00
00
Изобретение относится к машиностроению и может быть использовано для ремонта крупногабаритных полых изделий путем .наклеивания накладок на их поверхность.
Цель изобретения - снижение металлоемкости устройства и повышение производительности ремонтных работ.
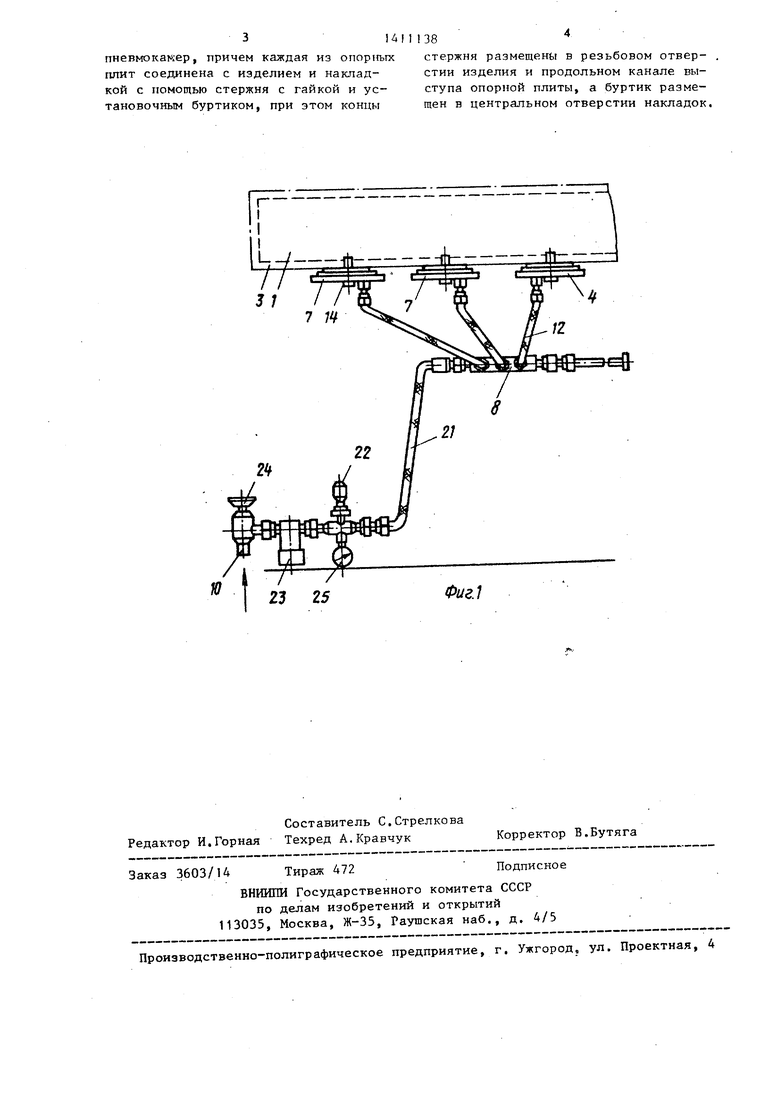
На фиг. 1 изображено предлагаемое устройство для ремонта, вид сбоку; на фиг. 2 - механизмы установки и фиксации (одно звено).
Пневматическое устройство для ремонта крупногабаритных полых изделий 1, имеющих сквозные резьбовые отверстия 2 в стенках 3, содержит механизм 4 установки на изделие 1 накладок 5- с центральными сквозгелми отверстиями 6 5 имеющий опорную плиту 7, а также механизм 8 фиксации накладок 5 в виде пневмокамеры 9, соединенной с источником 10 окатого воздуха. Механизм 4 установки накладок 5 выполнен в виде набора переносных малогабаритных опор ных плит 7, каждая из которых снабжена расположенным в центре вертикальным выступом 1 1, с продольным каналом 12 5 а механизм 8 фиксации выполнен в виде охватывающих каждый из вертикаль ных выступов 1 с помощью резиновых патрубков 13 пневмокамер 9, причем каждая из опорных плит 7 соединена с изделием 1 и накладкой 5 с помощью стержня 14 с гайкой 5 и установочным буртиком 16, при этом концы стержня 14 размещены в резьбовом отверстии 2 изделия 1 и продольном канале 12 выступа 11, а буртик 16 -- в центральном отверстии 6 накладки 5,
Пневмокамеры 9 соединен с опорными .плитами 7 с помощью венца 17 и болтов 18с Опорные плиты 7 снабжены шту- церам - 19, которые рукавами 20 соединены с рукавом 21 подвода сжатого воздуха. Рукав 21 снабжен клапаном . 22, регулятором 23 давления, краном 24 для подачи сжатого воздуха и манометром 25,
Устройство работает следующим образом.
К крану 24 подсоединяют сжатый воздух и, нйблюлоя по манометру 25, регулятором 23 давления устанавливают необходимое павление. На это же давление настра1;-ик1К)т я клапан 22 сброса избыточного лалления. Закрывают кран 24. ICnananoM 22 стравливают сжатый во 3 дух в л т Md i; фе р у,
50 5 ос Q
0
5
Б резьбовые сквозные отверстия 2 нижней стенки 3 ремонтируемого пустотелого крупногабаритного изделия 1 ввинчивают стержни 4. Поверхность стенки 3 у стержней 14 и одну поверхность накладок 5 покрьтают клеем.
На буртики 16 стержней 14 одевают центральными отверстиями 6 накладки 5 до упора их в стенку 3. На стержни 14 одевают малогабаритные опорные плиты 7 с пневмокамерами 9. Гайками 15 поджимают малогабаритные опорные плиты 7 так, что выступы 11 касаются буртиков 16 стержней 14, При этом пневмокамеры 9 контактируют с накладками 5,
По завершении монтажа всех накладок 5 и малогабаритных опорных плит 7 с нижней стенкой 3 ремонтируемого изделия 1 открывают кран 24 и подают сжатый воздух в пневмокамеры 9, которые прижимают накладки 5 к нижней станке 3„ По истечении установленного времени давление сжатого воздуха из пневмокамер 9 стравливают в атмосферу. Свинчивают гайки 15. Снимают со . стержней 14 малогабаритные опорные плиты 7 с пневмокамерами 9, Из резь- сквозных отверстий 2 вывинчивают стержни 14, Накладки 5 остаются приклеенными к нижней стенке 3 ремонтируемого изделия 1.
Изобретение позволяет снизить металлоемкость устройства и повысить производительность ремонтных работ.
Формула изобрете ни я
Пневматическое устройство для ремонта крупногабаритных полых изделий, имеющих сквозные резьбовые отверстия в стенках, включакщее механизм установки на изделие накладок с центральными сквозными отверстиями, имеющий опорную плиту, и механизм фиксации нагсладок в виде пневмокамеры, соединенной с источником сжатого воздуха, отличающееся тем, что, с целью снижения металлоемкости и повышения производительностиJ механизм установки накладок выполнен в виде набора переносных малогабаритных опорных плит, каждая из которых снабжена расположенным в центре вертикальным выступом с продольным каналом, а механизм фиксации выполнен в виде охватывающих каждай из вертикальных выступов с помощью резиновых патрубков
пневмокакер, причем каждая из опорных плит соединена с изделием и накладкой с помощью стержня с гайкой и установочным буртиком, при этом концы
IAM 138
стержня размещены в резьбовом отверстии изделия и продольном канале выступа опорной плиты, а буртик размещен в центральном отверстии накладок.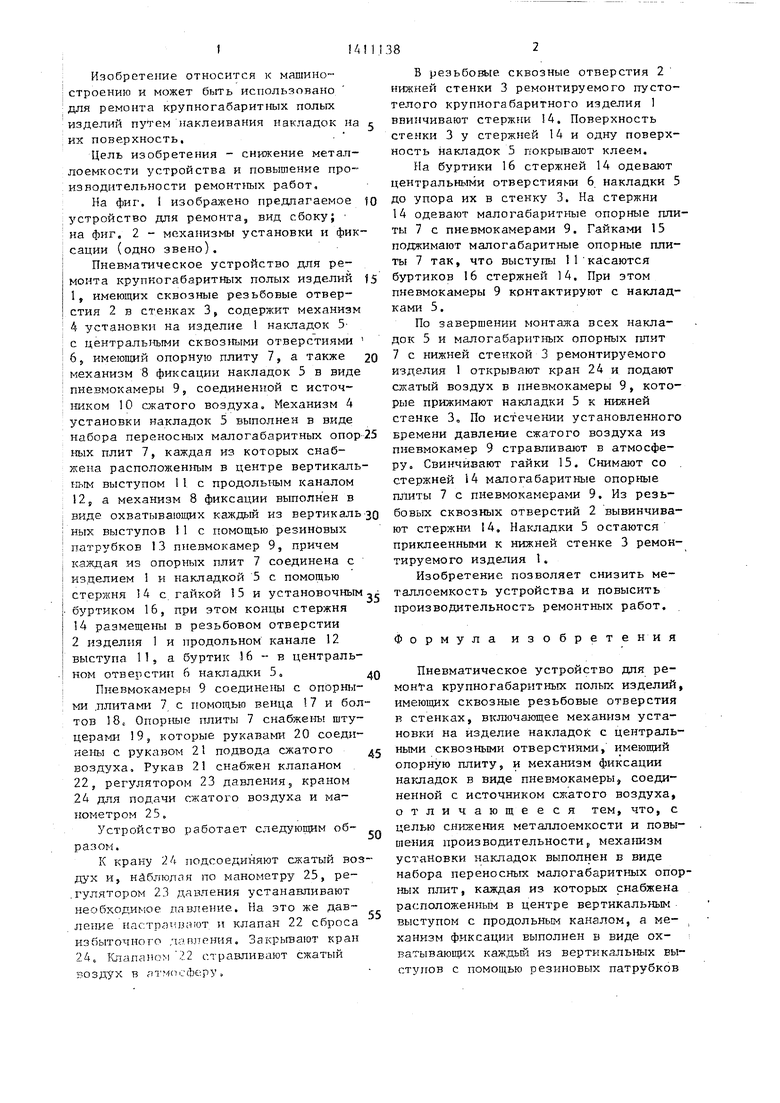
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОЙ ЗАДЕЛКИ ПРОБОИН И ТРЕЩИН В ЗАПОЛНЕННЫХ ЖИДКОСТЬЮ СТАЛЬНЫХ РЕЗЕРВУАРАХ | 2010 |
|
RU2423283C1 |
| Сердечник формы для изготовления трубчатых изделий из бетонных смесей Осколкова А.И. | 1989 |
|
SU1743885A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЗАЗОРА БАРАБАННО-КОЛОДОЧНОГО ТОРМОЗА | 1993 |
|
RU2091627C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| ОПОРА ДЛЯ РЕГУЛИРОВКИ ВЫСОТЫ В ОГРАНИЧЕННЫХ ПРОСТРАНСТВАХ | 2024 |
|
RU2828148C1 |
| ГИДРОПНЕВМАТИЧЕСКОЕ ГАРПУННОЕ РУЖЬЕ ДЛЯ СПОРТИВНОЙ ПОДВОДНОЙ СТРЕЛЬБЫ | 1995 |
|
RU2092768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАНТОВОГО ГЕНЕРАТОРА | 2005 |
|
RU2286629C1 |
| Устройство для наполнения мягких контейнеров сыпучим материалом | 1986 |
|
SU1342823A1 |
| РЕГУЛИРУЕМАЯ ОПОРА С ВОЗМОЖНОСТЬЮ СТОПОРЕНИЯ В ВЕРТИКАЛЬНОМ ПОЛОЖЕНИИ | 2024 |
|
RU2831811C1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |
Изобретение относится к машиностроению. Цель изобретения - снижение металлоемкости устройства и по- вьппение производительности труда. Устройство включает механизм установки на изделие I накладок 5, имеющих центральные сквозные отверстия 6. Механизм установки выполнен в виде набора переносных малогабаритных опорных плит (П) 7. Каждая П 7 снабжена 9 г i Ш расположенным в центре вертикальным выступом 11 с продольным каналом 12. Механизм фиксации накладок выполнен в виде охватывающих каждый из вертикальных выступов 11 с помощью резиновых патрубков 13 пневмокамер 9. Каждая П 7 соединена с изделием I и накладкой 5 с помощью стержня 14 с гайкой 15 и установочным буртиком 16. Настраивают пневматическую систему на определенное давление. В резьбовые сквозные отверстия 2 ремонтируемого изделия 1 ввинчивают стержни 14. На буртики 16 стержней 14 надевают центральными отверстиями 6 накладки 5 до упора их в стенку 3 изделия 1. Затем на стержни 14 надевают П 7 с пнеимокамерами 9. Гайками 15 поджимают П7 так, чтобы выступы 11 касались буртиков 16, а пневмокамеры 9 - накладок 5. Подают сжатый воздух в течение определенного времени и склеивают накладки 5 с изделием 1. 2.ил. (Л
Фиг.1
| ПРЕСС ДЛЯ ПРИКЛЕЙКИ ТЕКСТУРНОЙ БУМАГИ К ПОВЕРХНОСТИ МЕБЕЛЬНЫХ ЩИТОВ | 0 |
|
SU233212A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Лащавер С.М | |||
| Применение пневматики в мебельной промышленности, т- М | |||
| : Лесная промышленность, 1963, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
