ожогов оператрра-сварщика.
5 Кроме того, эффективное охлаждение корпуса мундштука не является достаточным условием Для охлаждения обмотки электромагнита, так как эффективно охлаждаются лишь
Q те слои обмотки, которые находятся в нёпосредстззенном соприкосновении с корпусом, остальные же витки охлаждаются за счет теплопередачи от более нагретых к менее нагретым слоям. Это не позволяет применять достаточное количество слоев обмотки и поэтому такие электромагниты имеют значительную Длину, что . также отрицательно сказывается на коэффициенте полезного дейст0 ВИЯ такого устройстваi
Цель изобретения - повышение надежности и удобства в эксплуатации устройства.
Цель достигается тем, что в устройстве для сварки плавящимся электродом магнитоуправляемой дугой., . содержащем мундштук с токоподводящим наконечником и корпусом из ферромагнитного материала, на Q котором расположена обмотка электромагнита, обмотка выполнена из нескольких изолированных ленточных катушек со спиральными каналами для охлажданицей среды, образованными ленточными витками, и с уменьщающиМся в направлении к токоподводящему наконечнику числом витков, при этом смежные катушки имеют противоположное направление на вивки, а в корпусе мундштука вы
0 полнёны канал для охлаждающей среды и соединенные с ним через дросселирующие отверстия .расширительные камеры, каждая из которых соединена, с одним из .спиральных каналов катушек, при этом диаметры дросселирующих отверстий пропорциональны длинам спиральных каналов .
.. Противоположное направление наd вивки смежншс катушек позволяет конструктивно расположить их концы то Внутри, то снаружи катушки, что позволяет короткими перемычками соединить все катушки. Это обеспечивает достаточную компактность
рбмотки электромагнита, устраняет перекрещивание соединительных элементов, что сохраняет заданное направление протекания тока, упрот щает систему охлаждения каждого. . витка.
Применение воздушной системы охлаждения взамен водяной упрощает его эксплуатацию за счет исключения второго (сливного) шланга, что, кроме ;гого, улучшает маневренность мундштука, причем исключается вероятность .заливания места сварки водой. Принудитель-ная система охлаждения корпуса и каждого витка катушек делает
:штук способным работать длительное время, исклк)чается возможность перегрева отдельной части обмотки или ее отдельных витков, что значительно повышает надеисность самого устройства. .
Уменьшающееся число витков катушек в направлении -к токоподводящему наконечнику позволяет улучшить обзор зс ны сварки, а также Обеспечивает применимость мундштука в труднодоступных местах, таких как угловые швы, толстолистовые конструкции с глубокой разделкой и т.п. Меньшему количеству витков катушки соответствует меньшее сопротивление прохождению по ней потока
воздуха. Поэтому против катущки с меньшим сопротивлением воздуху выполнено меньшее /1росселирукицее отверстие, что позволяет уравнивать потоки воздуха, а .также степень охлаждения каждого витка.
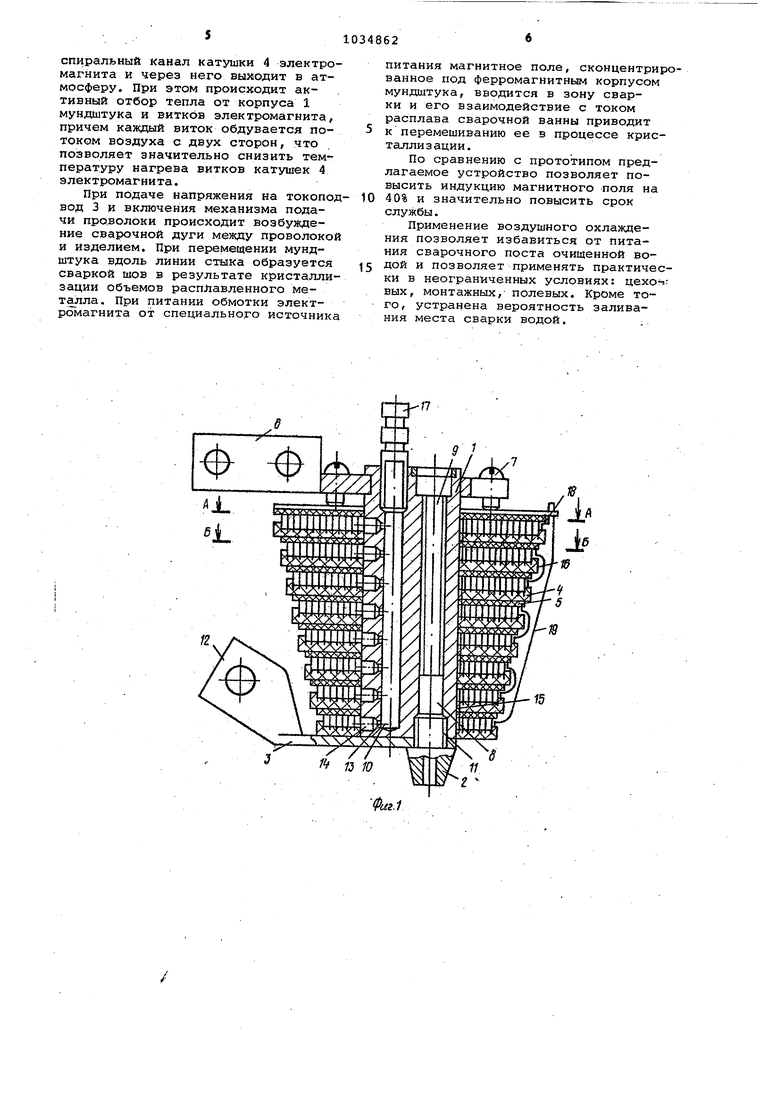
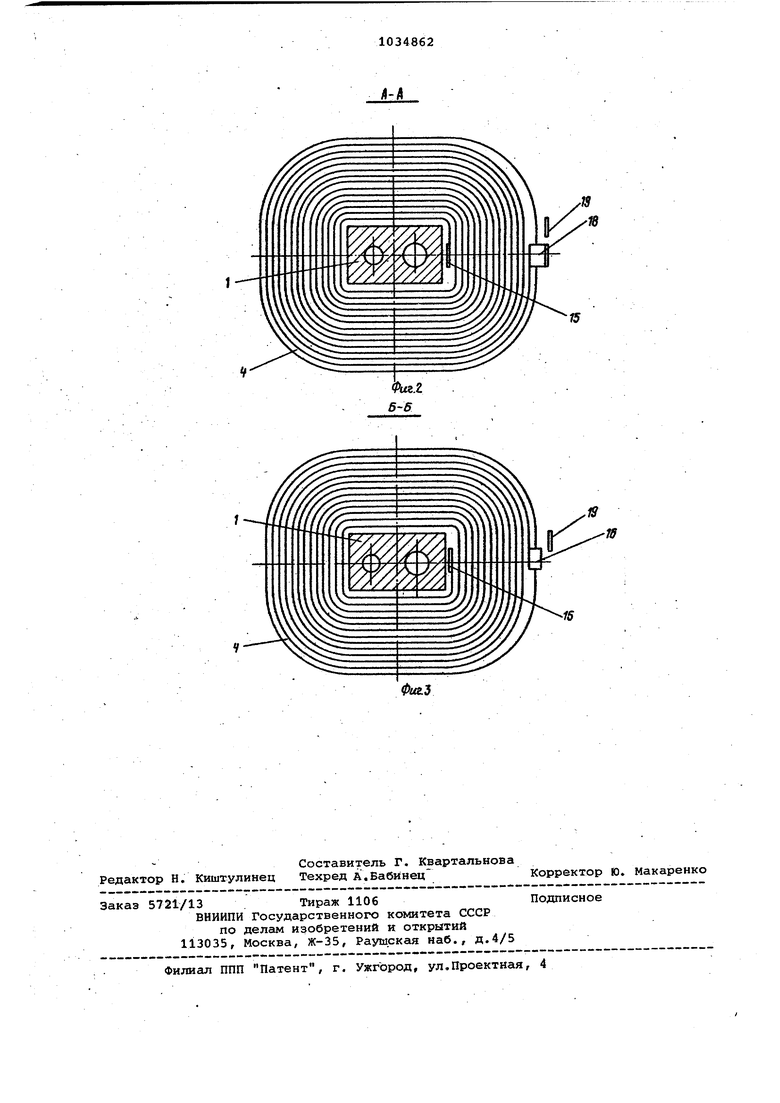
На фиг. 1 показан мундштук, осевое сечение, на фиг. 2 - .разрез А-А .на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 1.
Мундштук состоит из корпуса 1, выполненного из ферромагнитного материала, на Котором размещенытокоподводящий наконечник 2 с токо-подводом 3, обмотка электромагнита, собранная из катушек 4, и уплотнительных резиновых прокладок 5 и кронштейна 6. Крошитейн б служит для укрепления сварочного мундштука на сварочной головке, кроме того, в tiero ввинчены винты 7, KOTOi%ie сжимают весь набор катушек 4 и прокладок, обеспечивая тем;самым герметичность их соединения. В корпусе 1 вы1Г10лнен канал 8 для направления сварочной проволоки с предупреждающей его иэоос
сменной втулкой 9 и канал 10 для . подведения охлаждакнцей среды (сжатого fasa) . На нижнем конце канала 8 для направления сварочной проволоки выполнена резьба 11, куда
ввинчен токоподводящий наконечник 2, прижимающий токоподвод 3, выполненный с отверстием для пОдсоединения сварочного кабеля 12. Дросселирующие отверстия 13, выполненные в корпусе 1, соединяют канал 0 для подвода сжатого воздуха с расширительными камерами 14. Каждая из расширительных камер 14 соединена со спиральным каналом одной из катушек 4.
Витки катушек 4, выполненные из медной полосы, одним краем защемлены в каркасе кату1лки и находятся
10 на определенной дистанции друг от друга. Этим обеспечивается.изоляция витков-и в то же время между витками образуется спиральный канал, ; который предназначен для пропуска5ния воздуха из расширительной камеры 14 в атмосферу. Витки выполнены из тонкого листа, что значительно увеличивает поверхность теплообмена по сравнению с витками круг0лого сечения такой же проводимости. Направление навивки смежных катушек противоположное. Таким образом, перемычки 15 и 16 соединяют конец одной катушки 4с началом
5 другой катушки 4 по кратчайшему пути. Расширительные камеры 14 от.делены одна от другой резиновыми прокладками и основанием катушек 4, что позволяет направлять воздух из каждой камеры 14 строго по
0 определенному каналу катушки 4. Длина канала каждой катушки 4 определяет сопротивление его прохождению воздуха. Для улучшения маневренности, увеличения возможного
5 угла наклона мундштука либо применения его при сварке в разделку а также увеличения угла обзора катушки.4 имеют различное количество витков, а следовательно, сопротив0ление каждой катушки 4 прохождению воздуха различно. Дросселирование воздуха, определяемое разницей давлений до и после дросселирующего отверстия, поэтому тоже
5 может быть разным. Для управления потоком воздуха во всех катушках . диаметры дросселирующих отверстий 13, выполненных в корпусе, различной величины. Против катушки 4 с :меньшей длиной спирального кана0ла выполнено отверстие с меньшим диаметре и наоборот. Штуцер 17 служит для закрепления воздухоподводящей трубы, токоподводящие шины 18 и 19 - для питания электро5магнита.
В процессе работы сжатый воздух по штуцеру 17 поступает в канал 8 и оттуда через дроссе.лиру60 кхцие от&ерстия 13 в расширительные камеры 14. При этом происходит ади: абатическое расширение сжатого воз; духа и он охлаждается Охлаждае-х ;.мый таким образом воздух омывает 65 корпус мундштука и устремляется в
спиральный канал катушки 4 электромагнита И через него выходит в атмосферу. При этом происходит активный отбор тепла от корпуса 1 мундштука и витков электромагнита, причем каждый виток обдувается потоком воздуха с двух сторон, что позволяет значительно снизить температуру нагрева витков катушек 4 электромагнита.
При подаче напряжения на токоподвод 3 и включения механизма подачи проволоки происходит возбуждение сварочной дуги между проволокой и изделием. При перемещении мундштука вдоль линии стыка образуется сваркой шов в результате кристаллизации объемов расплавленного металла. При питании обмотки электромагнита от специального источника
питания магнитное поле, сконцентрированное под ферромагнитным корпусом мундштука, вводится в зону сварки и его взаимодействие с током расплава сварочной ванны приводит к перемешиванию ее в процессе кристаллизации.
По сравнению с прототипом предлагаемое устройство позволяет повысить индукцию магнитного поля на
0 40% и значительно повысить срок службы.
Применение воздушного охлаждения позволяет избавиться от питания сварочного поста очищенной водой и позволяет применять практически в неограниченных условиях: цехоч вых, монтажных,- полевых. Кроме того устранена вероятность заливания места сварки водой. ;

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для сварки плавящимся электродом | 1984 |
|
SU1194622A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЬЧИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ, содержащее мундштук с токоподводящим наконечником и корпусом иэ ферромагнитного материала, на котором расположена обмотка электромагнита, отличающ е е с -я тем, что, с целью повышения надежности и удобства в эксплуатации, обмотка выполнена из нескольких изолированных ленточных катушек со спиральными каналами для охлаждакмцей среды, образованными ленточными витками, и с уменьшающимся в направлении к токоподводящему наконечнику числом витков, при этом смежные катушки имеют противоположное направление на(П вивки, а в корпусе мундштука выполнены канал для охлаждаквдей среды и соединенные с ним череэ дросселирующие отверстия расширительные камеры, .каждая из которых соединена с одним из спиральных каналов катушек, при этом диаметры дросселирующих отверстий пропорциональны. длинам спиральных каналов. С 00 О5 ю
/7
гг.;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бельфон М.Г., Патон Б.Е | |||
| Оборудование для дуговой и шлаковой сварки и наплавки | |||
| М., Высшая 1974, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Устройства ввода управлякяцего магнитного поля при сварке с применением электромагнитного перемешивания жидкого металла ванны, - Сварочное производство, 1977, № 11, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и др | |||
| Устройства ввода управляющего магнитного поля при сварке с применением электромагнитного перемешивания жидкого металла ванны | |||
| - Сварочное производство , 1977, 11, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
