1 Изобретение относится к релестро нию и может быть использовано при изготовлении оснований реле типа ТКЕ, РЭС 39 и других изделий, выпол ненных в виде тарелки с тонкими сте ками и утолщенным днищем, в котором выполняют отверстия для герметичной установки выводов с помощью стеклоизоляторов. Цель изобретения - повьшение про изводительности труда. На. чертеже показаны виды основания после каждого технологического перехода. . Основание герметичного реле, име ющего вид тарелки с тонкими стенками и утолщенным днищем, в котором выполняют отверстия для установки стеклоизоляторов и выводов, изготав ливают следующим образом. Отрезают цилиндрическую заготовк 1 («) толщиной S+ Л(где S - чертежньй размер толщины днища основания Л - припуск) Величина 4 выбирает ся из расчета, обеспечивающего устр нение искривленных заготовок, возни кающих при последующей пробивке отверстий. Экспериментально установлено, что А для основания реле РЭС 39 равна 0,5 мм. В этой заготовке 1 пробивают отверстия 2 (б). При пробивке отверстий 2 в каткдом из них образуется утяжка, и плоскости заго товки искривляются. Для устранения искривленных плоскостей и утяжки производят двухстороннюю шлифовку заготовки 1 до толщины S (б). Зачищают стенки отверстий 2, например, двухсторонней зенковкой и прошивкой Затем осаживают наружньй контур цилиндрической заготовки, образуя заготовку ступенчатой формы с централ ным цилиндрическим выступом 3 (г) диаметр которого D равен чертежному диаметру утолщенного днища, и цилиндрическим фланцем 4. Допустимая толщина осаживаемого фланца 4 рассчитьтается по формуле Д(1-Е) S/ ( де Е - допустимьй коэффициент осадки). После этого подрезают осаженный фланец 4 со стороны выступа 3(а) до толщины S (S - размер тон ких стенок тарелки по чертежным раз мерам изготавливаемого основания) и одновременно на цилиндрической части выступа 3 у основания фланца 4изготавливают технологическую качавку 5, глубиной Ait определяемой 4 . 2 по формуле 2 / г (г - внутренний радиус перехода стенок тарелки к его днищу по .чертежным размерам изготавливаемого основания). При обеспечении глубины технологической канавки 5, равной или большей величине г, создается условие, когда деформируемая в процессе отбортовки зона находится только в теле Фланца, поэтому процесс отбортовки аналогичен известному процессу,отбортовки деталей. В этом случае в месте перехода фланца в утолщенное днище создается допустимая степень напряжения (растяжение), обеспечиваюп1;ая качественную отбортовку без разрывов фланца. В дальнейшем отбортовывают подрезанньгЧ фланец (е) с наружным диаметром D, которьм равен чертежному диаметру утолщенного днища, образованного при осадке наружного контура. После этого производят подрезку торца отбортованного фланца. Предлагаемый способ значительно повышает производительность труда при изготовлении оснований реле типа ТКЕ, РЭС 39 и др., изготовленных в виде тарелки с тонкими стенками и утолщенным днищем, в котором вьшолняют отверстия для установки стеклоизоляторов и выводов. Повышение производительности труда достигается объединением высокоэффективных операций холодной штамповки, шлифовки и точения. Объединить все описанные операции в общем технологическом процессе изготовления основания удается благодаря введению технологи„ческой канавки, наличие которой создает благоприятные условия для отбортовки фланца в размер диаметра днища аналогично известному процессу отбортовки детали, что позволяет отбортовать фланец методом холодного штамповки, получая деталь тарельчатой формы. При этом не происходит деформации поверхностей днища и отверстий, изготовленных в нем. Это дает возможность именно в заготовке осуществлять изготовление отверстий методом холодной штамповки, а искривленные поверхности заготовки, полученные в результате пробивки отверстий, исправляют эффективным способомшлифовкой указанных поверхностей заготовки.
Sf
N
ч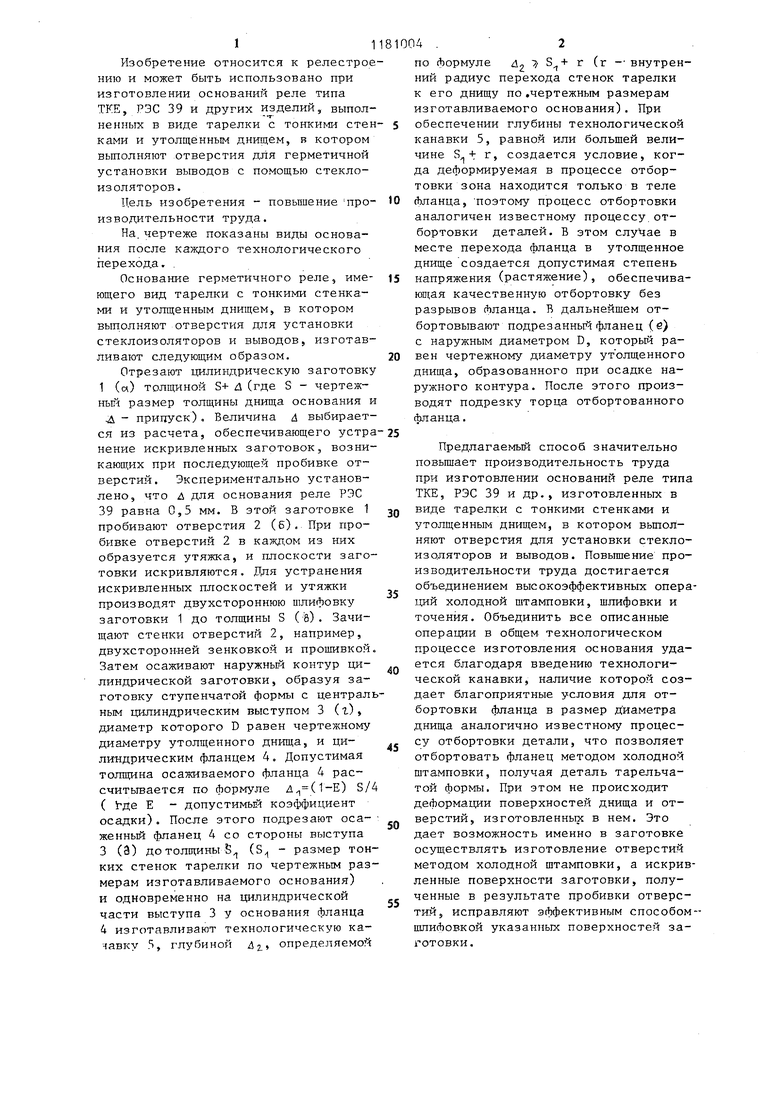
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основания герметичного реле | 1987 |
|
SU1411846A1 |
| Способ изготовления разрезных втулок с фланцем | 1985 |
|
SU1269883A1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| Высокочастотный коаксиальный электрический соединитель | 1984 |
|
SU1241334A1 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ изготовления полых двустенных деталей с фланцем | 1987 |
|
SU1447477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления изделия типа патрубок с фланцем | 1987 |
|
SU1563834A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВАНИЯ ГЕРМЕТИЧНОГО РЕЛЕ, имеющего вид тарелки с тонкими стенками и утолщенным днищем, согласно которому в основании выполняют отверстия для установки стеклоизоляторов и выводов, отличающийся тем, что, с целью повьшения производительности труда, отрезают цилиндрическую заготовку толщиной больше толщины днища на величину припуска, обеспечивающего устранение искривлений заготовки, возникающих при последующем вьтолнении отверстий,, пробивают отверстия, шлифуют заготовку, зачищают стенки пробитых отверстий, осаживают наружный контур цилиндрической заготовки, образуя заготовку ступенчатой формы с центральным цилиндрическим выступом и Аланцем, толщина которого больше толщины тонких стенок и равна величине, обеспечивающей осадку фланца с нормализированным коэффициентом осадки, подрезают фланец со стороны центрального цилиндрического выступа до толщины тонких стенок и одновременно на цилиндрической части центрального цилиндрического выступа у основания фланца изготавли(Л вают технологическую канавку, отбортовывают фланец и подрезают его торец. 2. Способ ПОП.1, отличаю- щ и и с я тем, что технологическую канавку выполняют глубиной, большей или равной сумме величин толщины тонких стенок и внутреннего радиуса перехода стенок тарелки к ее днищу.
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Предприятие заявителя, 1975. | |||
