987
;о ел
О5
4;;
Изобретение относится к производству и переработке химических волокон и предназначено для безузлового соединения кон- црв комплексных нитей.
Целью изобретения является улучшение качества соединения концов комплексных нитей при обработке турбулентными потоками воздуха и, в первую очередь, улучшение разрывных характеристик.
На чертеже представлена технологическая схема процесса пневмосоединения концот комплексных нитей.
На чертеже обозначены: соединяемые нити 1 и 2, свободные концы 3 и 4 соединяемых нитей, зажимы 5 и 6, камера 7 пнев- 1Уообработки, пневмосоединяющее устройство 8, канал 9 для подачи сжатого воздуха.
Способ пневматического соединения кон- UOB комплексных нитей осуществляют сле- дуюшим образом.
Концы нитей 1 и 2 накладывают друг fia друга внахлест, вводят в камеру пневмо- обработки 7 и в зажимы 5 и 6 пневмосое- линяющего устройства 8. Концы нитей обрезают около зажимов 5 и 6 с наружной стороны. В камеру 7 пневмообработки для соз- л.ания турбулентных потоков подают сжатый Еоздух, например, через канал 9 (один или несколько). Элементарные нити при этом переплетаются, натягиваясь до такой степе- Ь|И, что дальнейшее их переплетение пре- ь:ращается. Затем один или оба зажима 5 t 6 перемепдают на величину около 0,05 пер- ноначальной длины в направлении друг к другу. При этом натяжение с нитей снимается и элементарные нити получают дополнительную возможность перемещаться в поперечном направлении, что улучшает способ- кость их к взаимному переплетению. После некоторой выдержки (0,1-2 с) зажимы 5, 6 перемещают в обратном направлении и элементарные нити снова натягиваются. При ;|том образовавшиеся при пневмообработке ii свободном состоянии петли из элементарных нитей распрямляются, частично перестраивается под воздействием продольной нагрузки структура переплетения. После не- фольшой выдержки в растянутом состоянии fO,l-2 с) зажимы 5, 6 опять сближают, Ф элементарных нитей на соединяемом участ- ike снимается натяжение и несоединенные участки элементарных нитей за счет этого Сплетаются в уже образовавшуюся структуру; продольном перемещении зажимов 5, 6 К центру устройства происходит необходимое продольное сокращение элементарных Нитей по длине при их поперечном переме- дении и изгибе в переплетенном участке.
Затем нити снова растягивают и циклы сокращение - растяжение повторяют. Оптимальное количество циклов и длительность (тневмообработки зависит от параметров соединяемых нитей (линейная плотность и количество элементарных нитей, форма поперечного сечения, характеристики материала
5
нитей, количество кручении, замаслива- тель), параметров пневмосоединяющего устройства и давления воздуха.
Для большинства видов нитей технического назначения оптимальное количество цик- лов лежит в пределах 2-10 при длительности импульса пневмообработки 1 -10 с.
Циклы сокращение - растяжение участка соединяемых нитей можно осуществлять как в автоматическом режиме, так и вруч- 0 ную. Свободные концы 3 и 4 удаляются с переплетенного участка обрезкой.
Максимальная длина пневмосоединяемо- го участка равна расстоянию между зажимами 5, 6 и может регулироваться. Получаемое соединение плотно переплетено, компактно, гибко, легко проходит через нитепро- водящую гарнитуру при переработке.
Данный способ пригоден для пневмосоединяющих устройств любой конструкции, но
наиболее эффективен при соединении комQ плексных нитей с обрезкой концов снаружи
от зажимов 5, 6.
Пример 1. Проводилось пневматическое соединение концов полиарамидных нитей структуры 93,5 текс f 300 z 100 в цилиндрической камере для пневмообработки диа- 5 метром 4 мм и длиной 30 мм, в которую подавали сжатый воздух давлением 3 кгc/cм через два канала диаметром 1,2 мм и длиной 1,2 мм. Каналы для подачи воздуха имели общую ось, пересекающую ось камеры пневмообработки и перпендикулярную к ней. Пневмосоединение производилось следующим образом. В период времени 1 с соединяемый участок наложенных друг на дру- на внахлест и находящихся в ка.мере пневмообработки и в зажимах концов нитей под натяжением около 0,5-0,55 гс/текс сокращали на величину 0,05 первоначальной длины и опять растягивали с усилием 0,1 - 0,15 гс/текс.
Пример 2. Аналогичный примеру 1, только образец обрабатывали в течение 2 с с двумя циклами сокращения длины соединяемого участка.
Пример 3. Аналогичный примеру 1, однако образец обрабатывали в течение 3 с, с тремя циклами сокращения длины соединяемого участка.
Пример 4. Аналогичный примеру 1, однако образец обрабатывали в течение 4 с, с четырьмя цикла.ми сокращения длины соединяемого участка.
Пример 5. Аналогичный примеру 1, одна- д ко образец обрабатывали в течение 5 с, с пятью цикла.ми сокращения длины соединяемого участка.
Примеры 6-10 (сопоставительные). Для сравнения нарабатывались образцы из той же нити, на которых пневмообработка про- 5 водилась в том же устройстве, при этом же давление воздуха, при одинаковой длине соединяемого участка под натяжением 0,1 - 0,15 гс/текс при той же длительности пнев0
5
0
5
мообработки, что и в примерах 1- сокращений, т. е. по прототипу.
1409564 -5, но без
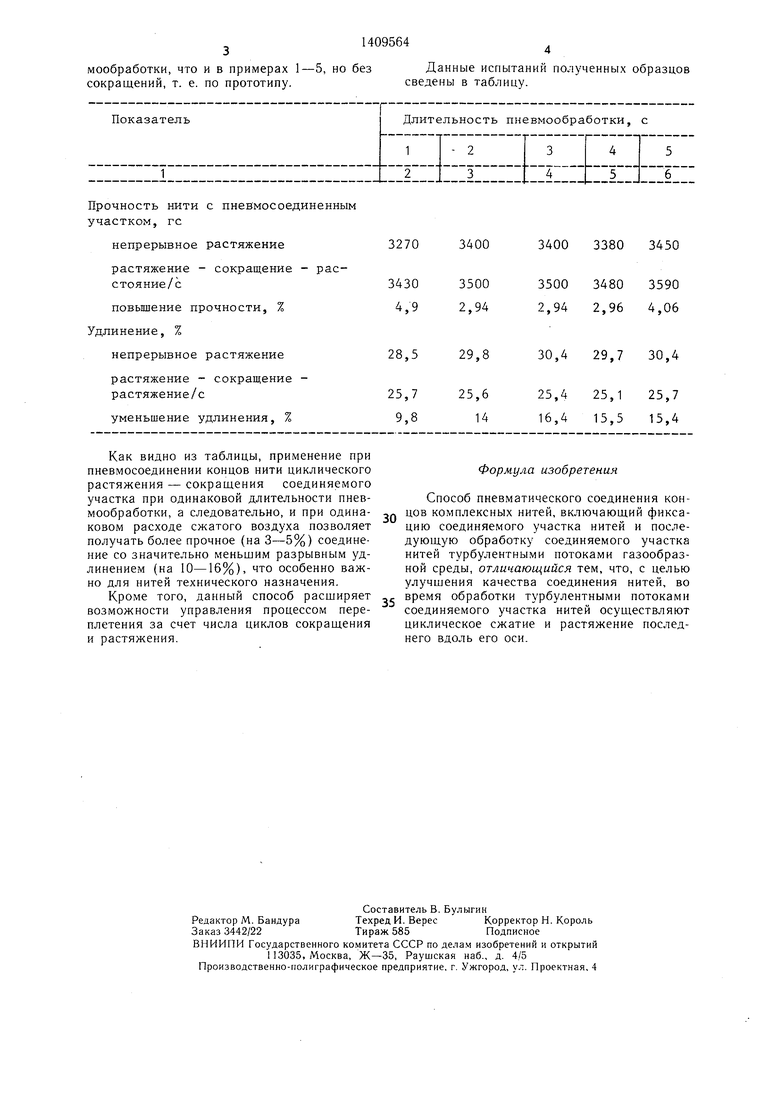
Данные испытаний полученных образцов сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕТЕЛЬНАЯ УТОЧНАЯ НИТЬ ДЛЯ КОРДНОЙ ТКАНИ И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ НИТИ | 1996 |
|
RU2112092C1 |
| Способ получения вискозной разноокрашенной многокомплексной нити | 1988 |
|
SU1583485A1 |
| ШВЕЙНАЯ ЗАЩИТНАЯ НИТЬ | 2002 |
|
RU2216613C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОЙ КОМБИНИРОВАННОЙ ОБЪЕМНОЙ НИТИ | 1991 |
|
RU2011705C1 |
| ТЕРМОСТОЙКАЯ ШВЕЙНАЯ НИТКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2402649C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМОПЕРЕПЛЕТЕНИЯ КОМПЛЕКСНЫХ НИТЕЙ | 1993 |
|
RU2049172C1 |
| Способ получения комбинированной полиэфирной нити | 1986 |
|
SU1353849A1 |
| Электроизоляционная лента | 1987 |
|
SU1467574A1 |
| ТКАНЬ ДЛЯ БАЛЛИСТИЧЕСКОЙ ЗАЩИТЫ | 1997 |
|
RU2126856C1 |
| Петельная нить | 1983 |
|
SU1313912A1 |
Изобретение относится к производству и переработке химических волокон и предназначено для безузлового соединения концов комплексных нитей. Цель изобретения - улучшение качества соединения концов комплексных нитей при обработке турбулентными потоками воздуха и, в первую очередь, улучшение разрывных характеристик. Способ пневматического соединения концов комплексных нитей включает фиксацию длины соединяемого участка нитей 1 и 2 подвижными зажимами 5 и 6 в зоне камеры пнев- мообработки 7 и обработку турбулентными потоками газообразной среды через канал 9 устройства 8. Соединяемый участок нитей во время пневмообработки циклически со- крашают и расширяют. 1 ил.
Прочность нити с пневмосоеди участком, ГС
непрерывное растяжение
растяжение - сокращение - стояние/с
повышение прочности, %
Удлинение, %
непрерывное растяжение
растяжение - сокращение растяжение/с
уменьшение удлинения, %
Как видно из таблицы, применение при пневмосоединении концов нити циклического растяжения - сокращения соединяемого участка при одинаковой длительности пнев- мообработки, а следовательно, и при одинаковом расходе сжатого воздуха позволяет получать более прочное (на 3-5%) соединение со значительно меньшим разрывным удлинением (на 10-16%), что особенно важно для нитей технического назначения.
Кроме того, данный способ расширяет возможности управления процессом переплетения за счет числа циклов сокраш,ения и растяжения.
33803450
34803590
2,964,06
29,730,4
25,125,7
15,515,4
Формула изобретения
Способ пневматического соединения кон- цов комплексных нитей, включающий фиксацию соединяемого участка нитей и последующую обработку соединяемого участка нитей турбулентными потоками газообразной среды, отличающийся тем, что, с целью улучшения качества соединения нитей, во время обработки турбулентными потоками соединяемого участка нитей осуществляют циклическое сжатие и растяжение последнего вдоль его оси.
| Устройство для соединения текстильных нитей посредством сжатого воздуха | 1982 |
|
SU1255047A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
