///////////л
////////////// (j)
-И
/
1C
00
ел
00
Фиг.
Изобретение относится к обработке металлов давлением и может быть использо- йано при изготовлении баллонов из тонко- Стенных длиномерных заготовок для хранения и перевозки сжатых и растворенных газов.
; Цель изобретения - экономия металла :-ia счет обеспечения возможности использования тонкостенных заготовок с отношением Наружного диаметра к толщине стенки .
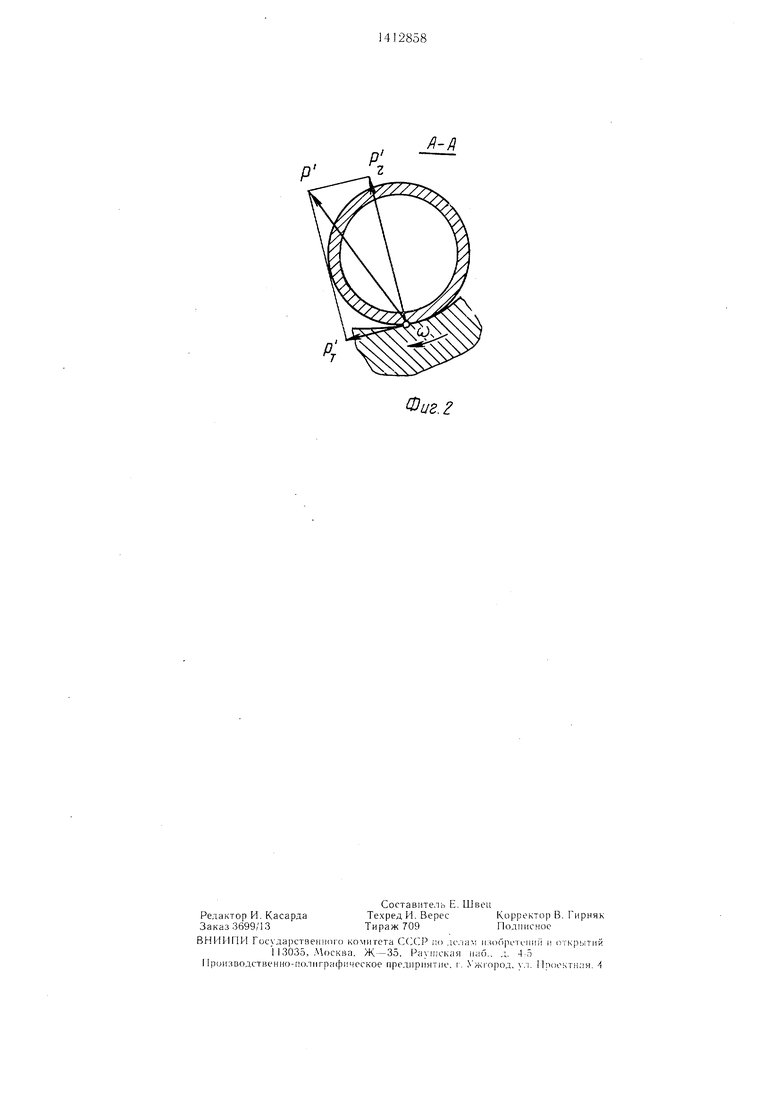
; На фиг. 1 изображена схема закатки орловин баллонов; на фиг. 2 - разрез А-А {а фиг. 1.
I Способ изготовления горлйвин баллонов Заключается в следующем.
I На предварительно нагретый до I концевой участок жестко закрепленной iтрубчатой заготовки воздействуют поворот- :ным вокруг оси ОО) на угол закатки Спрофилированным инструментом трения :скольжения, соверщающим вокруг I оси заготовки I-I. Причем, в исходном по- |ложении инструмента () длину обраба- :тываемой части заготовки устанавливают не полную, а уменьщают ее на величину пере- мещения последней в очаг деформации за ; время т осевой подачи со скоростью V, опре- :деляемой в соответствии с выражением ,27 мм/с, полученным эмпирическим путем. При этом деформирование концевого участка заготовки длиной /1 А)бр-Кт в диапазоне углов закатки О-20° осуществляют без осевой подачи заготовки. После достижения угла закатки заготовку подают в очаг деформации с постоянной скоростью V вплоть до угла а 55°. В момент достижения угла закатки на последующей стадии закатки ( до ) потери устойчивости заготовки не происходит вследствие того, что деформация металла в тангенциальном направлении от воздействия силы P уменьшается. Таким образом, в диапазоне углов за- , катки 20-55° уменьшается деформации металла в тангенциальном направлении, что уменьшает устойчивость деформируемой заготовки. В момент, когда достигается угол закатки , длина обрабатываемой части заготовки становится равной величине /пор, требуемой для изделия заданной формы, и осевую подачу прекран1ают.
Заключительная стадия закатки (а 55-90°) происходит без осевой подачи заготовки. Г1рекрап1ение осевой нодачи при достижении необходимо .а-ля того, чтобы исключить потерю устойчивости формируемой горловины в осевом направлении. В противном случае образуются ужимы сферы.
Пример. При изготовлении горловины баллонов используют трубчатые заготовки
размером 108x2,8 мм (D/S 40) и длиной 300 мм. Предварительный нагрев концов заготовок перед закаткой горловин на длине 80 мм производится на 1150°С. Частота вращения щпинделя закатной машины составля- ет п 600 об/мин.
При изготовлении горловин предлагаемым способом длину обрабатываемой части заготовки устанавливают равной 50 мм, т. е. уменьщают последнюю на величину подачи в
л очаг деформации, равную 28 мм. Для закатки горловин известным способом-прототипом, устанавливают полную длину обрабатываемой части заготовки, равной 78 мм. При- ращение угла закатки за один оборот инструмента вокруг оси заготовки принимают
5 в соответствии с таблицей настройки: для горловин на заготовках с ф 0,75 град/об;
Закатка горловин предлагаемым способом производится с постоянной скоростью осевой подачи заготовки в очаг дефор0 мации в диапазоне углов закатки а 20-55° и составляет мм/с. Изготовленные горловины по качеству внутренней и наружной поверхностей удовлетворяют требованиям. Таким образом, применение предлагае5 мого способа обеспечивает возможность изготовления горловин баллонов из тонкостенных заготовок за счет уменьщения деформации металла в тангенциальном направлении в процессе закатки, что повыщает устойчивость деформируемой части заготов0 ки. Благодаря осуществлению осевой подачи заготовки в очаг деформации оказывается возможным, уменьшив длину очага в начальный момент закатки (для обеспечения устойчивости), вывести ее к моменту достижения при закатке на длину,
5 требуемую для получения изделия данной формы.
0
Формула изобретения
Способ изготовления горловин баллонов путем закатки предварительно нагретого концевого участка жестко закрепленной трубчатой заготовки воздействием поворотного инструмента трения скольжения, вращающегося вокруг оси заготовки с постепенным
5 приращением угла закатки от О до 90°, отличающийся тем, что, с целью экономии металла за счет обеспечения возможности использовании тонкостенных заготовок с отношением наружного диаметра к толщине стенки , при закатке заготовки в
0 диапазоне углов закатки 20-55 осуществляют осевую подачу заготовки в очаг деформации с постоянной скоростью ,27 1ме ф - приращение угла закатки на один оборот инструмента вокруг оси заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления бесшовного стального баллона высокого давления с двумя наружными горловинами | 2024 |
|
RU2839086C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ | 2007 |
|
RU2354483C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
Изобретение относится к обработке металлов давлением и может быть иснользова- но при изготовлении баллонов из тонкостенных длинномерных заготовок для хранения и перевозки сжатых и растворенных газов. Цель изобретения - экономия металла за счет обеспечения возможности использования толкостенных заготовок с отношением наружного диаметра к толш,ине стен- ки . Способ изготовления горловин баллонов заключается в закатке предварительно нагретого концевого участка трубчатой заготовки поворотным инструментом трения скольжения, врашающимся вокруг оси заготовки, с постепенным прираш,ением угла закатки от О до 90°. Деформирование заготовки в диапазоне углов закатки от О до 20° осуш.ествляют без осевой подачи, а по достижении угла закатки 20°, заготовку подают в очаг деформации с постоянной скоростью ,27 q; , где ф - приращение угла закатки на один оборот инструмента вокруг заготовки, вплоть до утла закатки 55°, тем самым обеспечивается устойчивость тонкостенных заготовок. 2 ил. S сл
иг.2
| Капорович В | |||
| Г | |||
| Производство деталей из труб обкаткой, М.: Машиностроение, 1978, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
