s
(Л
о сд оо
О5
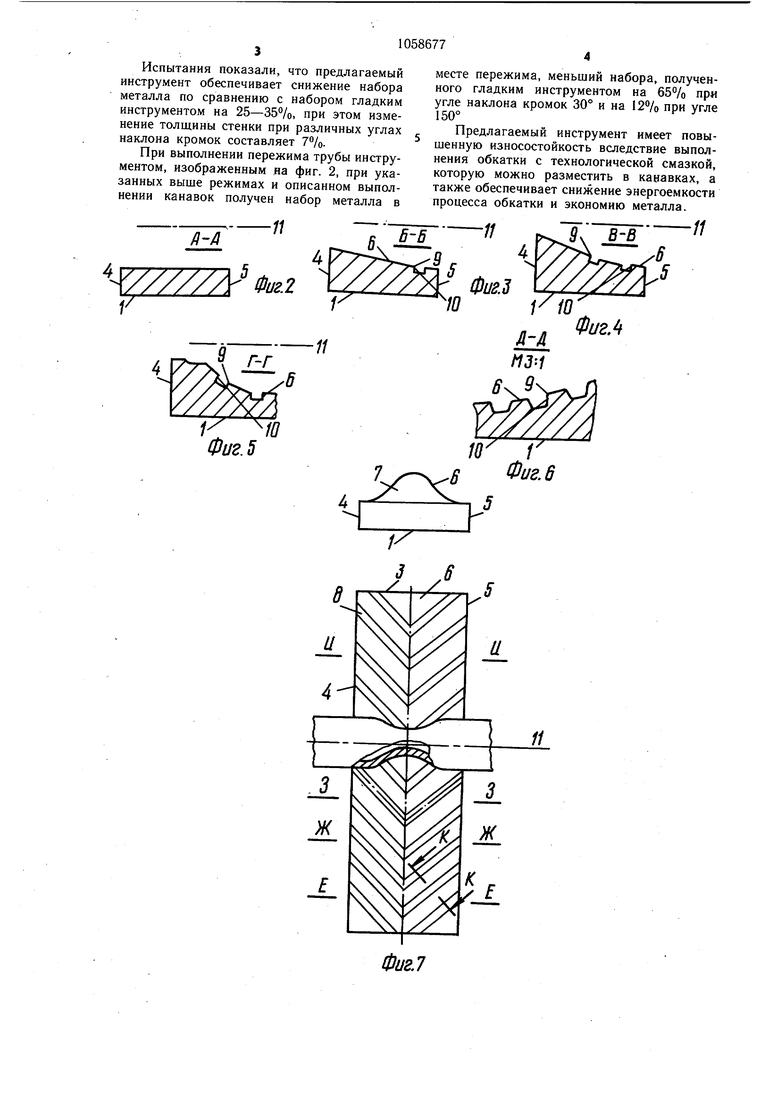
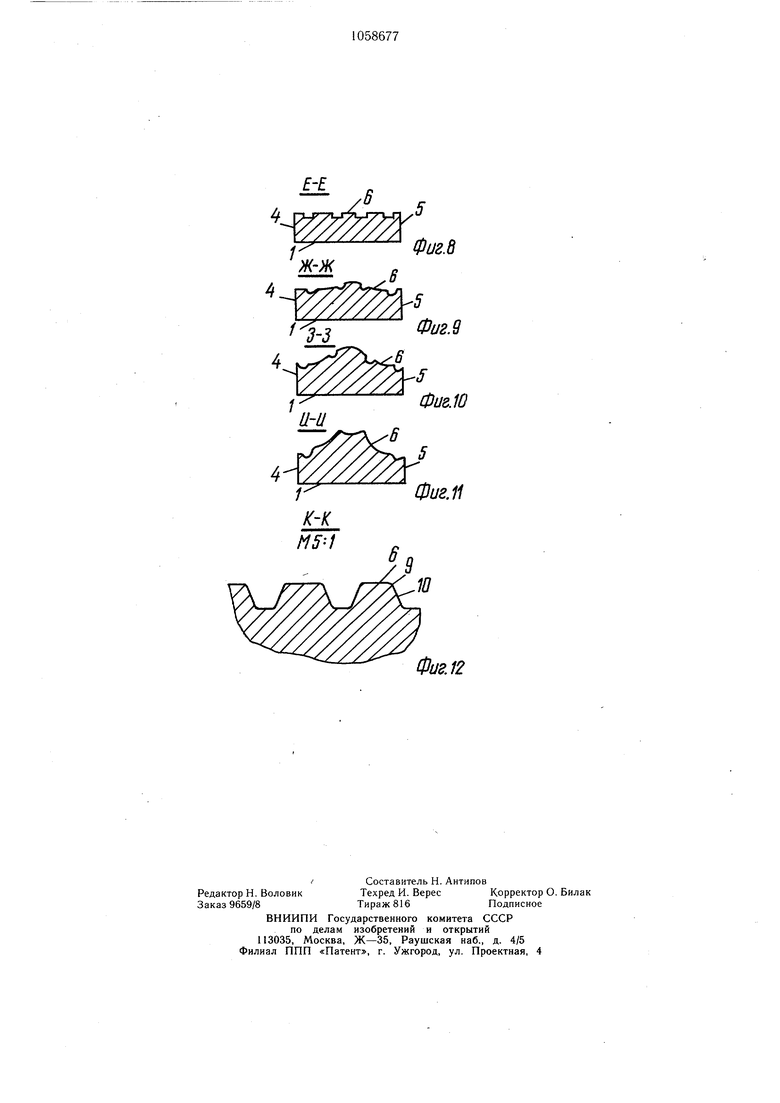
Фиг.1 Изобретение относится к технологической оснастке давильной обработки труб,а именно к инструменту трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок. Изготовление нолых изделий, например типа баллонов, имеющих оптимальные характеристики прочности и жесткости основных рабочих элементов, а также минимальную металлоемкость, требует решения различных технологических задач. Одной из важнейших среди них является задача перераспределения материала заготовки в осевом направлении в процессе тангенциальной обкатки при выполнении операций типа обжиМа, закатки и пережима трубы. Известен инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок, имеюш.ий рабочую часть с рабочей поверхностью 1. Благодаря своей активной калибровке этот инструмент трения обеспечивает в процессе обкатки приложение к наружной- .поверхности деформируемой заготовки сил трения, осевые составляюш,ие которых обеспечивают некоторое перераспределение материала заготовки в осевом направлении Однако из-за незначительной величины указанных составляющих сил трения известный инструмент не обеспечивает существенного перераспределения материала заготовки, решает указанную задачу недостаточно эффективно и не может обеспечить изготовления изделий высокого качества в отношении оптимального набора материала в некоторые части изделия, а также в отношении их прочности, жесткости и маталлоемкости. Цель изобретения -г- повышение качества изделий. Поставленная цель достигается тем, что на рабочей части инструмента трения выполнены канавки, кромки которых образованы пересечением стенок канавок с рабочей поверхностью и выполнены на виде инструмента в плане в виде отрезков прямых, наклонных к оси обкатки. На фиг. 1 изображен инструмент трения для обкатки концевой части заготовки в двух проекциях; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 1; на фиг. 7 - инструмент для пережима трубы в двух проекциях; на фиг. 8 - сечение Е-Е на фиг. 7; на фиг. 9- сечение Ж-Ж на фиг. 7; на фиг. 10сечение 3-3 на фиг. 7; на фиг. 11 - сечение И-И на фиг. 7; на фиг. 12 - сечение К-К на фиг. 7. Инструмент имеет опорную поверхность 1, переднюю 2 и заднюю 3 базовые поверхности боковые поверхности 4 и 5 и рабочую поверхность 6. Последняя выполнена в виде огибающей семейства наружных поверхностеи тел вращения, являющихся переходными формами деформируемой заготовки и последовательно расположенных вдоль направления рабочей подачи инструмента. На рабочей части 7 инструмента выполнены канавки 8 прямоугольной, трапецеидальной или иной формы. Кромки 9 канавок образованы пересечением стенок 10 канавок с рабочей поверхностью 6 и могут быть скруглены. На виде инструмента в плане кромки канавок наклонены к базовой поверхности или к оси 11 обкатки, т. е. оси относительного вращения заготовки и инструмента,которая на фиг. 1 и 2 параллельна базовым и опорной поверхностям и перпендикулярна боковым поверхностям инструмента. Количество канавок, их взаимное расположение и угол наклона выбирают в зависимости от величины и интенсивности смещения материала, потребного для изготовления изделия. Для обеспечения высокой износостойкости инструмент выполнен из высокохромистого литейного сплава. При вращении обкатываемой заготовки вокруг ее оси, совпадающей с осью 11 обкатки, и перемещении инструмента в направлении, перпендикулярном оси обкатки, деформируемая трубная заготовка последовательно принимает форму, определяемую формой рабочей поверхности 6. Кромки 9 .канавок вследствие их наклона обеспечивают приложение к наружной поверхности заготовки (полуфабриката) осевых усилий, выполняющих осевое перемецхение материала заготовки с требуемой интенсивностью. Величина и направление осевых усилий определяются направлением вращения заготовки, а также величиной и направлением наклона кромок канавок. Экспериментальные исследования предлагаемого инструмента в опытно-промышленных условиях показали следующие результаты. Инструментом, изображенным на фиг. 1, на концах трубных заготовок диаметром 121 мм и тoлщиt oй стенки 7 мм из стали 10 выполняют горловины типа горловин баллонов. Обкатку выполняют с нагревом заготовки до 1150°С. Тангенциальную обкатку выполняют при следующих режимах: вылет заготовки принят 0,43 диаметра трубы, скорость ее вращения 360 об/мин, дробность деформации (угол подъема образующей инструмента за один оборот заготовки) принят 1,6 град. Канавки на рабочей части инструмента выполнены с шагом 25 мм, глубиной 6 мм и радиусом скругления кромок 1 -1,5 мм. Угол наклона кромок канавок на одном из инструментов принят 45°, на другом - 120°. Направления наклона кромок и вращения заготовки берутся такими. чтобы снизить набор металла в горловине изделия.
Испытания показали, что предлагаемый инструмент обеспечивает снижение набора металла по сравнению с набором гладким инструментом на 25-35%, при этом изменение толщины стенки при различных углах наклона кромок составляет 7%.
При выполнении пережима трубы инструментом, изображенным на фиг. 2, при указанных выше режимах и описанном выполнении канавок получен набор металла в У//////Фиг.г К Ш Фиг. 5
месте пережима, меньший набора, полученного гладким инструментом на 65% при угле наклона кромок 30° и на 12% при угле 150°
Предлагаемый инструмент имеет повышенную износостойкость вследствие выполнения обкатки с технологической смазкой, которую можно разместить в канавках, а также обеспечивает снижение энергоемкости процесса обкатки и экономию металла. Фиг. ФигЛ /Г Г Фиг. 6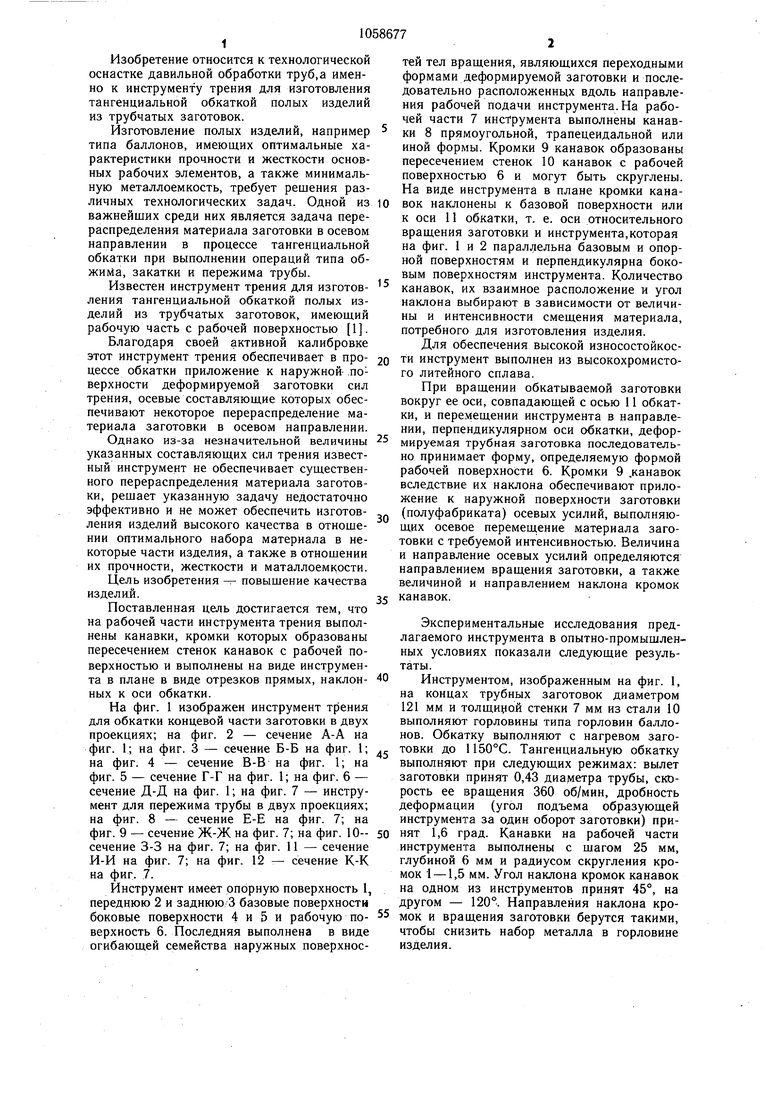
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Инструмент для обкатки трубчатых заготовок | 1987 |
|
SU1500412A1 |
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| Способ поперечно-клиновой обкатки труб и инструмент для его осуществления | 1986 |
|
SU1494996A1 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
| ИНСТРУМЕНТ ДЛЯ ОСАДКИ С КРУЧЕНИЕМ | 2007 |
|
RU2374026C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ4'У;-и, ^• | 1971 |
|
SU415067A1 |
| УПРУГИЙ ДЕМПФЕР, ВОСПРИНИМАЮЩИЙ УДАРНЫЕ НАГРУЗКИ, И АППАРАТ, ПОГЛОЩАЮЩИЙ ЭНЕРГИЮ УДАРА С ЕГО ПРИМЕНЕНИЕМ | 2014 |
|
RU2602268C2 |
ИНСТРУМЕНТ ТРЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНОЙ ОБКАТКОЙ ПОЛЫХ ИЗДЕЛ1:1Й ИЗ ТРУБЧАТЫХ ЗАГОТОВОК, имеющий рабочую часть в рабочей поверхностью, отличающийся тем, что, с целью повышения- качества изделий путем перераспределения материала заготовки в осевом направлении в процессе обкатки, на его рабочей части выполнены канавки, кромки которых образованы пересечением стенок канавок с рабочей поверхностью и выполнены на виде инструмента в плане в виде отрезков прямых, наклонных к оси обкатки.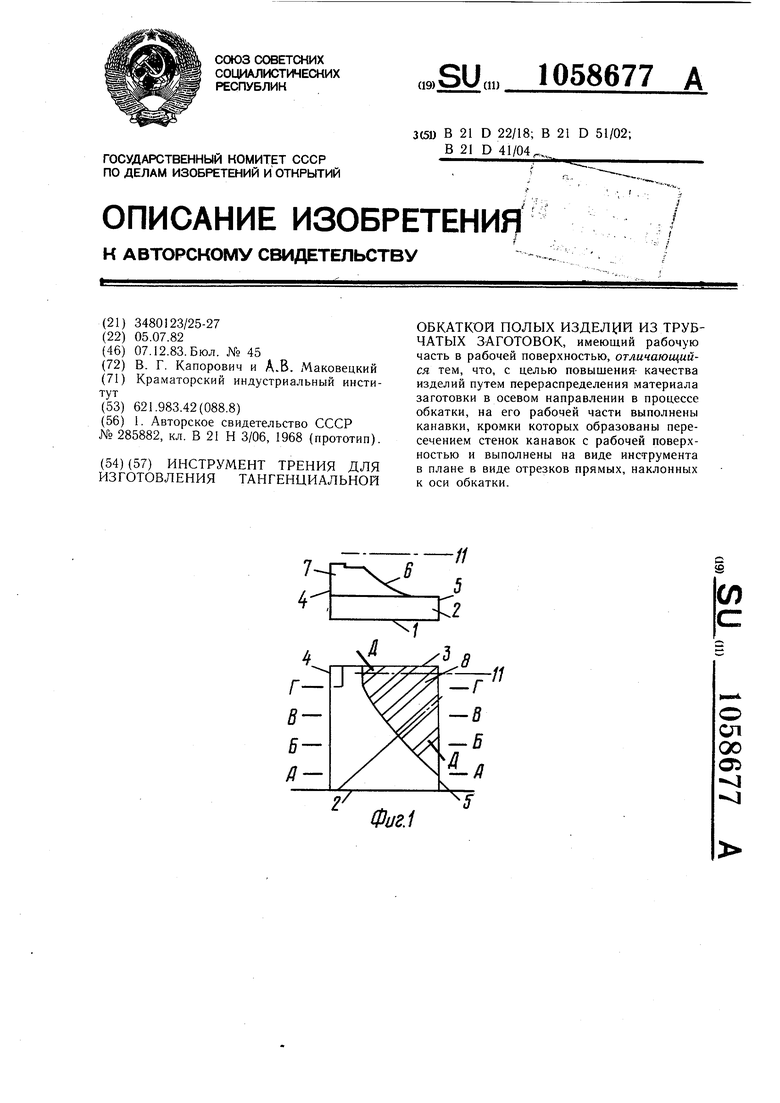
Фиг.7
ж-ж
5
Фиг.д
Фиг. 12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СИБЛИСГСКД I | 0 |
|
SU285882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
