-1
Фиг.
ч
Ю
00
4
05
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для соединения тонкостенных заготовок, преимущественно листового материала.
Цель изобретения - повышение статической и усталостной прочности соединения листовых тонкостенных заготовок.
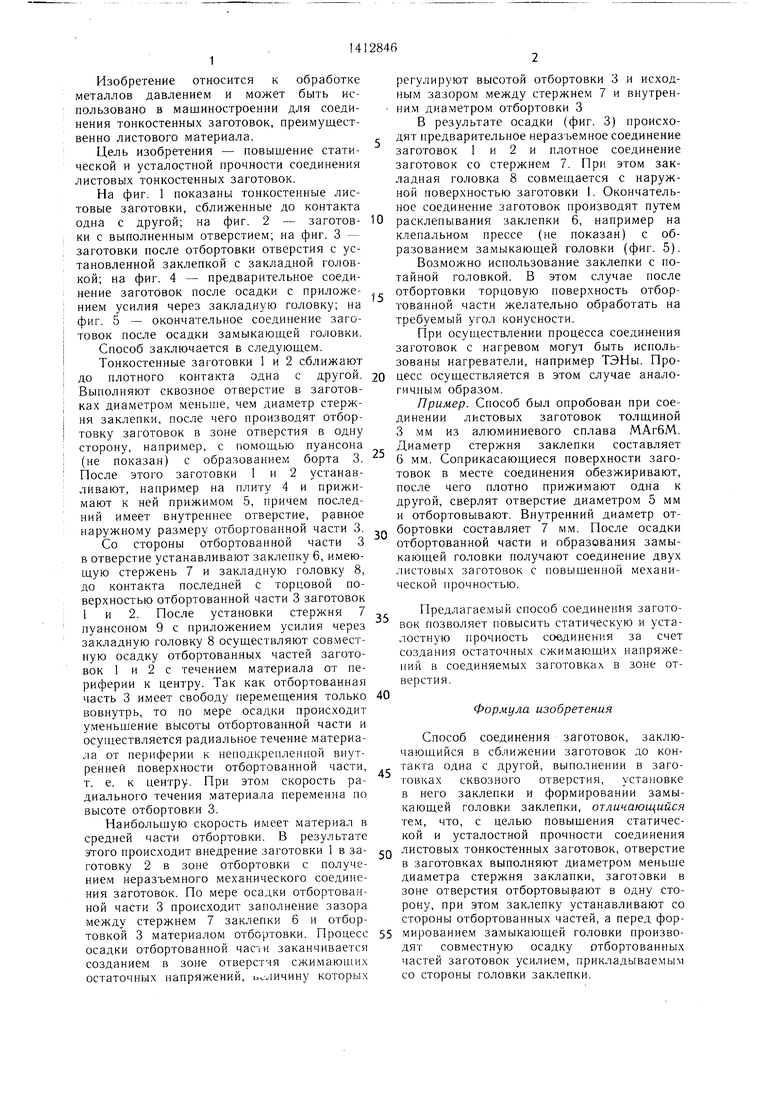
На фиг. 1 показаны тонкостенные листовые заготовки, сближенные до контакта одна с другой; на фиг. 2 - заготовки с выполненным отверстием; на фиг. 3 - заготовки после отбортовки отверстия с установленной заклепкой с закладной головкой; на фиг. 4 - предварительное соединение заготовок после осадки с приложением усилия через закладную головку; на фиг. 5 - окончательное соединение заготовок после осадки замыкающей головки.
Способ заключается в следующем.
Тонкостенные заготовки 1 и 2 сближают до плотного контакта одна с другой. Выполняют сквозное отверстие в заготовках диаметром меньше, чем диаметр стержня заклепки, после чего производят отбор- товку заготовок в зоне отверстия в одну сторону, например, с помощью пуансона (не показан) с образованием борта 3. После этого заготовки 1 и 2 устанавливают, например на плиту 4 и прижимают к ней прижимом 5, причем последний имеет внутреннее отверстие, равное наружному размеру отбортованной части 3.
Со стороны отбортованной части 3 в отверстие устанавливают заклепку б, имеющую стержень 7 и закладную головку 8, до контакта последней с торцовой поверхностью отбортованной части 3 заготовок 1 и 2. После установки стержня 7 пуансоном 9 с приложением усилия через закладную головку 8 осуществляют совместную осадку отбортованных частей заготовок 1 и 2 с течением материала от периферии к центру. Так как отбортованная часть 3 имеет свободу перемещения только вовнутрь, то по мере осадки происходит уменьшение высоты отбортованной части и осуществляется радиальное течение материала от периферии к неподкрепленной внутренней поверхности отбортованной части, т. е. к центру. При этом скорость радиального течения материала переменна по высоте отбортовки 3.
Наибольшую скорость имеет материал в средней части отбортовки. В результате этого происходит внедрение заготовки 1 в заготовку 2 в зоне отбортовки с получением неразъемного механического соединения заготовок. По мере осадки отбортованной части 3 происходит заполнение зазора между стержнем 7 заклепки 6 и отбор- товкой 3 материалом отбортовки. Процесс осадки отбортованной части заканчивается созданием в зоне отверстия сжимаюшнх остаточных напряжений, ьсличину которых
регулируют высотой отбортовки 3 и исходным зазором между стержнем 7 и внутрен- ним диаметром отбортовки 3
В результате осадки (фиг. 3) происхо- дят предварительное неразъемное соединение заготовок 1 и 2 и плотное соединение заготовок со стержнем 7. При этом закладная головка 8 совмещается с наружной поверхностью заготовки 1. Окончательное соединение заготовок производят путем
0 расклепывания заклепки 6, например на клепальном прессе (не показан) с об- разование.м замыкающей головки (фиг. 5). Возможно использование заклепки с потайной головкой. В этом случае после
2 отбортовки торцовую поверхность отбортованной части желательно обработать на требуемый угол конусности.
При осуществлении процесса соединения заготовок с нагревом могут быть использованы нагреватели, например ТЭНы. Про0 цесс осуществляется в этом случае аналогичным образом.
Пример. Способ был опробован при соединении листовых заготовок толщиной 3 мм из алюминиевого сплава МАгбМ. Диаметр стержня заклепки составляет 6 мм. Соприкасающиеся поверхности заготовок в месте соединения обезжиривают, после чего плотно прижимают одна к другой, сверлят отверстие диаметром 5 мм и отбортовывают. Внутренний диаметр отд бортовки составляет 7 мм. После осадки отбортованной части и образования замыкающей головки получают соединение двух листовых заготовок с повыщенной механической прочностью.
5
Предлагаемый способ соединения заготовок позволяет повысить статическую и усталостную прочность соединения за счет создания остаточных сжимающих напряжений Б соединяемых заготовках в зоне отверстия.
Формула изобретения
Способ соединения заготовок, заключающийся в сближении заготовок до контакта одна с другой, выполнении в заготовках сквозного отверстия, установке Б него заклепки и формировании замыкающей головки заклепки, отличающийся тем, что, с целью повыщения статической и усталостной прочности соединения
листовых тонкостенных заготовок, отверстие в заготовках выполняют диаметром меньше диаметра стержня заклапки, заготовки в зоне отверстия отбортовывают в одну сторону, при этом заклепку устанавливают со стороны отбортованных частей, а перед формированием замыкающей головки производят совместную осадку отбортованных частей заготовок усилием, прикладываемым со стороны головки заклепки.
У///////// //А
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения трубы с листовыми заготовками | 1986 |
|
SU1386336A1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
| Способ клепки с электронагревом | 1988 |
|
SU1606254A1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1819333A3 |
| Способ изготовления зубчатых колес | 1980 |
|
SU871939A1 |
| Заклепка | 1989 |
|
SU1670205A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| Заклепка | 1979 |
|
SU872809A1 |
| Способ изготовления основания герметичного реле | 1984 |
|
SU1181004A1 |
Изобр-ртение (угносктся к обработке металлов давление.м и может быть использовано в машиностроении для соединения тонкостенны.х заготовок, преимунюствен- но листового материала. Цель изобретения -- нов1 пиение статической и усталостной прочности соединения листовы.х тонкостенных заштовок. Заготовки сближают до контакта од1 .а с . .Затем вынолняются отверстия в заготовках с носледуюи.1ей отбор- тонкой, устанавливается в отверстие со сто- юны отбортованных частей заклепка и расклепывается. После установк} заклепки осуществляют совместную осадку отбортован- iiijix частей заготовки, обеспечивая радиальное течение материала от периферии к чснтру. 5 ил.
/////////////////// У:
1
Фиг.5
//7//////////////77.
/
| Авторское свидете/шство N° 431327, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
