Изобретение относится к сварке, в, частности к оборудованию, позволяю - тему снизить загазованность в зоне дыхания обслуживающего персонала и улучшить условия труда при дуговой сварке и среде инертных газов, и может быть использовано в конструкциях горелок для дуговой сварки, а также в существующих сварочных полуавтоматах и автоматах для сварки в среде защитных газов, преимущественно в виде съемных насадок (напримерj при переоборудовании стандартньк сварочных пистолетов, не имеющих отсосов).
Изобретение может быть применено также в других областях техники, например при пескоструйных операциях.
Известно устройство для удаления образующихся при полуавтоматической сварке вредных выделений, содержащее пристроенный к держателю полуавтомата вытяжной насадок с отверстиями и установленный на сопле коничес кий -насадок с перфорированной наружной поверхностью.
Улавливание вредных вьщелений осуществляется путем всасывания загрязненного воздуха через круглые отверстия, размещенн ле равномерно по всей : поверхности нг садка
Воздух из насадка проводится по отдельному трубопроводу, пропущенному через рукоять держателя ниже трубки для подачи сварочной проволоки (1,
Недостатком известного устройства является то, что оно односторонне улучшает условия труда сварщика.
Например, при создании отсоса в|ред10ных выделений нерешенным остается защита сварщика от теплового излучения, а-часть вредных выделений в виду неполного улавливания газов и аэрозолей загрязняет зону дыхания
15 сварщика. ;
Известно также сопло к горелкам для дуговой сварки в защитных газах, в средней части которого расположена камера, образованная корпусом и
20 обечайкой, один конец которой приварен к соплу, а второй образует щелевидный канал.
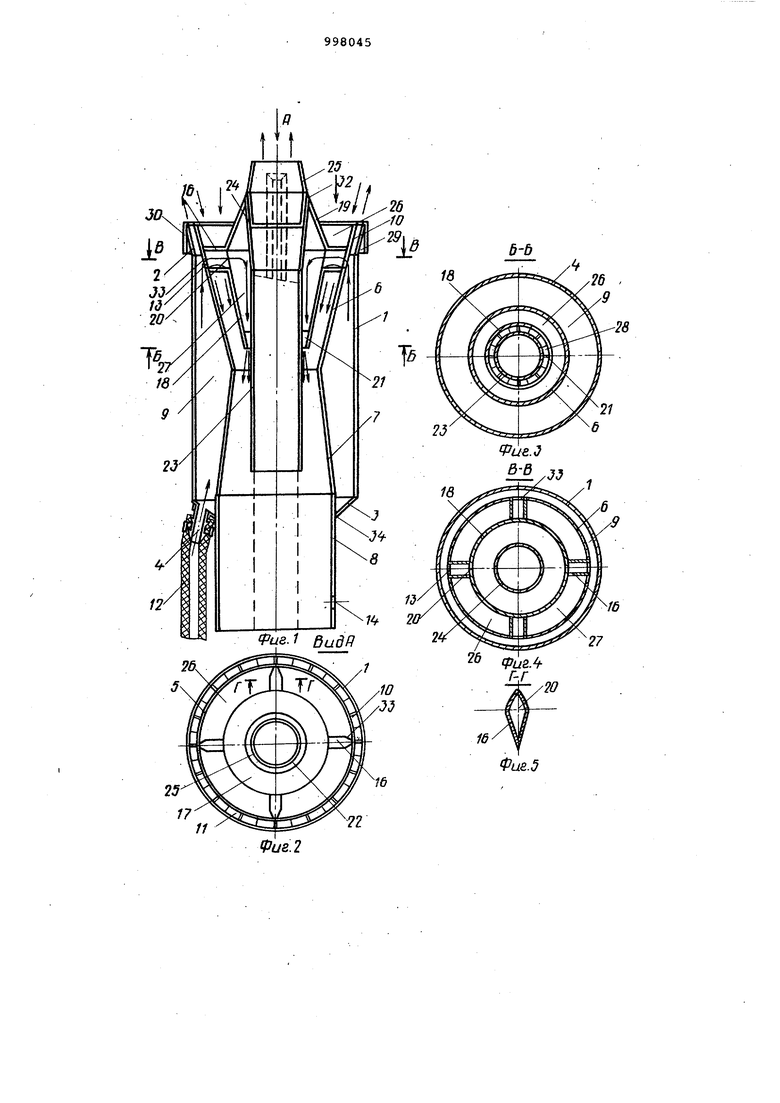
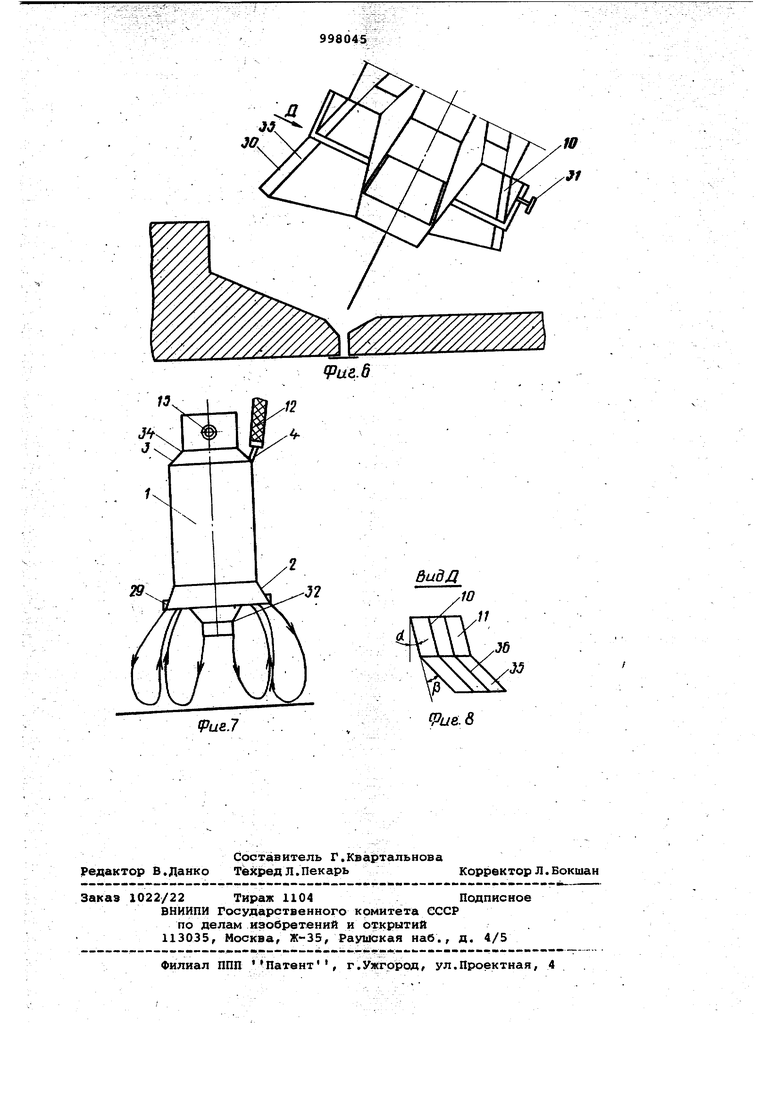
Сжатый воздух из цеховой магистра25ли поступает по трубке в камеру, проходит по ней, охлаждает сопло и выходит под давлением через формирующий канал наружу в виде направленного потока, который перекрывает вред30ным в.ыделениям путь к маске сварщика. Направление воздушного потока ре лируется поворотом сопла на угол до 15 от оси шва. Поток захватывает и уносит аэрозоль и газы из зоны дыхания рабочег вверх на 4,5 - 6,5 м, где они зависают в виде пылевидного облака, коTopde со временем распространяется по всему помещению. При этом целесообразна вытяжка на высоте 4,0-5,0 м, а чистый воздух подают снизу. Наиболее оптимальным типом отверс тия считается щелевидное, на выходе из камеры перпендикулярное соплу, так как такая форма обеспечивает направление воздушного потока на большее расстояние от горелки 2. Недостатком данного устройства яв ляется неполное удаление газов и аэрозолей, а лишь смещение их, а отсутствие всасывания вредностей непосредственного в месте их вЫ деления. Наиболее близким по технической сущности к изобретению является горелка для дуговой сварки в среде защитных газов с отсосом вредных выделений ид зоны сварки, содержащая трубку для подачи защитного газа, на которой концентрично ей установлен эжектор,и насадок для. отсоса выделений из зоны сварки 3 . Однако и эта горелка не имеет ройства для дополнительной защиты органов дыхания в виде воздушной завесы, а ее газоструйный блок отсоса (эжектор) по конструктивным особен.ностям, например по конфигурации его приемной камеры, а также благодаря помещению подающей сжатый воздух трубки внутри шланга вызывает дополнительное сопротивление, а значит развитие размеров поперечного сечения горелки, так как количество отсасываемого воздуха вместе с аэрозолями можно считать оптимальным порядка 120-150 м на одно сварочное место..,. Целью изобретения является улучшение защиты зоны .дыхания сварщика путем создания и регулирования коло колообразной воздушной завесы вокруг зоны сварки. Цель достигается тем, что в горел ке для дуговой сварки в среде защит ных газов с отсосом вредных выделений из зоны сварки, содержащей труб ку для подачи защитного газа, на которой концентрично ей установлен эжектор, и насадок для отсоса выделений из зоны сварки, на насадке ус тановлена концентричная ему обечайка, образующая совместно с наружной поверхностью насадка кольцевой кана для подачи сжатого воздуха, полость .которого соединена с полостью зжектора через радиальные каналы в отса сывающем насадке. Для регулирования воздушной завесы на обечайке с возможностью поворота относительно оси горелки установлен сменный насадок для регулирования выходной щели кольцевого канала для подачи сжатого воздуха. I На фиг. 1 показана общая схема устройства горелки для сварки (стрелками - распределение потоков, пунктиром - элементы токопровода); на фиг. 2 - взаимное размещение кольцевой щели с ребрами и раструба сопла (сменный насадок условно не показан) , вид А на фиг. 1; на фиг. 3 взаимное размещение кольцевого канала диффузора и сопел кольцевого эжектора, сечение Б-Б на фиг. 1; на фиг. 4 - взаимное расположение воздушных полостей (внешней и эжектора) и связь между ними через радиальные каналы, сечение В-В на фиг. 1; на фиг. 5 - полый обтекателе, сечение Г-Г на фиг. 2; на фиг. 6 - схема размещения сменного насадка со скошенной поверхностью его раструба (показаны свариваемые детали) ; на фиг. 7схема взаимодействия защитного газа и выделений в процессе сварки с потоками колоколообразной воздушной завесы (потоки показаны стрелками); на фиг. 8 - схема стыковки каналов, образованных ребрами кольцевой щели, и каналов щели сменного насадка, вид Д на фиг. б. Горелка для дуговой сварки в среде защитных газов содержит обечайку 1 с раструбом 2 с одной стороны и с конусной частью 3 с другой стороны, связанной со штуцером 4, причем к обечайке 1 присоединен насадок 5 (фиг. 2) с раструбом 6, конусной частью 7 и прямолинейным участком 8 (фиг. 1), в совокупности с обечайкой 1 образующих воздушную кольцевую полость 9, причем по периферии раструба 6 насадка 5 закреплены ребра 10, установленные под углом. Раструбы 2, 6 и ребра 10 представляют собой кольцевую (перегороженную ребрами 10) щель 11 формирования воздушной колоколообразной завесы, выходящей из кольцевой полости 9 в виде преобразованного потока, поступившего в кольцевую полость 9 через штуцер 4 и шланг 12, присоединенный к штуцеру 4. В верхней части раструба 6 выполнены распределительные отверстия 13, а в нижней - отверстие 14 для крепления к корпусу сварочной горелки при помощи зажима 15 (фиг.7). В герметичном соединении с насадком 5 по контуру отверстий 13 при помощи полых обтекателей 16 с радиальными каналами находится эжектор 17, выполненный в виде конусных частей 18 и 19, в верхней части конуса 18 выполнены распределительные отвертия 20, плавно переходящие в радиальные каналы полых обтекателей 16/ радиально устаноэленных на том же конусе 18 эжектора 17;и герметично с ним связанных по контурам отверстий 20, служащих для распределения воздушного потока. В нижней части эжектора 1 имеются установленные под углом ребра 21. С эжектором 17 по контуру при легания соединена внутренняя .трубка 22 для подачи .защитного газа, состоящая из прямолинейной части 23, раструба 24 и насадки 25, формирующей поток рабочей (защитной) среды.
Смежные поверхности трубок 5, 17 и 22 образуют всасывающую полость 26 переходящую у выходной части в приемный раструб, а с другой в диффузор эжектора 17, а также полость эжектора 27, переходящую э перегороженную ребрами 21 кольцевую щель - сопло 28 На раструб обечайки 1 г снабженный ребрами 29, одевается сменный насадок 30 крепящийся зажимом 31. Насадок 30.служит для преобразования характеристик воздушной колоколообразной завесы ( фиг. 1, 6, 7 и 8).
Устройство горелки для сварки из указанных трубок, эжектора и обечайки собирается по тугой посадке, причем ребра и обтекатели служат также для создания концентрического расположения соединяемых частей.
Трубки 5, 17, 22 и обечайка 1, а также обтекатели 16 в зоне отверстий 13 соединяются между собой при сборке герметично по коВтурам прилегания 32 - 34 (фиг. 1 2 и 7).
Насадок 30 выполнен с кольцевой щелью 35, перегороженной ребрами-36.
Причем все эти поверхности открыты для герметизации в процессе последовательной сборки.
Устройство работает следующим образом.
Сжатый воздух, подводимый к горелке, попадает во внешнюю кольцевую воздушную полость 9 и разветвляется на два потока: к кольцевой щели 11 формирования воздушной колоколообразной завесы и через радиальные каналы полых обтекателей 16 к воздушной полости 26 эжектора 17 и к кольцевой щели - соплу 28 эжектора.
Для обеспечения возможности регулирования формы защитной воздушной колоколообразной завесы при изменяющихся условиях сварки на раструб обечайки 1 одевается и крепится зажимом 31 съемный, насадок 30, выполненный с кольцевой щелью 35, перегорожен- ,. ной ребрами 36 по аналогии с кольцевой щелью 11 эжектора 17.
Поворотом насадка 30 можно увеличивать или. уменьшать угол выхода воздуха из щели 11 формирования воздушной колоколообразной завесы или перекрыть часть отверстия щели 11 (фиг. 1, 6 и 8), создавая оптимальную форму воздушной колоколообразяо завесы (фиг. 8). Сменные насадки 30 могут иметь скошенную поверхность (торец) для возможности лучшего зах,вата аэрозолей При наклонном располжении горелки. Возможность быстрого съема и смены горелки, выполненной в виде насадка путем простого сдвига (крепления зажимом 15) дает допонительные технологические возможнос
Управление подачей сжатого воздуха может быть сблокировано с включе нием сварочного тока, что исключает непроизводительные расходы на вентиляцию..
Одновременно с процессом сварки осуществляется охлаждение держателя сварочной горелки.
По сравнению с известной предложенная горелка позволяет улучшить защиту зоны дыхания сварщика и охлаж|Дение нагревающихся частей горелки. .Формула изобретения
1.Горелка для дуговой сварки в среде защитных газов с отсосом вредных вьаделений из зоны сварки, содержащая трубку для подачи защитного газа, на которой концентрично ей установлен эжектор, и насадок для отсоса вьщелений из зоны сварки, .о тличающаяся тем, что, с целью улучшения защиты зоны дыхан.ия сварщика путем создания колоколообразной воздушной завесы вокруг зоны сварки, на насадке установлена концентричная ему обечайка, образующая совместно с наружной поверхностью насадка кольцевой канал для подачи сжатого воздуха, полость которого соединена с полостью эжектсфа через радиальные каналы в отсасывакицем насадке .
2.Горелка по п. 1, отличающаяся тем, что, с целью регулирования воздушной завесы, на обечайке
с возможностью поворотги относительно оси горелки установлен сменный насадок для регулирования выходной щели кольцевого канала для подачи сжатого воздуха. ,
Источники информации, принятые во внимание 71ри экспертизе
1.Bernard А.А. и Bernard R.A. Consideration of Welding Pvime,Welding and Metal Fabrication, 1972, August, c. 280-283.
2.Углов E.y. и Градов A.A. Способ снижения загазованности в зоне дыхания сварщика при полуавтоматической сварке. - Сварочное производство , 1976, 12, с. 41.
3.Авторское свидетельство СССР по заявке О 2457424,. кл. В 23 К 9/16, 01.03.77.
4}иг.2
Фие.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1984 |
|
SU1220912A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для дуговой сварки в защитной среде | 1977 |
|
SU986672A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1662785A1 |
| Горелка для сварки плавящимся электродом в среде защитных газов | 1981 |
|
SU977123A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1438933A1 |
tpus.7
fPue. 8
